隧道式废旧电机加热系统的研发
2019-05-27赵平建
赵平建,韩 祎
(机械工业第六设计研究院有限公司 第二工程院,河南 郑州 450007)
一般来说,电机绕组中的导体铜为高纯度的紫铜材料.紫铜即是工业纯铜,含铜达99.95%以上,其用途非常广泛[1].据统计每年约50%的铜被加工成紫铜,应用于电缆行业.紫铜一般由电解法精制而成[2].电解法精制的铜纯度可达99.99%.因此,废弃电线电缆及电机绕组中的金属铜具有很高的回收价值[3].另外,从能源利用的角度讲,对废旧电机回收再利用所耗费的能量和产生的污染要远远低于新冶炼相同数量的金属铜.目前,机械破碎法是分离废旧电线电缆中铜和绝缘材料的常用技术手段之一[4].但是由于电机的结构特性,电机绕组中包含铜绕组、绝缘漆以及矽钢片,因此对于废旧电机不宜直接进行机械破碎.一般采用加热法回收废旧电机中的铜资源,即在高温环境下使绝缘漆气化,加热后人工提取绕组铜线[5].
废旧电机因其种类繁多,形状各异,对其精细拆解需要进行加热,将其中的有机物烧掉[6].目前,国内小企业多采用粗放型加热方式,直接用木柴将电机加热,产生的烟气对环境污染严重;少数大中型企业通常采用燃气或燃油加热,间歇性加热作业,对部分烟气进行收集处理,但作业时仍会有大量烟气遗留在车间而形成污染.
1 隧道式废旧电机加热系统
1.1 总体方案
经过深入了解现有废旧电机拆解生产流程,对某市金属再生工业园区知名废旧电机拆解公司生产现场仔细调研,查阅并分析相关资料,最终确定了隧道式废旧电机加热系统的总体方案.
该系统采用工业化计算机控制自动化隧道窑[7]加热系统,对窑内温度、气氛和压力进行精确控制,能让产品热解达到最佳水平,实现余热多渠道综合利用,降低能耗,节省成本,使排放烟气先后经过两次焚烧[8]、急速冷却[9]、活性炭吸附、消石灰脱酸[10]、除尘、两次活性炭吸附等环节,实现了烟气的环保无害化处理,企业与环境和谐统一,有利于废电机拆解行业的可持续发展[11].
在保证废旧电机可燃物在隧道窑内充分、完全燃烧的前提下,设计时可将隧道窑划分为预热区、燃烧区、急冷区和缓冷区四部分.隧道窑内废旧电机的热解曲线如图1所示.
根据窑车运行速度以及窑车在各区停留的时间,所确定隧道窑窑长约63.8 m.
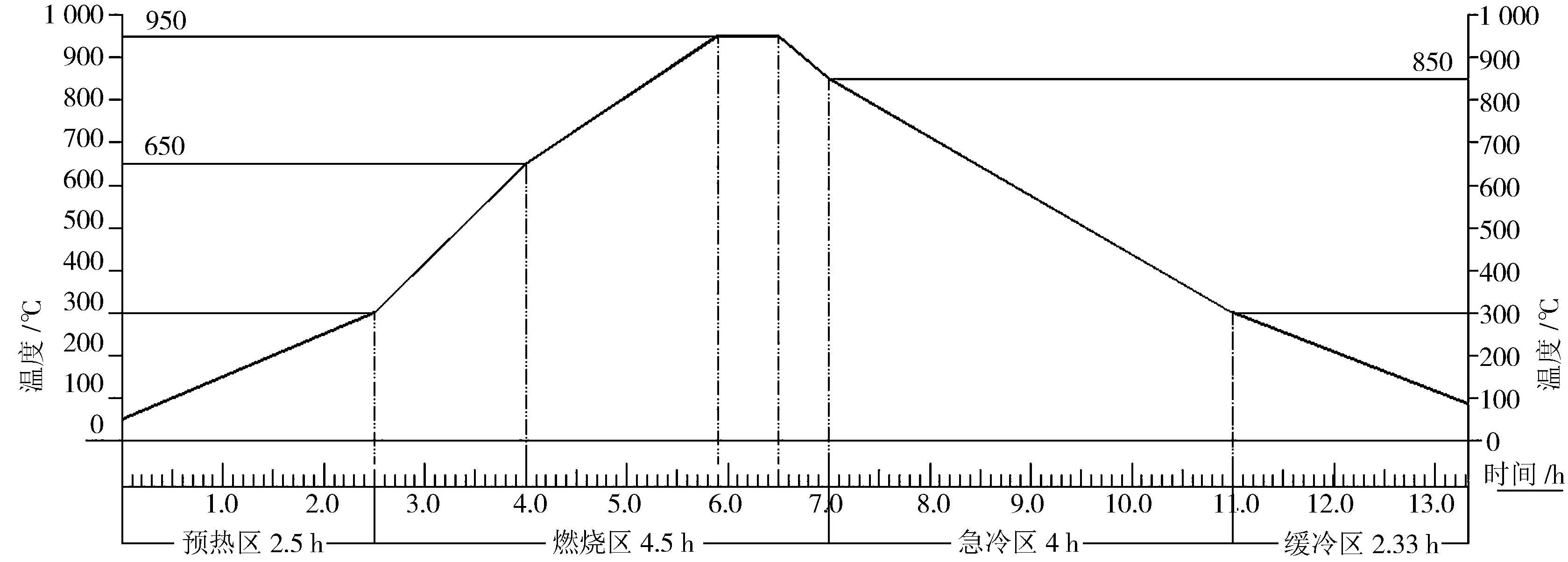
图1 隧道窑内废旧电机的热解曲线
隧道式废旧电机加热系统所在的热处理车间预留热解炉安装区域长75 m、宽24 m.可按功能将该区域大致分为如下三部分:装卸车区、热解区、尾气处理区.隧道式废旧电机加热系统的总方案图如图2所示.其中:装卸车区位于图示上方;热解区安装热解炉,位于图示中间位置;尾气处理区包含二次焚烧炉、急冷器、活性炭和消石灰喷粉装置、布袋除尘器、活性炭箱,位于图示下方.
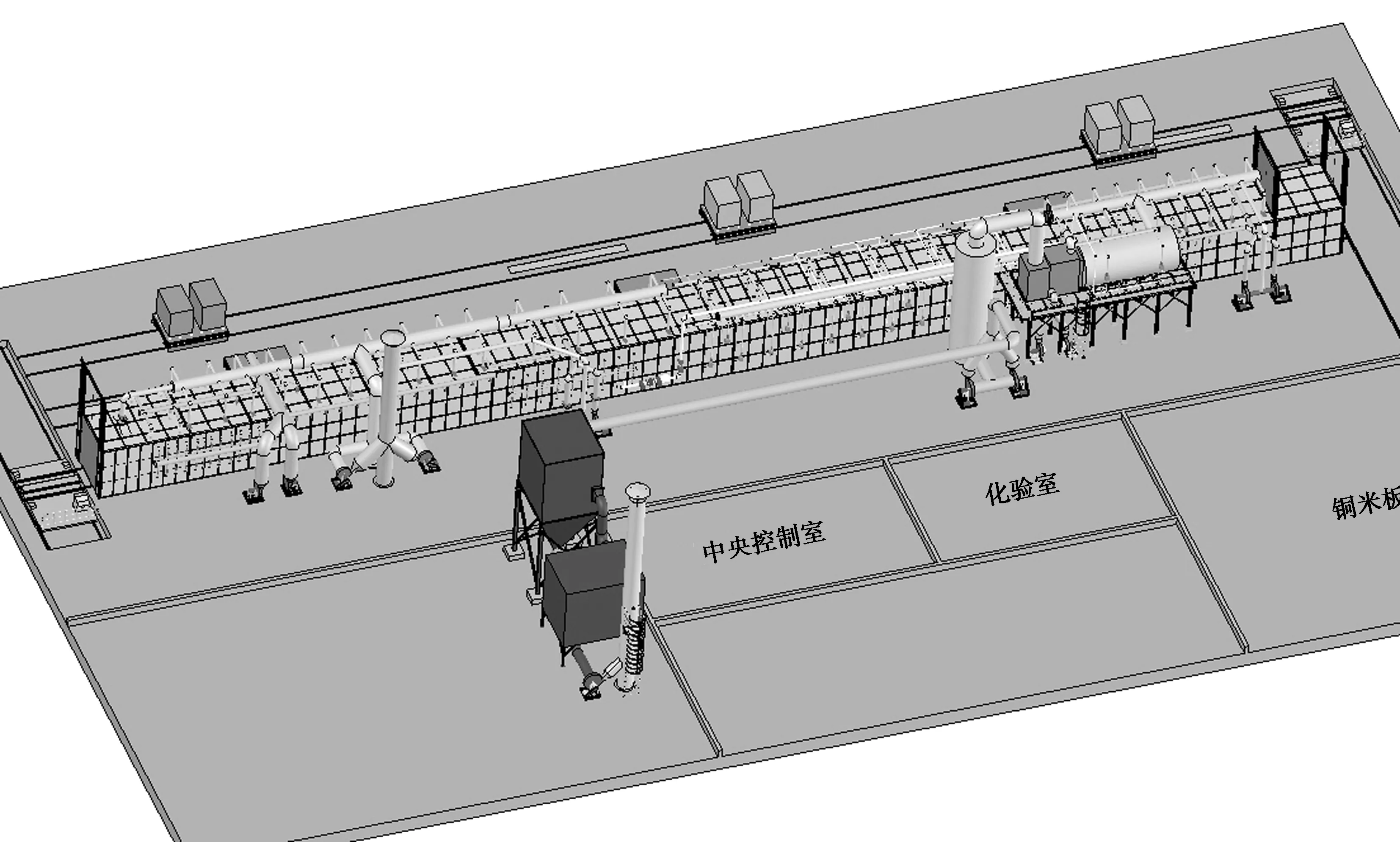
图2 隧道式废旧电机加热系统总方案图
1.2 工艺过程
根据隧道窑连续式加热工艺要求,经过深入考察研究,设计的加热工艺流程如图3所示.
整个加热工艺流程,只需要一名工人进行卸车、装车作业即可,其余全部采用自动化控制装置来实现,使自动化技术水平大幅提升,工人劳动强度大幅减小.
(1) 在装车区,一名工人用行车把装好料的料框吊装到空窑车上,装有料框的窑车在自动机械化装车区回车机的推动下,按照设定节拍被送至装车线轨道指定位置并触发信号,窑头转运车在初始状态接到信号后,通过推拉小车装置,把已到达指定位置的窑车送到窑头转运车上.
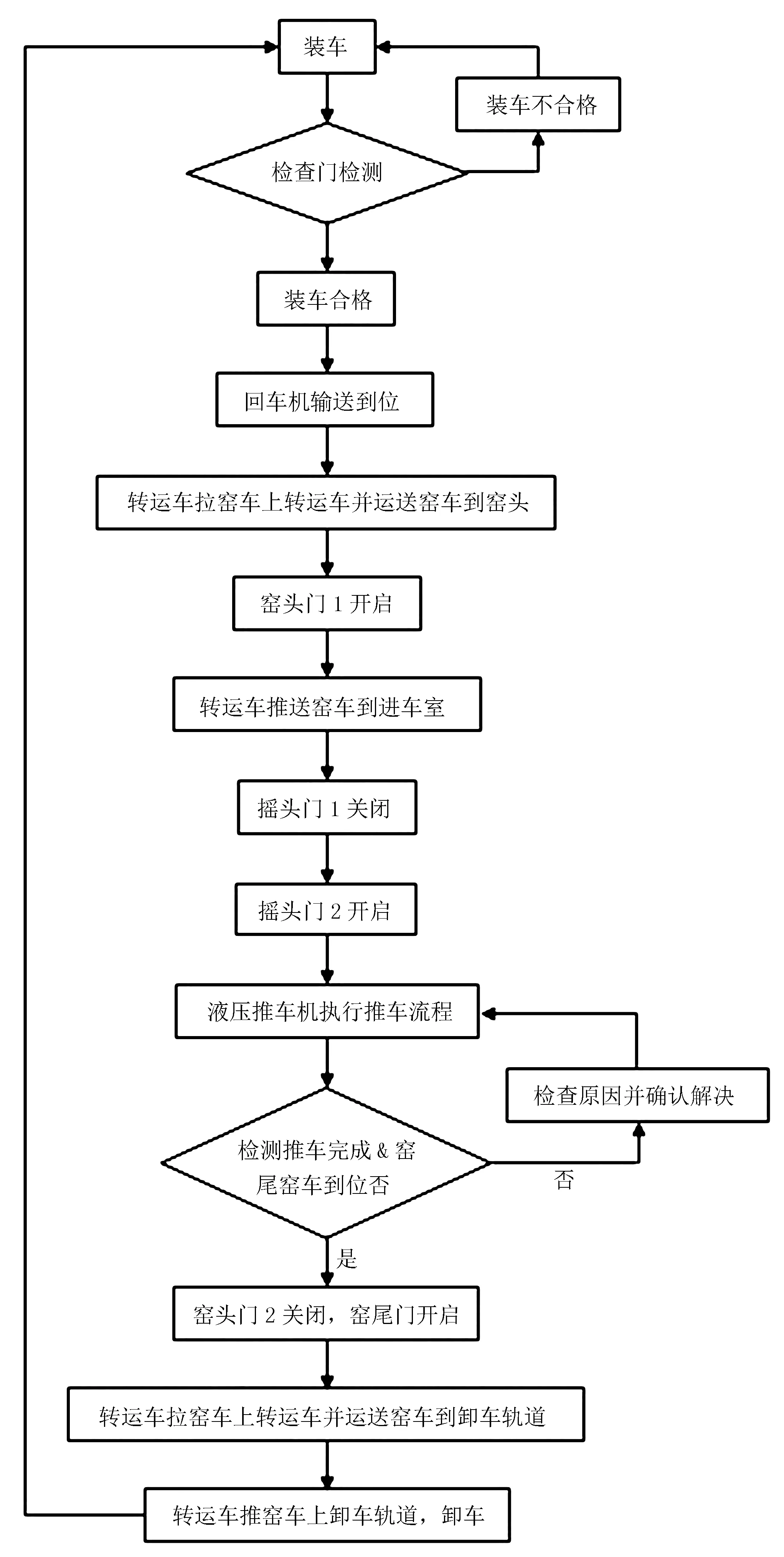
图3 加热工艺流程
(2) 窑头转运车将窑车载到窑头位置,窑头门1开启.窑头转运车把窑车推入炉内进车室(图4)后返回装车线轨道(初始位置),等待下一辆装料窑车.
(3) 装料窑车进入窑内进车室,窑头门1关闭,窑头门2开启,液压推车机执行推车流程,推动窑车向窑尾方向移动,通过窑内窑车之间的推力传递,窑内所有窑车向窑尾移动.当窑内距离窑尾最近的一辆窑车到达指定位置时触发信号,窑头门2关闭,窑尾门开启.窑尾转运车接到信号后通过其上的推拉小车装置,把在窑尾触发信号的到位窑车拉到窑尾转运车上(图5).窑尾门关闭.
图4 窑车进窑示意图
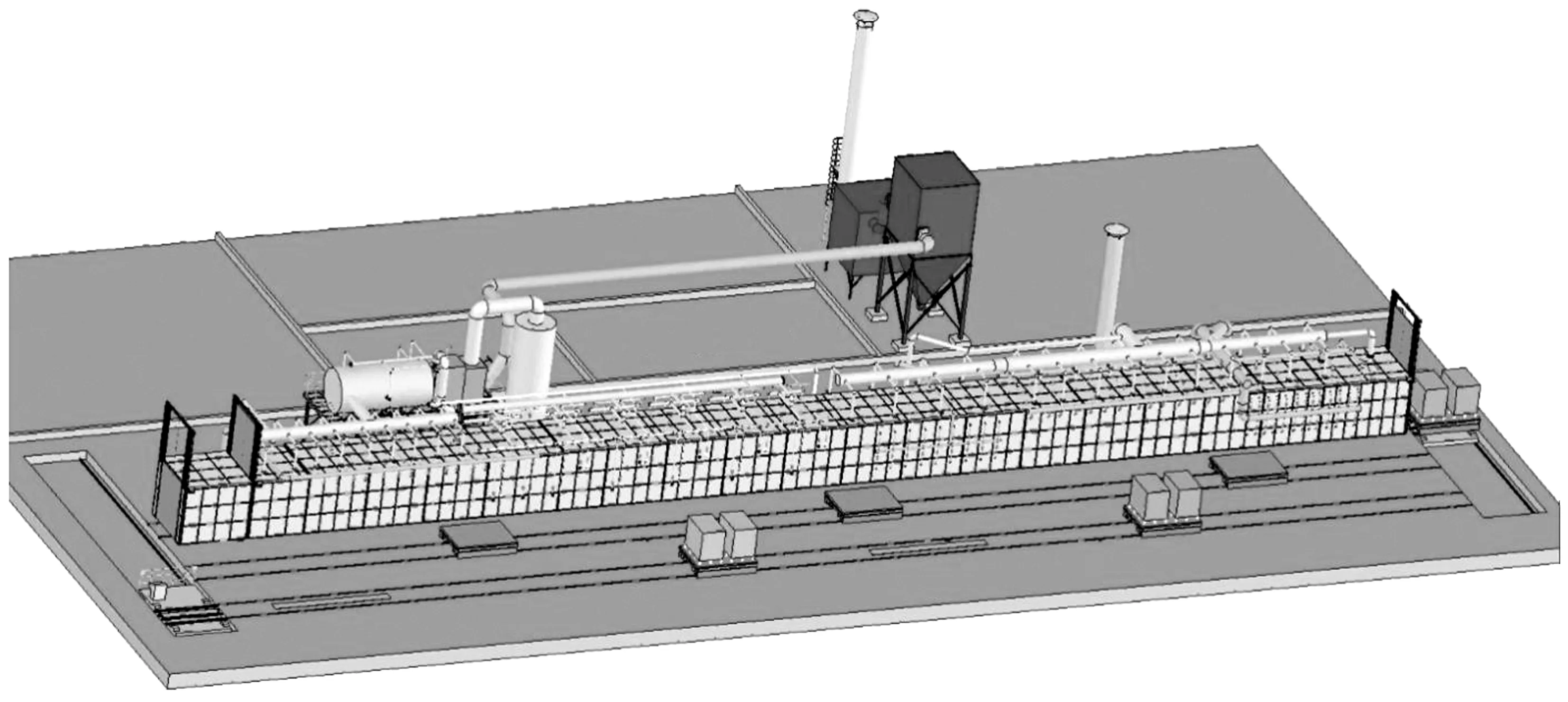
图5 窑车出窑示意图
(4) 窑尾转运车将出窑窑车送到卸车轨道位置,通过推拉小车装置把出窑窑车推送到卸车轨道上,出窑窑车在自动机械化卸车区回车机的推动下到达卸车区,一名工人使用行车把装有已烧成料的料框卸下即可.
1.3 系统组成
隧道式废旧电机加热系统由一座长度为68 m的隧道式热解炉和一些炉用附属设备组成.热解炉包括炉体结构、燃烧系统、自动控制系统、二次焚烧炉、烟气处理系统.炉用附属设备包括35辆窑车、两辆转运车、回车机、轨道等.
1.3.1 炉体结构
从整体来看,隧道式炉体结构包含左侧墙、右侧墙、炉顶、炉门系统、挡火板、砂封槽等.在炉体长度方向,根据温区分布13道挡火板,砂封槽设置在靠侧墙耐火砖的内侧.窑车砂封板、砂封槽、窑门系统构成完整的窑炉密封结构,有效阻止了烟气外溢.考虑到少部分时段电机非常大,而大部分时段电机较小的情况,设计了铰链挡火板装置,以有效解决该系统的产品适应性问题.
炉体耐火材料采用复合式结构,窑顶采用全硅酸铝纤维的平顶结构.根据窑内使用温度不同,窑墙从窑头到窑尾依次使用黏土隔热砖、高铝隔热砖、硅酸铝纤维模块、重质黏土砖、高铝隔热砖,以保证整个炉体的耐热使用性和节能性.炉体结构如图6所示.
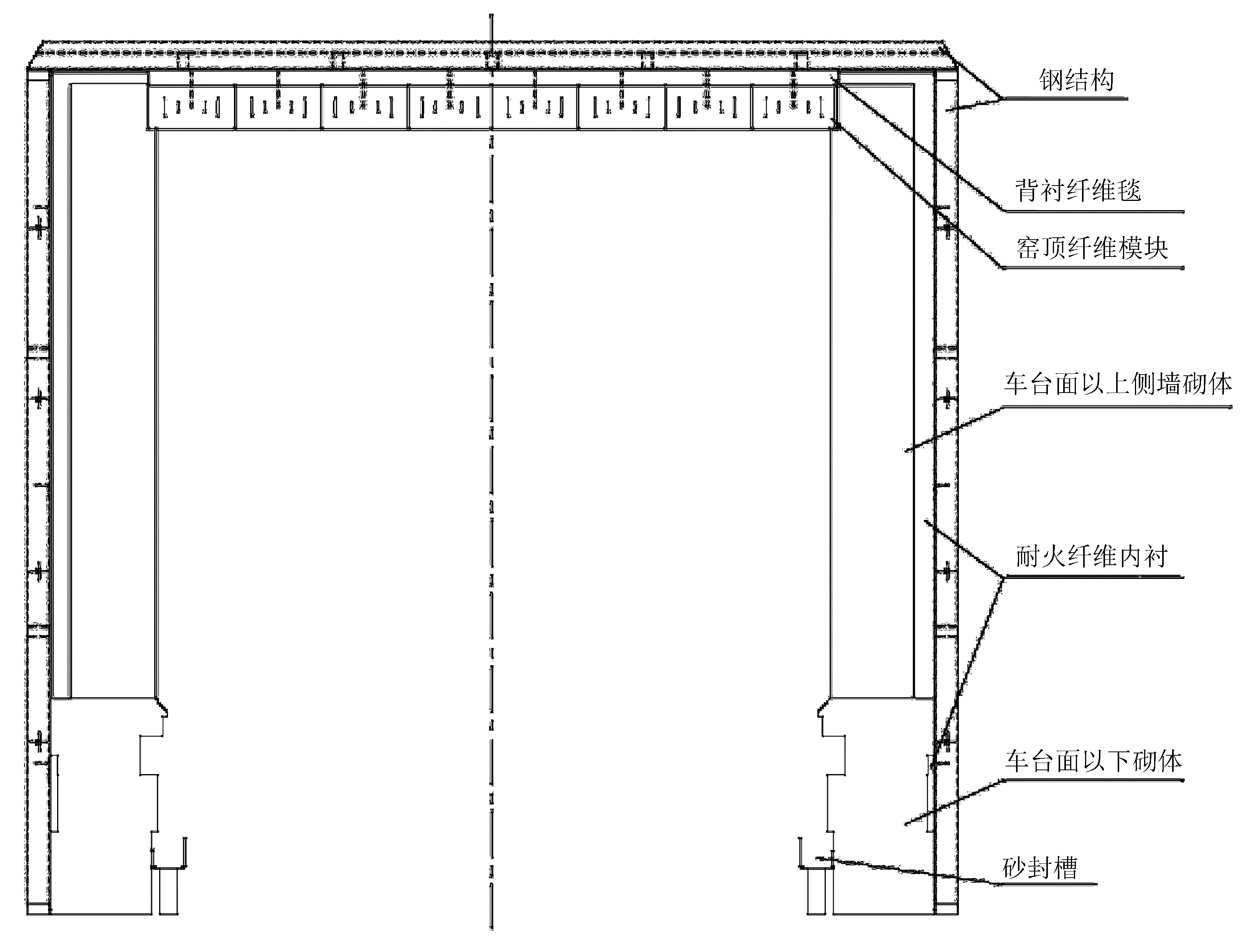
图6 炉体结构示意图
1.3.2 燃烧系统
根据产品的工艺特点,采用小流量多分布技术,在窑炉的预热带、烧成带及二次焚烧炉上共布置37只等温高速烧嘴(分布在预热带下部两侧双向交错位置,烧成带及二次焚烧炉两侧双向、上下交错位置).燃烧系统沿窑体长度方向分6个温区,二次焚烧炉设一个温区.全系统在7个温区控制下根据设定的温度、压力自动运行.
1.3.3 自动控制系统
自动控制系统采用了由某型人工智能工业调节器系列仪表构成的现场总线.现场总线通过RS-232/485工业转换器与计算机通讯,构成控制系统.采用力控6.1组态软件实现实时数据采集和管理、模拟工艺画面运行、车位管理、报警记录、历史趋势曲线查询、报表查询打印等功能.变频调速器控制助燃风机、排烟风机、抽热风机及除尘风机,保证了助燃风压力和窑内压力控制的稳定.采用电动调节阀控制各温区助燃风和燃气,保证了风量和气量调节的稳定可靠.采用德国KROM火焰监测与点火系统来保证燃烧的安全性.
该自动控制系统由以下部分组成:点火系统;温度控制系统;压力控制系统;计算机控制系统;流量、压力测量系统;车位管理系统.
自动控制系统工作原理(图7)为:测量元件检测到控制对象的信号,送给人工智能工业调节器;人工智能工业调节器将其与设定信号比较,并将比较信号传递给执行机构;执行机构对控制对象进行控制,形成一个闭环自动控制系统.
1.3.4 二次焚烧炉
隧道式热解炉系统设有一台二次焚烧炉.热解炉内的烟气通过排烟风机和排烟管道被传送到二次焚烧炉内.排烟支管设在预热带窑墙内部,与炉内联通.高温带的烟气向预热带流动,可将预热带产品提前加热,从而提升产品温度,降低了产品燃烧时的能耗.
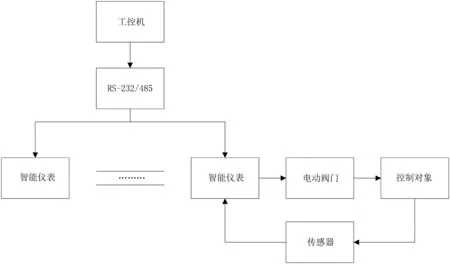
图7 自动控制系统工作原理
二次焚烧炉处理过的烟气经过空气换热器与助燃风换热,高温助燃风进入炉内,不仅直接减少了天然气燃料的消耗,同时也提高了燃料的燃烧效率,从而达到节能减排的目的.
1.3.5 烟气处理系统
烟气处理系统包括窑体密封、烟气收集、排烟系统、烟气处理等部分.
废旧电机在热解炉内受热会产生大量含有机物成分的高热值烟气,并含有二噁英类(PCDD、PCDF)有害物质,因此烟气必须经过环保处理才能排放[12].
针对炉内产生的含二噁英类烟气,本文采用目前最成熟的烟气处理工艺[13],即烟气高温焚烧+急冷降温+活性炭喷粉+消石灰喷粉+布袋除尘工艺,为达到更好的二噁英去除效果,在布袋除尘器后又增加一级活性炭吸附箱.其具体工艺流程如图8所示.

图8 烟气处理工艺流程
热解炉为全密封结构,炉内热解产生的烟气通过密闭不锈钢管道被送入烟气二次焚烧炉.
按照“3T”原则,二次焚烧炉保证烟气在适宜的温度(1 150~1 200 ℃)下充分燃烧,并让烟气在焚烧炉内充分湍流混合,使烟气在焚烧炉内停留时间大于2 s,达到充分搅动的效果,使烟气中的二噁英类物质在高温环境下完全分解.
烟气急冷器采用间接水冷形式,高温烟气通过急冷器时与水冷管接触,其所携带热量被冷却水带走,烟气温度急剧下降,大量的循环冷却水在1 s内将烟气温度降到200 ℃以下,以减少二噁英类物质的再生.
采用消石灰喷粉进行烟气脱硫,通过活性炭喷粉进一步吸附烟气中剩余的微量二噁英,并通过布袋除尘器对高温、高湿及腐蚀性强的含尘烟气进行处理,以便将烟气中的粉尘除去.
含有消石灰和活性炭粉的烟气经过布袋除尘器,所含颗粒物被布袋滤掉,过滤后的烟气再经过活性炭箱二次吸附,进一步去除烟气中的二噁英和重金属物质,达到高空排放标准后被除尘风机强制压入25 m高的烟囱进行高空排放.
除尘器产生的飞灰为危险废弃物,须统一交由专业机构处理.
2 系统的应用分析
2.1 隧道式炉体结构
隧道式废旧电机加热系统在废旧电机拆解行业中开创性地采用隧道式炉体结构.窑体在整个长度方向构成固定的预热带、烧成带、急冷带、缓冷带,可以保证炉内各截面的热状态相对稳定,相对于间歇式加热炉,对产品的质量控制有很大的提升.
2.2 连续式加热工艺的应用
该系统根据产品特性,采用“预热-引燃-完全燃烧-冷却”联动连续式加热方式,在理想情况下,需要把先进窑的6~8辆窑车上的产品用烧嘴加热点燃;根据系统燃烧特性,随后进窑产品在前面已燃着产品的辐射-对流热交换作用下,逐步被预热,随着产品往高温带的移动,产品最终被引燃;产品被引燃后,扩散出去的热量也会逐步对后进窑的产品重复预热-引燃过程.这样依次循环往复,使焚烧过程只需少量的天然气消耗即可,大大地节省了天然气能源.
2.3 产能的方便可调性
该系统可由设备使用方根据自身产能,合理安排生产进度.调整产能可从如下两方面进行:一是调整每个窑车的装载量;二是调整每辆窑车的进窑时间.通过自动控制系统,每辆窑车的进窑时间间隔可以设定,设定范围为20~60 min/辆.操作人员只需要简单操作就可以完成设定.该系统能够保证产能的大范围可调,使用性能良好.
2.4 产品适应性
由于废旧电机拆解的原材料产品种类多、尺寸差别大,小电机容易过烧造成铜线损耗,大电机容易烧不透而造成后续处理困难,因此该系统一方面通过产品集中装车,另一方面采用超宽调节比燃烧装置[14],既满足了小型产品阶段窑内热量输入极小、烧嘴小火状态的工艺要求,又满足了大型产品阶段快速升温、快速烧成的工艺要求,完美地解决了多类型产品的适应性问题,得到了用户的肯定.
2.5 烟气收集处理系统的应用
该系统根据废旧电机加热燃烧特性,设置了窑体密封系统和烟气收集处理系统,使废旧电机加热燃烧过程的烟气经过收集、处理,符合国家标准之后排放,在清洁生产方面做到了很好的控制,有效地保护了环境,避免出现环保问题.
2.6 自动控制及安全系统的应用
该系统在装车、窑车自动运行、转运车自动转运窑车、转运车自动推送窑车进窑、窑门自动升降、窑车在窑内的自动推进、窑车自动出窑和卸车、自动加热控制等方面的合理设计,保证了系统的安全稳定运行,基本实现了生产过程自动化,使整个方案的自动化程度保持在高水平,有效地降低了劳动力成本和劳动强度,提高了生产效率,为废旧电机拆解行业热解车间的自动化工厂模式开辟了新的道路.
该系统现已正常运行并通过环保检测,为用户创造了可观的经济效益,也为设计者赢得了口碑和声誉.
3 结束语
所研发隧道式废旧电机加热系统属国内首创,在能源消耗、烟气收集处理、运行成本、劳动强度、自动化程度等方面优于大部分国内现有装备,处于国内一流水平,具有良好的市场前景.该系统研发成功,对废旧电机拆解行业装备技术水平的提升有一定的推动作用.
