6061铝合金黑点缺陷原因分析
2019-05-23黄凯
黄 凯
(江西凤凰光学科技有限公司,江西 上饶 334000)
6061铝合金是Al-Mg-Si系铝合金,在几个系列的铝合金中具有中等的强度,同时塑性优良,可焊性和耐蚀性好,同时没有应力腐蚀开裂的倾向。在使用某公司生产的6061挤压管材用于车削加工时,可观察到车削加工样品表面区域存在有小黑点的缺陷,尽管黑点缺陷较小,但对后续的阳极氧化影响较大,严重影响阳极氧化的均匀性[1]。
为了查明产生此类黑点缺陷的成因,本文将通过OM和SEM进行检测和分析,分析问题存在的因素,为避免今后生产中存在类似的缺陷提供借鉴[2]。
1 实验材料与方法
试验选择多个样品同样的在机加工过程中均发现有黑点的试样,并选取黑点缺陷较多的挤压无缝管来进行检测,其管材的规格为Ф30mm×7mm,并分别标记4个区域的黑点,分别编号为A、B、C。
试验采用的金相显微镜为尼康NIKON LV150金相显微镜,样品经过自动磨抛机抛光后,用氢氧化钠+蒸馏水溶液进行腐蚀并观察。能谱扫描则采用日本电子JSM-IT300型扫描电镜进行观察分析。
2 试验结果及分析

图1 A点区域横截面金相组织
对A点区域截取其横截面进行金相分析,检查其是否有缺陷。图1为A点区域横截面的金相组织结果,有图可知,A点区域横截面未发现缺陷情况。
对A点区域进行扫描电镜观察及能谱分析,检查其黑点情况。图2为A点区域的扫描能谱结果,由图可知,A点黑点区域主要成分为C、O和Fe,同时含有少量的Al、Si、Mn。并未发现其他典型的夹杂物元素,该黑点区域夹杂物主要为富Fe相杂质、碳化物等。结合图1金相分析结果,由此可推断出该黑点区域夹杂物为后续铸锭加工过程中所带入的外物。
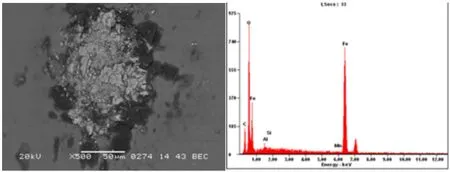
图2 A点区域能谱形貌结果
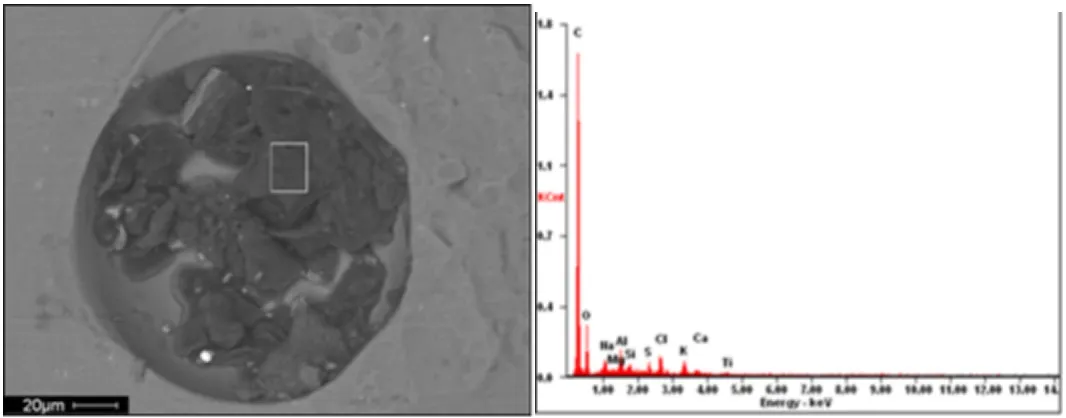
图3 B点区域能谱形貌结果
对B点区域进行扫描电镜观察及能谱分析,检查其黑点情况。图3为B点区域的能谱结果,由图可知,B点黑点区域其主要成分为C、O,同时含有少量的Na、Mg、Al、Si、S、Cl、K、Ca、Ti。
其中夹杂中存在的Na、Cl、Ca、K等杂质元素,为在进行熔炼过程中,其溶剂在进行覆盖和精炼时带入到熔体中,且除渣不彻底而残留下来。
由此可推断出该黑点区域夹杂物主要有碳化物、MgAl2O4、Al2O3、含Ti的细化剂颗粒和铝合金溶剂的残留物。
对C点区域进行扫描电镜观察及能谱分析,检查其黑点情况。图4为C点区域的能谱结果,由图可知,C点黑点区域夹杂物其主要成分为C、O,同时含有少量的Al、Si、P、S、Cl、K、Ca、Cu。
同样的黑点区域夹杂物主要有碳化物、Al2O3和铝合金溶剂的残留物。
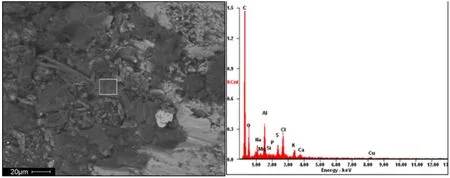
图4 C点区域能谱形貌结果
通过对6061无缝挤压管车削时出现的黑点缺陷表面进行金相分析和扫描及能谱分析发现,A点区域主要成分为C、O和Fe,同时含有少量的Al、Si、Mn。
横截面金相组织未发现缺陷,可推测其黑点夹杂物为铸锭后续加工过程中所带入的外物。
通过对B点区域扫描及能谱分析发现,B点黑点区域其主要成分为C、O,同时含有少量的Na、Mg、Al、Si、S、Cl、K、Ca、Ti。通过对C点区域扫描及能谱分析发现,C点黑点区域夹杂物其主要成分为C、O,同时含有少量的Al、Si、P、S、Cl、K、Ca、Cu。
由结果可推测出B点和C点区域存在缺陷的主要原因是铸锭质量问题,在熔体净化环节应进一步加强,以提高铸锭质量。铝合金铸锭质量影响到最终成品的质量,铸锭在熔铸过程中产生的冶金缺陷和组织缺陷很难在后续的热处理和加工过程完全消除。
3 结论
(1)在对6061铝合金挤压态车削加工件进行扫描能谱分析发现,A点区域处存在的夹杂物为铸锭后续加工过程中所带入的外物。
(2)在对6061铝合金挤压态车削加工件进行扫描能谱分析发现,B点和C点区域样件处存在有夹杂物,其铸锭冶金质量不高,熔体净化环节需要重视和加强。
