挖机结构件定位焊工艺技术规范
2019-05-25邓雷
邓雷
徐州徐工矿业机械有限公司 江苏徐州 221004
定位焊是指正式焊接前为装配和固定焊件接头的位置,保证整个结构得到正确的几何形状和尺寸而进行的焊接,俗称点固焊。通常定位焊比较短小,正式焊接时不去除,而成为正式焊缝的一部分保留在焊缝中,因此定位焊的质量会直接影响正式焊缝的质量,在定位焊时,必须制定严格的工艺技术规范。
1 焊缝定位焊施焊的整体要求
在定位焊用于焊接接头时,定位焊的应与正式焊缝一样,只能由有资质的焊工进行焊接。定位焊焊缝不得有裂纹和气孔、夹渣等缺陷,有缺陷的定位焊须在最终焊接前进行彻底清除。
2 保证定位焊施焊质量的具体措施
2.1 对焊工的要求
(1)定位焊施焊焊工必须经过考试并取得合格证后,且持有与产品钢种组别号相同,焊接方法和焊接位置一致的焊工资格认证,方可施焊。
(2)施焊前应熟悉图样及相关工艺文件的规定明确各相关工件间的装配关系。
2.2 对焊接质量及焊接材料的要求
(1)定位焊缝质量要求与正式焊缝完全相同。
(2)定位焊接应所使用的焊接材料牌号应与正式焊接材料相同。
2.3 定位焊施焊工艺
(1)零件经检验合格后方可进行组装。
(2)焊前清理。零件的连接接触面及沿焊缝边缘,每边30-50mm范围内影响焊接质量的铁锈、毛刺、污垢必须清除干净[1]。
(3)当焊接件要求预热时,则实施定位焊时也应进行预热。
(4)在焊缝端部、交叉处和焊缝方向急剧变化处不要进行定位焊,定位焊应避开端部、交叉处和焊缝方向急剧变化50mm以上,如下图1所示。

图1 特殊部位定位焊位置
(5)除焊枪无法到达情况外,焊接接头在采用单面连续焊时,其定位焊施于非焊接侧,如下图2所示。

图2 单面连续焊定位焊位置
(6)一面连续,一面断续焊时,定位焊应施于断续焊一侧,且无需焊接的部位不得定位焊,如下图3所示。
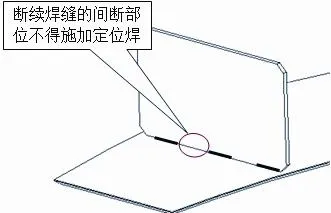
图3 断续焊定位焊位置
(7)正式焊缝为双面焊时,定位焊缝要在第一道正式焊缝的反面(即在清根的一面施焊)。
(8)当需在定位焊缝上直接施焊正式焊缝时,定位焊缝应平滑过渡,当其焊缝大小影响机器人焊接时,须用砂轮机打磨减小焊缝。
(9)定位焊焊点数量不宜过多,且应保证结构件的起吊安全。
2.4 定位焊施焊尺寸
(1)定位焊焊缝高度不超过设计规定的焊缝的2/3。
(2)定位焊缝长度(L)指焊接开始点到结束点的有效焊接长度;定位焊缝间距(P)指相临两段焊缝的中线距离。焊缝定位焊的焊角大小、长度及间距可参照表1选择。
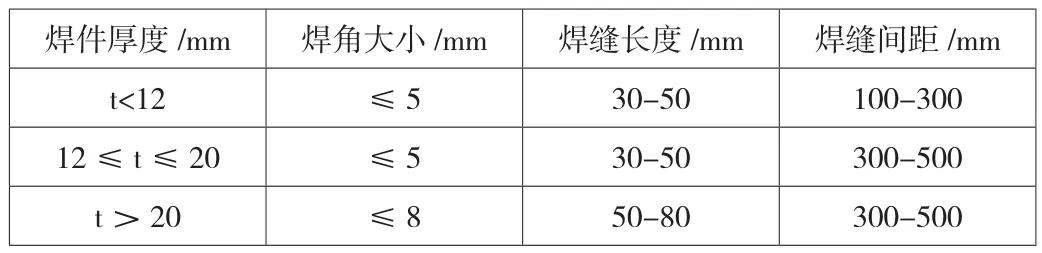
表1 定位焊施焊尺寸

图4 定位焊示意图
2.5 定位焊的确认
对焊缝进行外观检查,不允许有裂纹、气孔、夹渣等缺陷存在,否则,应彻底清除后重焊。
对于焊缝质量等级较高的焊缝在定位焊施焊后,由检验员作焊缝外观检查,合格后才能进行正式焊接。
3 结语
综上所述定位焊用于两个工件正式焊接前的定位连接,工件正式焊接时定位焊需要被打磨掉或熔化掉,是工艺性的临时焊缝[2]。定位焊作为正式焊缝的一部分,其质量要求不容小觑,要保证正式焊缝的质量就必须从定位焊施焊焊工的资质、定位焊施焊所使用的焊接材料、定位焊施焊所采用的工艺、定位焊施焊尺寸大小的选择以及定位焊施焊焊接完成后的确认等各个环节进行把关和确认来保证定位焊的焊接质量,避免定位焊在焊接时所造成的焊接缺陷。因此定位焊必须要严格按照焊缝定位焊的各项施焊要求进行,认真把好关,从而为整条焊缝的质量打好基础和提供保障[3]。
