LOMA立式全连续铸造机夹持系统和飞锯夹紧装置的改造
2015-06-28吕杰
吕 杰
(铜陵金威铜业有限公司,安徽 铜陵 244000)
LOMA立式全连续铸造机夹持系统和飞锯夹紧装置的改造
吕 杰
(铜陵金威铜业有限公司,安徽 铜陵 244000)
文章全面分析LOMA立式全连续铸造机设计中存在的问题,结合生产实际情况,提出切实可行的解决方案,对LOMA立式全连续铸造机的夹持系统和飞锯夹紧装置进行改造,彻底解决了不能连续铸造的问题。
立式全连续铸造机;夹持系统;飞锯夹紧装置
2006年,铜陵金威铜业有限公司从加拿大LOMA公司引进了一条立式全连续铸造机生产紫铜铸锭。铸锭规格为640mm×220mm×8000mm和850mm×250mm×8000mm,单个铸锭最大重量15t。该全连续铸造机由结晶器、夹持系统、飞锯系统(含收屑装置)、铸锭顶出装置、提升卷扬装置、铸锭称重装置、铸锭表面质量检测翻转辊、卸料辊和电气控制系统组成。
2009年7月两次热负荷试车,结晶器均出现反水现象,发生爆炸;更换国产结晶器后, 结晶器反水现象没有发生,但是生产出来的铸锭弯曲现象较严重。通常情况下,一次可连续生产两根铸锭,第一根比较直,第二根开始发生弯曲,如果继续铸造第三根铸锭,铸锭弯曲现象会很严重,弯曲的铸锭通过夹持系统和飞锯夹紧时均会反过来撬动结晶器,导致结晶器内铸锭凝壳破裂而出现漏铜事故。
经过反复试验、摸索和论证,本文对LOMA铸造机存在的问题及改造方式做详细论述。
1 LOMA铸造机存在的问题
1.1 夹持辊系统中心不固定
LOMA全连续铸造机的夹持系统由驱动电机、变速箱、万向传动轴和夹持辊本体4大部分组成。其中夹持辊本体又由4个夹持辊头(内含8只辊轮)、4只液压油缸和平面铰链4杆机构组成,结构较复杂(图1)。
夹持辊通过4只液压油缸将铸锭夹紧,电机为恒速电机,电机通过变速箱减速,再通过4根万向轴分别驱动8只辊轮转动带动铸锭向下移动实现铸造。
8只辊轮均为主动轮,4只夹持辊头均为浮动式,可随铸锭侧表面不平整而转动。4只液压油缸也会根据压力的变化伸长或收缩,这样就会造成铸锭向左或向右移动。夹持辊的位置距离结晶器约有3m,油缸较小的移动量也会导致铸锭上部(结晶器处)有较大的移动。在铸造第一根铸锭时,由于引锭杆两个侧面平整,夹持辊头能较好地贴在引锭杆上,4个油缸伸长或收缩量很小或基本不动,铸造出来的铸锭比较直。当铸造出的铸锭通过夹持辊头时,由于两侧表面不平整,夹持辊头会根据表面情况而带动4只液压油缸向左或右动作,而结晶器是固定的(即结晶器的中心是固定的),一旦铸锭向左或右移动必然会给结晶器一个作用力迫使结晶器移动,移动量不大时,结晶器内的凝壳不会破裂,但铸造出来的铸锭则会因为油缸的左右移动而变形,呈现出小S形;当油缸移动量进一步增大时,最终会导致结晶器内铸锭凝壳破裂漏铜而发生爆炸事故。
LOMA全连续铸造机夹持系统铸造出的铸锭侧面弯曲程度会逐渐放大,一般情况是第一根铸锭侧表面有很小的弯曲,第二根铸锭侧表面有明显弯曲,第三根铸锭侧表面弯曲严重,弯曲最大可达50~70mm,基本上不能再继续铸造了。
通过分析,LOMA夹持辊装置导致铸锭弯曲主要有以下两个原因:(1)传动过于复杂。动力从电机到变速箱,再通过4根万向轴分别传动到8只辊轮,而8只辊轮均为主动轮,任何一个环节的误差均会导致向下拉拔的速度不均匀,从而导致铸锭侧向弯曲;(2)4只油缸浮动。理论上,油缸浮动可以适应铸锭侧表面微小的弯曲,但由于8只辊轮直径较大(直径达400mm),加上4只油缸压力均相同,实际上并不能补偿铸锭侧表面微小的弯曲,反而因同时存在8只辊轮会扩大弯曲的效果。
1.2 飞锯夹紧装置的中心与夹持系统的中心不一致
飞锯的夹紧装置也是通过4只油缸来夹紧铸锭。上、下各一对油缸,其中一侧的油缸伸出到一定的位置即被固定,另一侧油缸伸出直到夹紧铸锭后才停止。因此,飞锯安装时,固定侧油缸的位置要根据结晶器的中心来确定。当铸造长度达到设定值(8m)时,飞锯油缸开始夹紧铸锭进行锯切。
LOMA铸造机夹持辊和飞锯均是侧面夹持,理论上要求夹持辊的中心与飞锯4只夹紧油缸的中心需绝对同心,但实际上由于铸锭侧表面尺寸有微小变化(2~3mm的差别),且4只油缸的浮动,导致夹持辊中心与飞锯中心不同心。飞锯锯片距离夹持系统的高度约有4m, 距离结晶器的位置达7m以上。锯切第一根铸锭时,由于其侧面较平直,飞锯油缸的夹紧对铸锭的移动量较小,对铸造的影响不大。而第二次锯切时,由于铸锭表面有弯曲,使铸锭偏离了铸造中心,即偏离了结晶器的中心,反馈至结晶器处,铸造出的铸锭就会产生较大的弯曲, 而这个弯曲到夹持辊装置时由于夹持辊装置的扩大作用而使弯曲更大。飞锯油缸的夹紧再次加大中心的偏离而使铸锭的弯曲继续扩大。以此循环弯曲会越来越大,最终无法铸造。
由于存在上述设备缺陷,只能按每小班2根铸锭生产(每天6根),无法实现连续生产。一是产品质量不能保证,特别是氧含量的控制无法保证;二是每班要更换引锭杆和连接螺栓(均是紫铜制),浪费人力物力,增加生产成本(每个引锭杆和连接螺栓需960元);且引锭杆频繁更换,吊装存在重大安全隐患。
2 改造方案
针对上述分析,我们认为根本的解决方法是要保证结晶器和铸锭的中心线重合,避免铸锭中心线发生漂移现象。由于结晶器的位置是固定的,其中心线的位置也是固定的,要保证二者中心线重合,需解决影响铸锭中心线漂移的两个因素,一是夹持系统,二是飞锯夹紧装置。
现有夹持系统中,液压缸有压缩性且是浮动的,故不能保证铸锭中心线不变,需采用机械式的刚性夹紧。我们采用的方法是,一侧采用机械固定定位,其定位尺寸与结晶器的一侧重合;另一侧机械夹紧,保证铸锭中心与结晶器中心稳定重合(图2)。

图2Fig.2
解决飞锯夹紧造成铸锭中心偏移的方法,可由侧面夹持改成大面夹紧,该方法一是避免了铸锭的中心发生偏离;二是容易实现,无需对整个飞锯系统作大的改造(图3)。
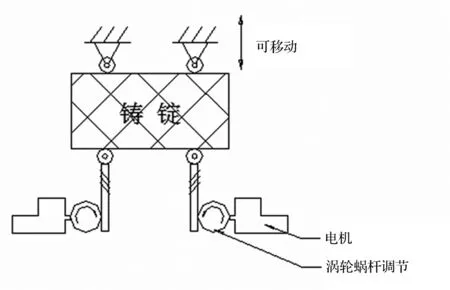
图3Fig.3
具体改造方案为,将原有液压缸夹紧机构改造为一侧固定,但可根据铸锭规格(640mm和850mm宽)结合结晶器中心来调整;另一侧采用电机蜗轮蜗杆减速箱进给机构推进夹紧铸锭。飞锯夹紧机构的夹紧位置调整至铸锭的大面,避免了飞锯夹紧造成铸锭中心的偏离。
改造前,铸造时夹持系统均需使用引锭杆和引锭螺栓放入结晶器内,使用框式水平仪找正引锭杆的垂直度。改造后,只需将铸锭(同规格的)吊入夹持系统升入结晶器内即可铸造。铸造停止后,铸锭可以不用取出,留在结晶器内作为下次铸造的引锭杆。
3 结束语
自2013年7月设备改造成功后至今,整个铸造机系统实现了连续生产,日产最高可达140t,设备运行正常,铸锭平直,不仅解决了公司铸锭需求,且外销国内几大铜加工厂,为公司创造了巨大效益。
Revamping of Clamping System and Flying Saw Clamping Mechanism of LOMA Continuous Vertical Billet Casting Line
Lü Jie
(Tongling Jinvi Copper Corp., Tongling 244000, China)
The paper presented a comprehensive analysis of the problems existing in the design of LOMA continuous vertical billet casting line; it put forward practical solutions for revamping the clamping system and flying saw clamping mechanism, thus enabling the casting line to implement continuous casting.
continuous vertical billet casting line; clamping system; flying saw clamping mechanism
2014-12-22
TG233
B
1671-6795(2015)03-0044-02
