片猪肉出水控制方法研究
2019-05-25
双汇集团 河南漯河 462002
片猪肉俗称白条肉,是目前国内市场鲜猪肉流通的主要形式。GB9959.1《鲜、冻片猪肉》中规定“片猪肉”:将宰后的整只猪胴体沿脊椎中线,纵向锯(劈)成两分体[1],且生猪的屠宰分割加工,也基本上是先屠宰加工成片猪肉,再冷(热)分割成各种分割品。目前,由于生猪品种复杂,养殖规模大小不一,而屠宰厂的生产量大,如果生产控制不到位,片猪肉就容易出水,甚至是严重的出水。
根据生产中的实际情况及相关科研认知,片猪肉出水的原因可以归结为:品种遗传缺陷是产生片猪肉出水的内因,宰前应激和宰后猪体温度高是片猪肉出水产生的外因。遗传缺陷导致片猪肉出水,主要表现在改良的瘦肉型猪种系中,含氟烷基因的猪屠宰后引起猪肉pH值的迅速下降,而猪肉温度仍维持在较高时,pH值的迅速下降导致肌肉出水[2]。多元杂交瘦肉型猪的推广,追求高的饲料报酬,采用封闭式饲养,饲喂高蛋白高能量的全价饲料,这对促进猪的生长、提高瘦肉率和经济效益是有利的。但是,高瘦肉率和屠宰率的猪对应激反应强烈,易发生PSE肉,保水性差。如外来品种的长白猪、约克夏猪、皮特兰猪含氟烷基因频率分别为0.20、0.10和0.95,明显高于我国地方猪种,如黑猪、花猪。[3]
赵文成(2003)[4]对辽宁省阜新市的上市猪肉出水发生几率进行了调查,发现纯瘦肉型三元杂交猪出水发生率为85%,父本瘦肉型猪的三元杂交猪中出水发生率为15%,本地土猪正常。目前公司收购生猪品种是长白、大白、杜洛克和本地猪的杂交,应激敏感猪比例高,受遗传缺陷影响大,出水问题比较多。
本文拟通过研究宰前应激和宰后猪体降温等环节和方法,对片猪肉出水的影响,找出片猪肉出水的控制措施。
1 材料与方法
1.1 材料
试验猪只均来自**集团下属养殖厂。选择自产三元肉猪,体重约为120kg,按照年龄相同或相近(<3d)、体重相同或相近(<2kg)随机分组。在试验的过程中,禁食但不禁水。
1.2 主要设备
MPS三点式托胸麻电机;400型色差仪;便携式温度计。
1.3 方法
1.3.1 击昏方式
参照孟庆阳(2016)[5]等的方法,采用三点式电击昏方式。
1.3.2 白条出水的测定方法
按照实际生产经验,对分割产出的大排肌肉,根据眼观和手摸等感官判定等方法,判定白条是否出水(见图1)。
1.3.3 滴水损失测定方法
参考柳艳霞(2009)[6]等的方法进行测定,切取倒数第1~2胸椎段背最长肌,将肉样切成2cm厚的肉片,修成长5cm、宽3cm的长条,然后称重(W1),放置于充气的包装袋中。用细铁丝钩住肉样一端,保持肉样垂直向下,不接触食品袋,扎紧袋口,悬吊于冰箱冷藏层,保存24h,取出肉样,用洁净滤纸轻轻拭去肉样表层汁液后称重(W2),按公式[1]计算滴水损失。
X1滴水损失(%)=[(W1-W2)/W1]×100%
(1)
式中:
X1——滴水损失/%;
W1——样品处理前重量/g;
W2——24h后的重量/g。
2 结果与分析
2.1 应激对片猪肉出水及滴水损失的影响
2.1.1 应激对片猪肉出水的影响
模拟送宰、淋浴、麻电等环节的不规范操作,轰打生猪、造成挤压,并电鞭驱赶;使生猪产生严重的应激反应。
生猪应激后进行屠宰,严重出水的比例占32.75%,轻微出水比例占37.99%,正常白条比例占29.26%。生猪宰前避免产生应激,宰后严重出水的比例占2.93%,轻微出水比例占25.94%,正常白条比例占71.13%,见图2。
两者对比:避免应激后,严重出水的比例降低了91.05%,轻微出水比例降低了31.72%,正常白条比例上升了143.10%。说明减少宰前应激反应,应该是解决出水问题的重点。所以实际生产中要求合理驱赶生猪,自由行走,不能过快,避免造成后道环节生产不及;停止使用电鞭,人工进行驱赶。确保生猪福利。
2.1.2 应激对片猪肉滴水损失的影响
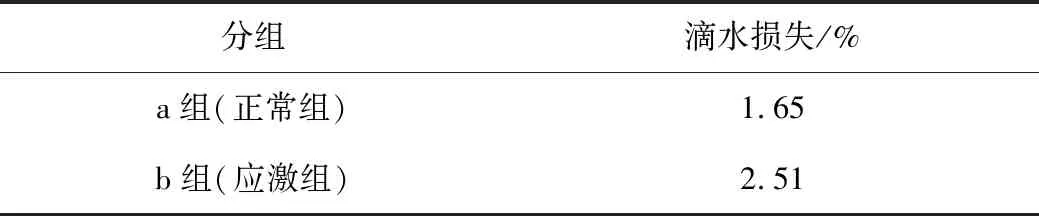
表1 应激对片猪肉滴水损失的影响结果
应激组生猪大排肌肉的平均滴水损失为2.51%,正常生猪为1.65%;两者对比,应激组生猪比正常组滴水损失上升了52.12%。因此,为控制片猪肉出水,应确保生猪宰前福利、送宰时高喊轻拍,避免频繁拦截、隔挡生猪,避免送宰应激。
2.2 长时间高温对肉色和出水的影响
生猪刺杀放血后,猪体温度在40.1℃以上;出打毛机后,大排肌肉的温度约40.2~40.5℃,模拟大排肌肉在屠宰过程中的温度,将大排肌肉在40~41℃温度区域内存放观察,其颜色在第20分钟开始逐步变浅,30min后发白、出水(失水)加剧,不能被市场接受,见图3。
因此,为解决白条出水、肌肉色泽发白等问题,必须采取措施避免猪体长时间高温。
2.3 加工时间对片猪肉出水的影响
试验时模拟生产线停顿、生猪积压、热水长时间喷淋、加工周转慢等因素对片猪肉出水的影响,结果表明:延长加工时间,可导致出水片猪肉的比例增加7.5个百分点以上。长时间的高温环境,增加了白条出水的比例,见下图4。
因此,保证生产线的顺畅运行,不积压,不长时间停车,对出水控制效果明显。
3 白条出水控制措施
根据白条出水的原因,总结实际生产经验,形成以下控制措施。
3.1 减少宰前应激的措施
3.1.1 送宰过程中限定生猪送宰量
一次送宰不超过15头,送宰量和屠宰量保持一致,防止送宰量大于屠宰量,导致中途频繁拦截、隔挡生猪。这样解决送宰过程、淋浴过程、麻电过程中的生猪长时间、大量挤压问题。
3.1.2 减少电鞭的使用频率
电鞭由原来的3~4个减少到1个,生猪平均被电击3~4次降为0.5~1次。
3.1.3 新建工厂的圈舍改为贯通式
方便赶猪并提高送宰效率;采用自动赶猪通道、二氧化碳致晕,减少了生猪应激,与电致晕相比效果明显,出水片猪肉减少22~37个百分点。
3.2 宰后降温措施
宰后采取防止猪体升温、快速降温的主要措施如下。
3.2.1 入预冷库
生产速度高、顺畅、不积压、不频繁停车,确保片猪肉能够最短时间进入预冷库。
3.2.2 水池浸烫
缩短浸烫时间、降低浸烫温度,浸烫时间由5~6min降到2~3min,浸烫水池温度降低5~10℃。
3.2.3 及时降温
使用快速预冷库,对片猪肉及时降温。
3.2.4 缩短入库时间
设计新的生产线从刺杀放血到片猪肉入库时间比现有生产线缩短15min,使片猪肉能够快速入库预冷。
4 结论
(1)宰前应激是造成片猪肉出水的主要原因,是控制片猪肉出水的关键。
(2)缩短浸烫时间,降低浸烫温度,可以减少片猪肉出水;但是由于浸烫不彻底,容易造成猪毛残留,且易损坏打毛机,这个平衡点需要把握。
(3)通过MPS、BANSS等设备公司了解了欧洲屠宰生产线时间和温度的相关要求,欧洲屠宰法规要求刺杀放血后45min入预冷库(与国内相关标准要求一致),刺杀放血至扒白脏的时间25min左右(国内法规及双汇设计要求应不超过30min)。欧洲对屠宰线上的温度没有强调,适合工人操作需要,一般约25℃左右;也有没配降温设施的屠宰厂。但是欧洲片猪肉的出水问题并不严重,分析原因正是欧洲集约化养殖和人性化的屠宰,确保了生猪的宰前福利。所以保护生猪的宰前福利至关重要,也是下一步我们努力的方向。