接触冷却塔复合板焊缝裂纹原因分析
2019-04-27段占立张述旺
段占立,张述旺
(中海油石化工程有限公司,山东 青岛 266100)
化工设备可以说是石油石化生产中最为核心的要素所在,其安全性的要求必须放在首要位置,同时为确保全周期内运行的安全性要求,必须保障自身具备可靠制造质量。接触冷却塔是炼化装置延迟焦化的重要设备,塔体长时间处于210~425℃冷热交互疲劳作用下运行,塔体易受高温蠕变低周热疲劳、大幅度温差热应力等因素的影响。
接触冷却塔设计温度为塔顶210℃/塔底450℃;设计压力为0.55 MPa;操作介质为油气、蒸汽、渣油和水;规格直径4 m,筒体高30 m,由上下两个罐体组成,下罐外部附加热盘管;主体材料均采用复合板(Q245R+06Cr19Ni10),δ=16+3。塔体焊接基层焊接材料:E4315焊条,复层焊接材料:E308-16焊条。塔体部分焊接的坡口型式见图1所示;耐蚀层堆焊型式见图2所示。

图1 焊接的坡口型式示意

图2 耐蚀层堆焊型式示意
塔体在制造厂完成焊接工作后,出厂前按照设计文件及规范要求,对筒体、封头及其相连的焊接接头进行射线(RT)无损检测,III级合格;对复层焊缝进行了渗透(PT)无损检测,I级合格;未发现缺陷。目前设备已运行3年零8个月,停用6年零8个月;检修检测发现上罐内壁上封头拼缝、母材及其与筒体连接纵向、横向焊缝及两侧热影响区出现多处裂纹,其中最大长度约为200 mm;下罐内壁上封头拼缝、母材及其与筒体连接纵向、横向焊缝及两侧热影响区出现多处裂纹、孔洞,其中最大长度约为80 mm,孔洞直径约为3 mm;共计61处缺陷。
1 现场检测分析
1.1 母材(基层+复层)和焊材的化学成分
为了对现场焊缝裂纹产生的原因及机理进行分析,便于制定相应的补救措施,现场检测公司、项目组等对材料成分、裂纹形貌等进行了记录分析,结果见表1。

表1 母材(基层+复层)和焊材的化学成分(质量分数) %
注:表中的单一数值为其成分含量最大值。
1.2 焊缝、热影响区裂纹形貌
对塔体的上、下罐体封头、筒体、母材及热影响区的正常位置焊缝进行了无损检测,采用5~10倍放大镜,发现了横向、纵向不等长度裂纹、气孔缺陷,如图3~9所示。

图3 环缝上裂纹形貌(上罐)

图4 拼缝上裂纹形貌(上罐)
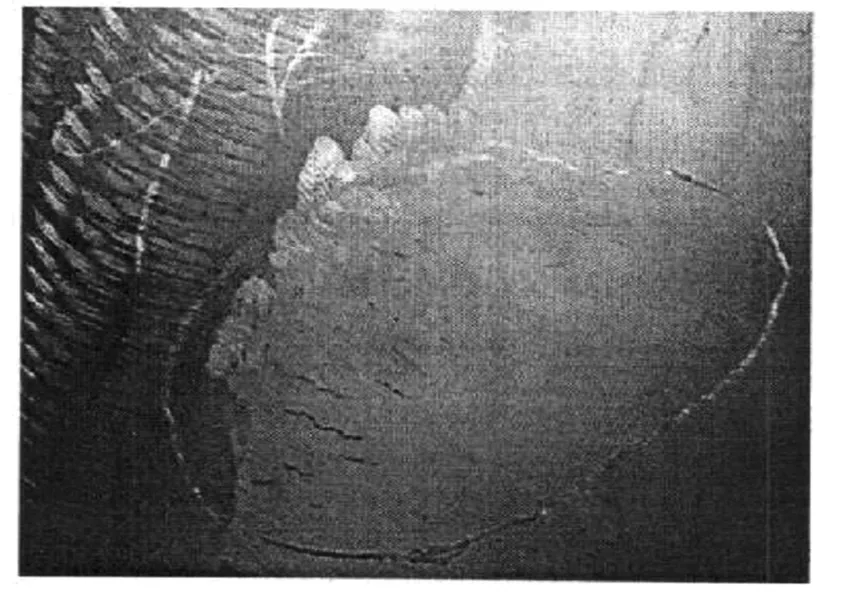
图5 封头母材上裂纹形貌(上罐)

图6 环缝上纵向裂纹形貌(下罐)
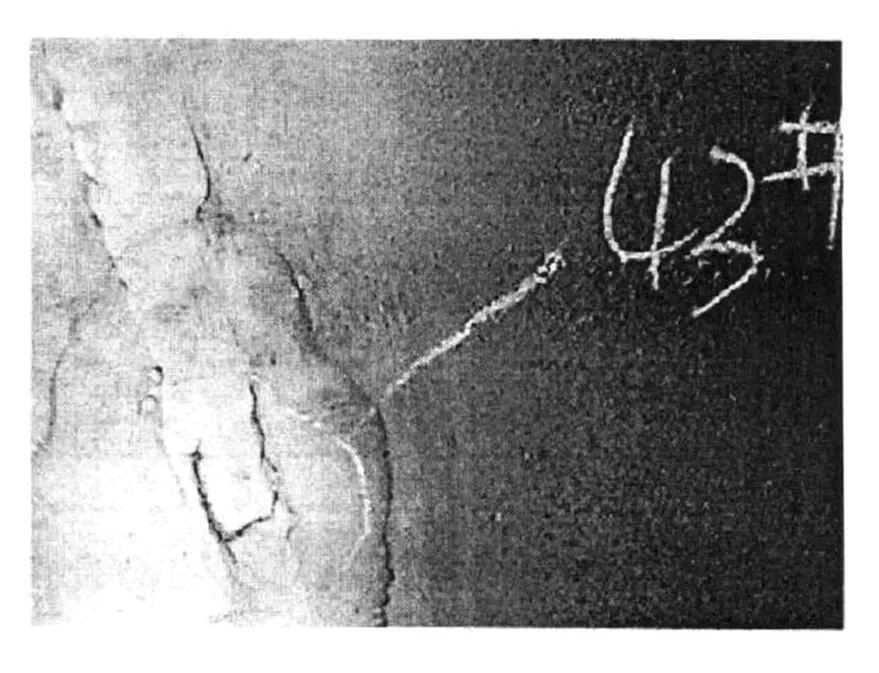
图7 拼缝上横向裂纹形貌(下罐)
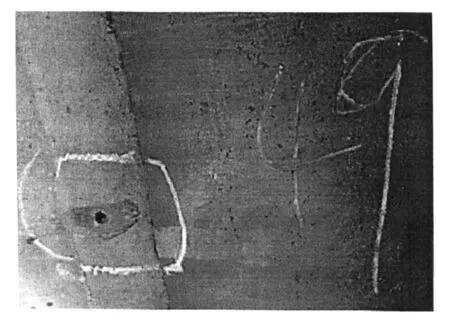
图8 筒节纵缝上孔洞(下罐)
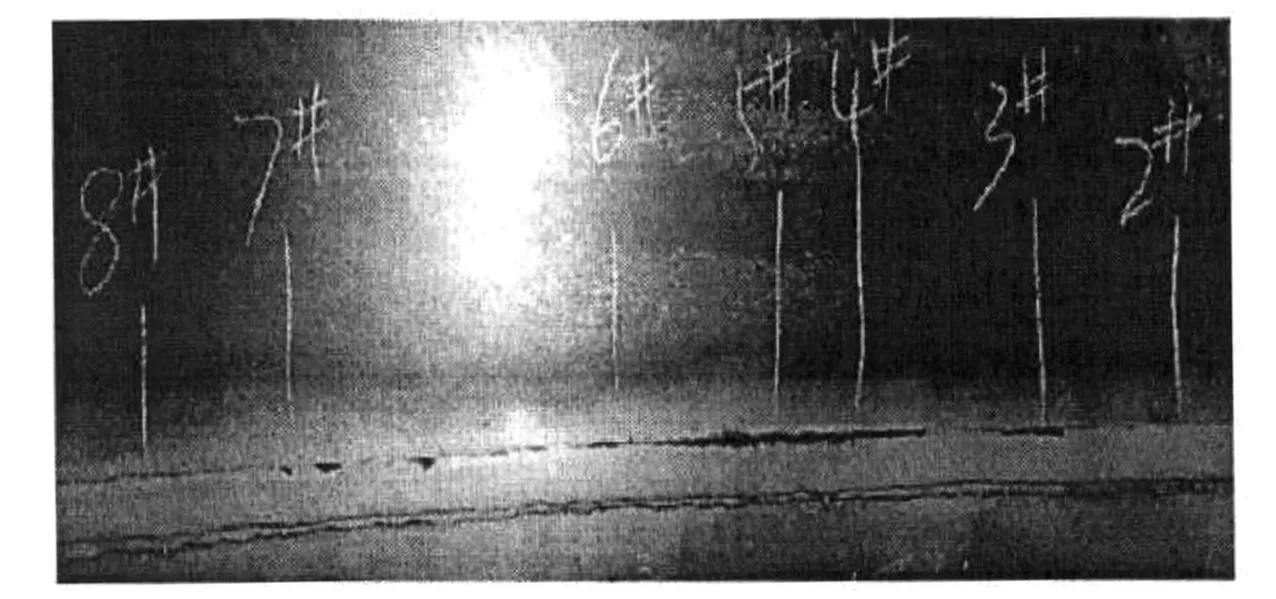
图9 环缝、热影响区上裂纹形貌(下罐)
2 缺陷原因分析
由于现场条件受限,对焊缝仅仅进行了无损检测,若深入对缺陷机理研究分析,易对设备产品试板取样,结合大倍数金相分析。从目前焊缝缺陷分析,裂纹主要分布在焊缝上、热影响区上及母材局部;现从设计选材、制造厂焊接组装等方面影响因素,同时参照相关规范标准[1]对其缺陷进行如下分析。
2.1 设计选材分析
对于高硫原油加工装置中的设备选材,应参考规范GB713、SH3096中要求,同时着重考虑装置系统中介质组分比例。接触冷却塔作为延迟焦化装置中重要设备,其选材应充分考虑经济合理、大型化及抗低频疲劳破坏等,优选复合钢板(如碳钢和06Cr13)。
查阅原设计文件和特检院首次安全评定报告显示,塔器选取碳钢和06Cr19Ni10复合钢板作为其主要材质。06Cr19Ni10是奥氏体不锈钢中用途最广泛的不锈钢,其室温下的强度较低,晶间腐蚀及应力腐蚀倾向较大。结合贫铬理论分析,奥氏体不锈钢发生晶间腐蚀主要是由于材质成分中晶界贫铬因素导致的;设备运行中操作温度(210~450℃)迅速升温、保温进而冷却过程中,且处于不锈钢敏化温度区;碳先以过饱和的形式固溶,再以碳化物的形式沉淀析出,造成材质晶界周围铬元素减少,引起贫铬现象;焊缝及热影响区碳化物沿着晶界向内扩展延伸,伴随着晶粒不断长大,导致材质本身延展性、韧塑性等机械性能降低,同时在长周期运行过程中低频疲劳不断作用下,致使焊缝及附近区横向、纵向裂纹形成。
2.2 制造焊接过程分析
塔器组装过程主要焊接过程,对于复合材料焊接,焊材的选择最好与母材成分、性能等相近。本设备主体材料采用复合板,基层焊接材料:E4315焊条,复层焊接材料:E308-16焊条,过渡层焊接材料:E309-16焊条。与基层碳钢材料相比,奥氏体不锈钢线膨胀系数[2](17.1~18)×10-6/℃较大,且导热系数较小。设备正常运行期间,升温、降温不断循环作用下,焊缝接头处易产生较大焊接应力,且高温时焊材E308-16易稀释形成其他晶格不锈钢,都是导致裂纹形成主要诱因。为提高设备的抗晶间腐蚀能力,通常奥氏体不锈钢焊材的含碳量都不应大于0.10%,且宜选取含有一定量Mo等合金元素,以便降低材料内碳固溶量,降低临界冷却速度,阻止碳化铬的形成,如E309MoL-16等。
3 结语
(1)对于延迟焦化装置中复合板设备,尤其长周期运行的主要设备,易选用含有Ti、Nb、Cr等合金元素或铁素体抗晶间腐蚀的钢材,接触冷却塔复层材质应选取06Cr13或06Cr19Ni10Ti等。
(2)制造焊接过程中,应综合考虑流程中介质组分、温度及焊接参数、焊材的选取,严格合理地控制焊接质量,有效防止焊接应力集中,规避敏化温度区间,减少碳化物的沉淀析出。
(3)通过上述对设备定期检验中发现裂纹原因分析,按照《检规》中压力容器安全状况等级评定原则[3],基于安全考虑,容器的安全等级(III级)应下调或更换新设备。
