CPR1000东方机型汽机润滑、顶轴及盘车系统油冲洗技术优化
2019-04-16崔翔东户啸朱应周
崔翔东,户啸,朱应周
(中广核工程有限公司,广东 深圳518124)
1 引言
我国改进型三环路压水堆(CPR1000)东方机型核厂汽轮机采用的是东汽引进法国阿尔斯通(ALSTOM)技术生产的半速机组,该机组采用1个高中压合缸,3个低压缸,共对应10个轴承。其汽机润滑、顶轴及盘车系统(GGR)承担着向汽轮发电机组的轴颈轴承、推力轴承和盘车装置提供润滑油,向轴颈轴承提供机组启动和停运时所需的顶轴油,向发电机密封油系统提供密封油的功能,对润滑油质量要求较高,因此制定一套行之有效的GGR系统油冲洗规范和清洁度验收准则并坚持执行尤为重要。
本文参考的核电厂采用的GGR系统油冲洗技术方案,具有工期短、效率高的优势,有效地保证油冲洗质量,但在机组联调启动阶段也发生过类似顶轴油泵出口压力波动、润滑油母管油压波动等异常事件,经事件原因分析可能与润滑油中含有颗粒污染物有关,间接说明了该核电厂GGR系统油冲洗质量控制不完善的问题,因此,针对技术方案开展优化研究并制定改进措施有现实意义。
2 GGR系统油冲洗现行方案
该核电厂GGR系统采用已成熟应用于CPR1000机组的油冲洗技术方案,其中润滑油系统采用大流量装置进行油冲洗,顶轴油系统通过临时油箱取油进行油冲洗,设备电源采用临时施工电源。
2.1 顶轴油冲洗
根据汽轮发电机组安装逻辑,为配合汽轮机本体扣缸等安装需求,顶轴油系统需提前投用。为此,顶轴油冲洗与润滑油冲洗独立开来,并在其之前进行。
为了保证顶轴油泵冲洗和投运期间设备内部清洁度,在汽轮机厂房16 m平台安装1个临时油箱作为顶轴油泵的吸油口,油箱容积约10m3。通过具备过滤和除水功能的临时滤油机从主油箱取油往临时油箱上油,顶轴油泵通过临时管道从临时油箱吸油,然后进行顶轴油系统管路冲洗循环,通过套装回油管回到GGR系统主油箱。顶轴油系统冲洗油循环如图1所示。
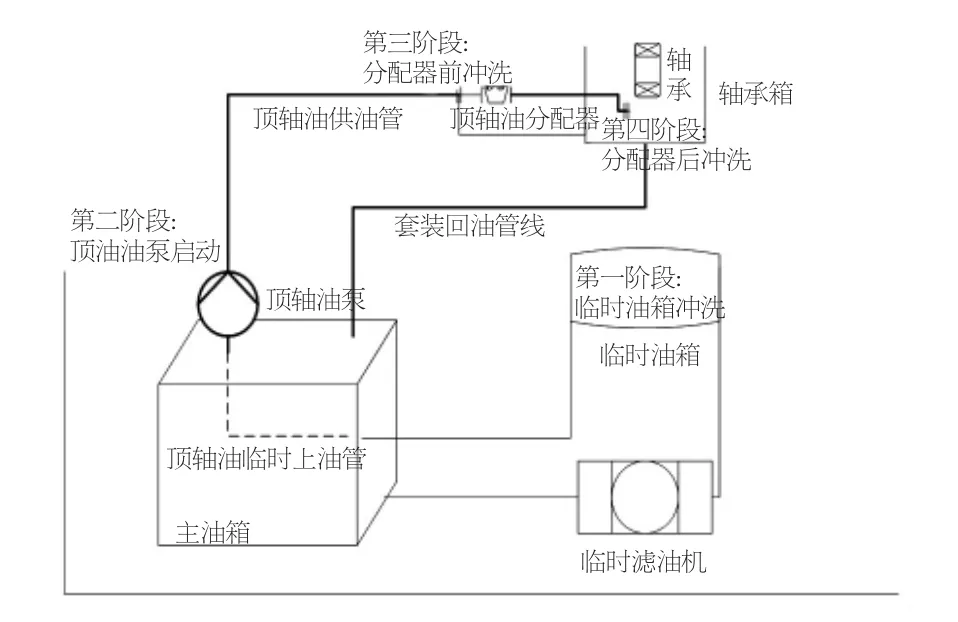
图1 顶轴油系统冲洗油循环
顶轴油冲洗步骤:①临时油箱冲洗;②顶轴油泵启动;③顶轴油分配器前管路冲洗;④顶轴油分配器后管路冲洗;⑤正式系统恢复。
2.2 润滑油冲洗
润滑油系统采用大流量冲洗装置进行油冲洗。润滑油冲洗采用的大流量冲洗装置为核电专用(冲洗流量0~1000 m3/h,滤网精度5~10 μm,具备电加热和反冲洗功能,且泵组和过滤装置采用分体式布置设计)。大流量泵及就地起停按钮安装在润滑油室,大流量控制柜、加热器组件和过滤装置安装在油室上方的16 m汽轮机平台。通过大流量装置从GGR系统主油箱底部吸油,出油口与润滑油母管相连,同时出口增加一路直接排GGR系统主油箱的旁路,通过设置不同的管路状态,建立不同阶段的润滑油冲洗循环,实现对供回油管道和各轴瓦的分段冲洗。润滑油系统冲洗油循环如图2所示。
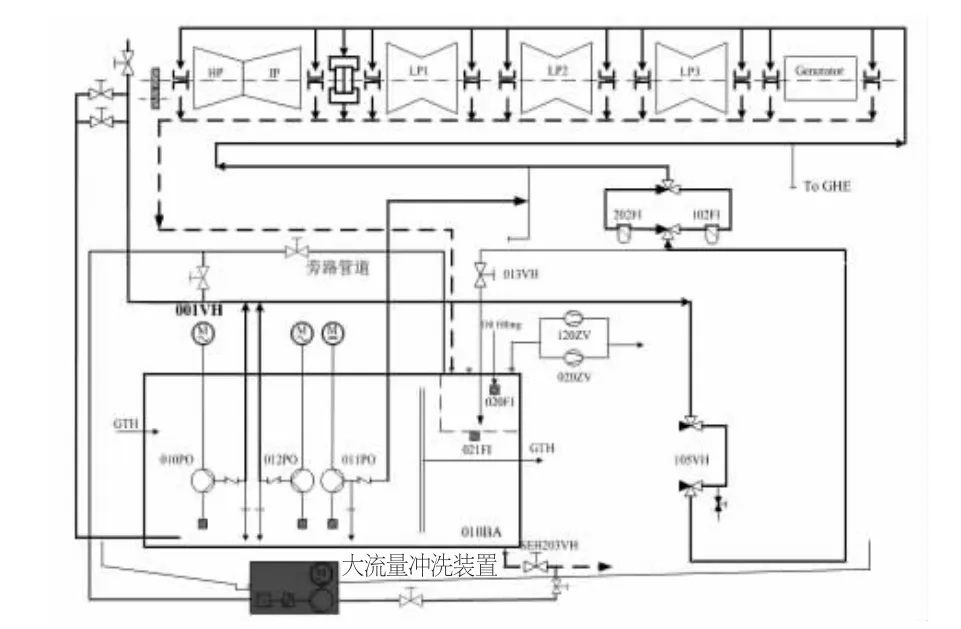
图2 润滑油系统冲洗油循环
润滑油冲洗步骤:①主油泵回路冲洗;②发电机密封油系统预冲洗;③供回油母管及调压阀回油管线冲洗;④供油母管至各轴承支管冲洗;⑤交直流油泵出口油管冲洗;⑥开瓦冲洗;⑦正式系统恢复及冷油器冲洗。
至此,GGR系统油冲洗工作结束,系统满足初步调试启动条件。
该核电厂GGR系统油冲洗采用的是结合了CPR1000核电机组系统设计和布置特点的技术方案,引进了大流量油冲洗装置,具有高效率、高质量和短工期等优势,经过多项目现场的应用实践,技术方案已趋近成熟,但现行技术方案存在设计要求不可靠、冲洗方法不完善、冲洗范围不全面和验收标准单一等薄弱环节,不利于油冲洗质量控制,有必要进行优化研究。
3 技术方案优化研究
聚焦油冲洗执行全周期的质量控制关键点开展深入分析,并针对技术方案中存在的薄弱环节进行优化改进。
3.1 设计要求
该核电厂GGR系统除油箱充排油管线和回油套管选材是碳钢外,其余供油管道均采用不锈钢材料。调试期间对充排油管线进行过检查,发现锈蚀现象明显,且充油管线终端滤网尺寸只有250 μm,无法有效过滤铁锈,充油时会将颗粒污染物带入主油箱。因为顶轴油泵是柱塞泵,对颗粒污染物异常敏感,曾经就发生过在顶油泵连续运行期间进行充油工作,顶轴油泵出口油压异常波动的事件。
为了确保润滑油系统的可靠性,在设计润滑油系统部件时,应合理考虑应用环境,像油箱充排油管线大部分位于廊道,处于湿冷环境且使用频率较低,应关注设备材料的腐蚀性和制造的工艺性,以便于清洗和满足防腐要求,而不能一味追求低成本。碳钢成本较低,但碳钢的金属晶粒粗、表面也粗糙,耐腐蚀性明显弱于不锈钢[1]。如果从润滑油颗粒度控制要求和保护设备的角度考虑,需要提出将油箱充排油管线选材修改为不锈钢材料的设计要求,以确保管道有合格的清洁度和防腐锈的要求。
3.2 冲洗方法
根据流体力学原理,介质在管道中的雷诺数可以表述为:

式中:Re是雷诺数,ρ是流体密度,v是流体流速,d是管道直径,μ是流体粘度。
对于GGR系统来说,管道直径一定,流体流量和温度越高,雷诺数越大,冲洗效率越好。
3.2.1 冲洗流量
该核电厂GGR系统油冲洗采用大流量油冲洗装置后,流量足够大,一般能使冲洗管系内流速达到3 m/s以上(流速为油系统正常运行时的3~4倍),且雷诺数至少能达到4000以上,管道内流体处于较好的紊流状态,能很好地满足冲洗要求。
3.2.2 冲洗油温
为提高冲洗效果,一般会将冲洗油温控制在允许范围内,并尽可能提高以减小润滑油粘度。在加热阶段,润滑油变得高温、低粘度和高速率,在这样的高速油作用下,管道内部表面被抛光,有助于提升冲洗效果,但高速油对携带重粒子效果不佳,而低油温的高粘度油却可以满足这一要求,同时通过重复加热和冷却使管道扩大或收缩,可有效除去黏在管道上的污染物。因此,对冲洗油温的控制以冷热交替变化的方式为最佳。油温加热到现场实际可能的最高温度,冷却油温最低到实际可能的最低温度,并辅以管道尤其是焊接部分的外部敲击振动,使杂质更易于脱落。
3.3 冲洗范围
该核电厂GGR系统油冲洗包括主油箱、润滑油和顶轴油供/回油管道、冷油器、过滤器和泵组及相关管道等,通过分阶段分步冲洗基本覆盖了全部范围。但作为储油单元的润滑油传输系统却不在GGR系统油冲洗技术方案范围内。虽然会单独进行系统油冲洗,但执行欠规范且验收标准低,也增加了后续润滑油传输期间颗粒污染物的引入风险。
对比先进的非能动型压水堆核电技术(AP1000)汽轮机组就会发现,其对油净化设施、贮油设施等此类附属系统都予以足够的重视,在油冲洗技术方案中明确规定应在第0阶段进行室外储油箱、室内主油箱、供油泵、输油泵及其管道的冲洗,并且制定了严格的验收标准[2]。
另外,该核电厂GGR系统油冲洗执行期间在冲洗完成后恢复正式设备和管线时缺少对压力调节阀及平衡管线的冲洗和清洁度检查,若留有颗粒污染物易造成润滑油压力调节阀主部件拉毛,动作过程卡涩或迟缓,从而导致油压响应缓慢或稳压阀卡开失效等异常情况。该核电厂3号机组联调启动期间发生的润滑油母管压力频繁波动事件正好验证了这一点。
3.4 验收标准
根据现行能源行业标准,油清洗验收标准是系统油冲洗过程中应不定期对油质进行分析,清洗后应采用滤网检验,清洁度的接受准则主要遵循了制造厂的要求,当制造厂无要求时,管道油清洁后应采用滤网检验。油清洗合格标准如表1所示[3]。
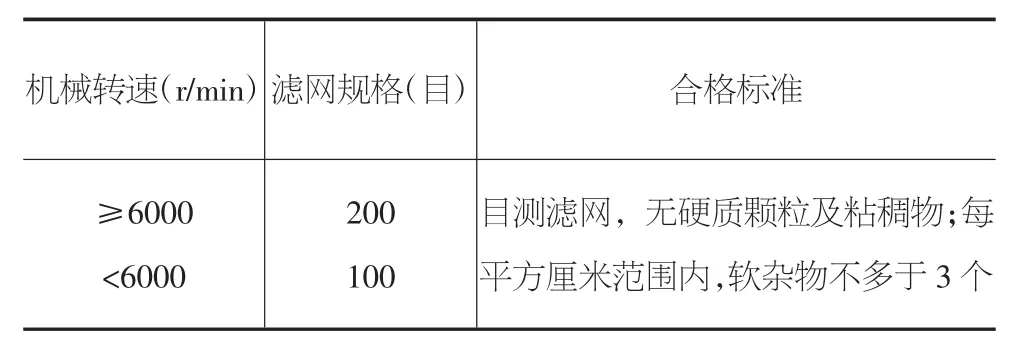
表1 油清洗合格标准
当然,不同制造厂会给出各自的油清洗合格标准,验收方式和标准也各不相同,具体如表2所示。
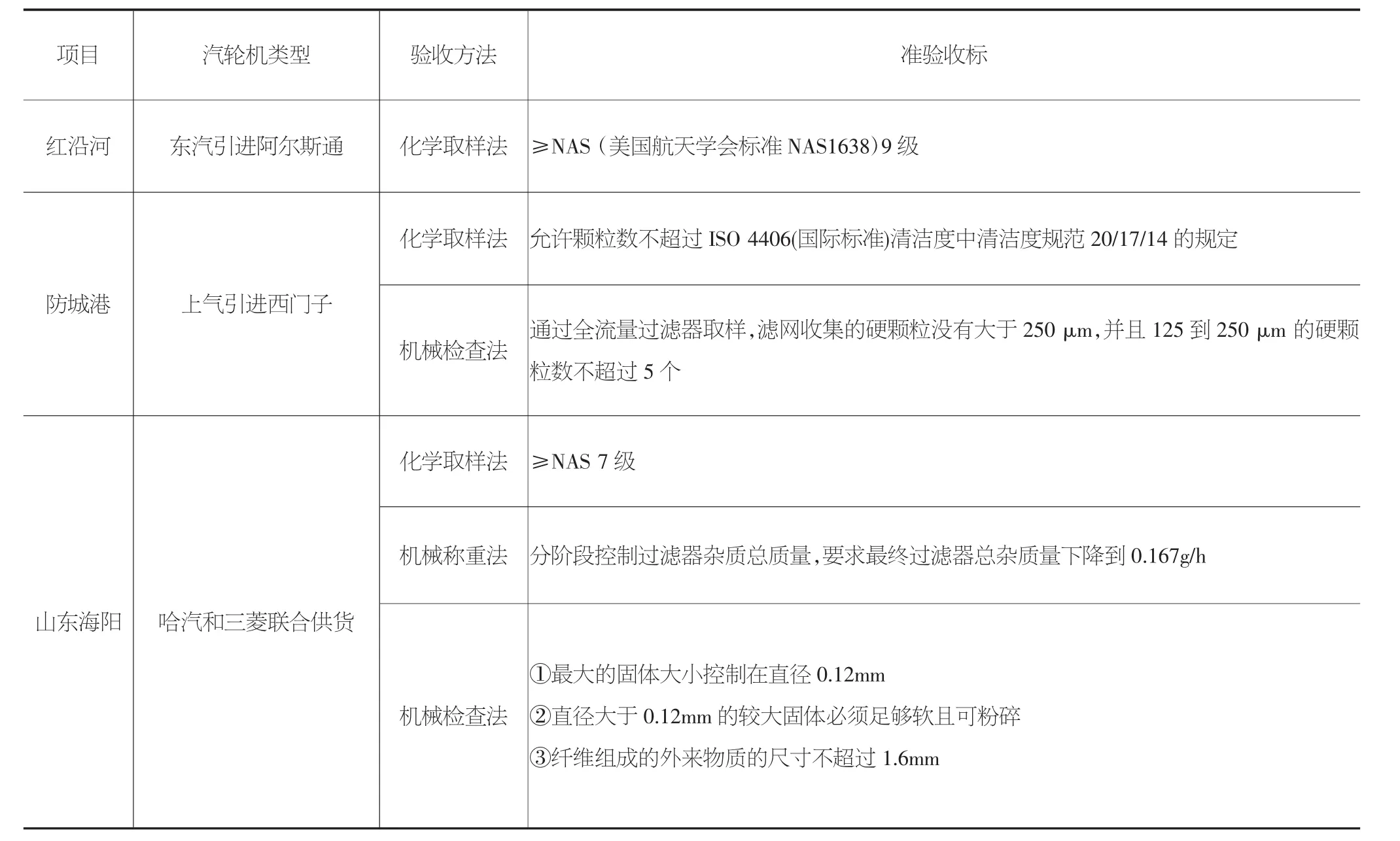
表2 不同制造厂给出的油清洗合格标准
该核电厂GGR系统油冲洗技术方案采用的是东汽制造厂提供的取样化验油质的方式来判断每阶段油冲洗是否合格,其中验收标准是油质清洁度达到NAS 9级。可见,相对上汽和哈汽机型,该标准基本上是技术上符合制造厂要求下的最低验收标准。虽然有操作简单和节省工期的优势,但仅通过化学取样法来作为验收标准,而不同时采用机械检查法,从安全角度考虑,存在残留颗粒污染物的可能。
4 技术方案优化措施
4.1 管道材质优化
考虑到润滑油颗粒度控制要求,将GGR系统油箱充排油管线选材修改为不锈钢材料,从设计源头满足管道清洁度和防腐锈的要求。
4.2 冲洗方法优化
采用冷热交替的方式来控制冲洗油温。油温以润滑油允许加热最高温度为上限,建议不超过65℃,最低以装置允许起泵最低温度为下限,建议不低于20℃。油温循环可参考以8h为一个循环周期,开始2h为冷态冲洗阶段,中间4h启动加热器进行热态冲洗,后2h停运加热器进行自然降温冲洗阶段,同时在冲洗过程中辅以管道尤其是焊接部分的外部敲击振动,以增强冲洗效果。
4.3 冲洗范围优化
4.3.1 增加第0阶段冲洗:润滑油传输系统(SKH)冲洗
①净/污油箱及其管道冲洗
这阶段冲洗的目的是冲洗油箱(净油箱、污油箱)以及净油机之间的主要管道,冲洗动力来源于油净化装置。建立污油箱→油净化装置→净油箱→污油箱的管路冲洗循环,通过检查油净化装置保护过滤器清洁度和化验油质判断冲洗是否合格。
②供/排油管道冲洗
这阶段冲洗的目的是冲洗SKH系统与GGR系统之间的供/排油管道,冲洗动力来源于供油泵和输油泵。建立净油箱→供油泵→主油箱→输油泵→污油箱→油净化装置→净油箱的管路冲洗循环,通过检查供油滤网和化验油质判断冲洗是否合格。
4.3.2 增加压力调节阀及平衡管线清洁度的检查
压力调节阀和平衡管线在回装前,要检查清洁度是否符合要求,必要时进行一定的擦拭和吹扫。在首次投入压力调节阀前,先将调节阀调整到全开位置,使母管流量以最大旁路流量通过调节阀,对调节阀及其平衡管线进行冲洗后再对母管压力按设计值整定,建议重复2~3次。
4.4 验收标准优化
采用化学取样法和机械检查法作为油清洁合格验收标准。
①化学取样法:每阶段油冲洗均需取样化验,油质清洁度标准需达到NAS 7级。油质清洁度标准(每100mL溶液)。
②机械检查法:每阶段油冲洗监测和收集主油箱回油滤网颗粒污染物,确认呈逐渐降低趋势。同时,每阶段化学取样合格后对主油箱回油滤网进行目视检查,确认无硬质颗粒及粘稠物且每平方厘米范围内,软杂物不多于3个,满足上述要求后再连续冲洗60min以上则合格。
5 结语
综上所述,该核电厂CPR1000东方机型GGR系统采用的油冲洗技术方案整体上已较为成熟和完善,但通过本文研究,发现仍存在优化空间,后续同类型机组在编制GGR系统油冲洗技术方案时可特别关注和参考借鉴。
①设计要求:将主油箱充排油管线选材修改为不锈钢材料。
②冲洗方法:利用变油温方式及振打手段提升冲洗效率。
③冲洗范围:将润滑油传输系统的冲洗工作增加到GGR系统油冲洗技术方案中,以实现整体控制验收,同时增加压力调节阀和平衡管回装后的清洁度检查环节。
④验收标准:提高化学取样法的油质清洁度等级,同时增加机械检查法验收标准。
