304不锈钢表面黑色线状缺陷分析
2019-04-07黄磊
黄磊
摘 要:采用扫描电镜及能谱等分析方法对304热轧酸洗钢卷表面黑色线状缺陷进行了分析确认了缺陷主要是碳化物的金属合金。经过生产试验结果表明钢卷表面黑色线状缺陷是连铸过程中液面波动造成铸坯表皮下卷入富碳杂质经加热、轧制演变的结果。通过对连铸结晶器液面波动和保护渣的物化特性控制将缺陷改善。希望通过本文论述,为推进不锈钢制作质量贡献一份力量,推动我国制造产业的可持续发展。
关键词:黑色线状缺陷 富碳层 液面波动 表面张力
中图分类号:TG335.12 文献标识码:A 文章编号:1674-098X(2019)11(b)-0071-02
奥氏体不锈钢是不锈钢中最重要的钢种之一,其中以304不锈钢为代表应用最为广泛,304不锈钢具有优秀的耐蚀性、耐热性、低温强度和力学性能,被广泛应用与电梯装饰、厨房器具、医疗器械、化学工业及建筑装饰等行业,这些行业对产品的外观要求较为苛刻,但是钢铁企业在生产304不锈钢的过程中经常遇到表面色差、夹杂等缺陷,影响产品的成材率和表面质量,在日益竞争激烈的市场环境下,严重影响企业竞争力。因此,从源头上控制产品的缺陷,是304不锈钢生产过程中急需解决的问题。
1 现状
某不锈钢厂304不锈钢采用高炉铁水→AOD→LF→CC冶炼工艺,高炉铁水直接兑入AOD中进行脱碳、脱硫、合金化,在LF中进行温度调整和软吹镇静等精炼操作,达到要求的钢水经钢包吊运至连铸平台进行浇铸。连铸坯热送热装进行轧制,热轧卷经过固溶、酸洗处理后成为冷轧原料。304不锈钢的主要成分见表1。
热轧不锈钢卷经固溶、酸洗后,经常在板带表面出现黑色线条状的缺陷,缺陷宽度20~100mm,长度200~1000mm,主要分布在距离两个侧面宽度不等的范围内。此类缺陷在钢卷的上下表面均有发生,呈无规律的分布,缺陷深度较浅,经轻度打磨即可消除。其形貌特征如图1所示。
2 成因分析
2.1 黑色線条状缺陷电镜能谱分析
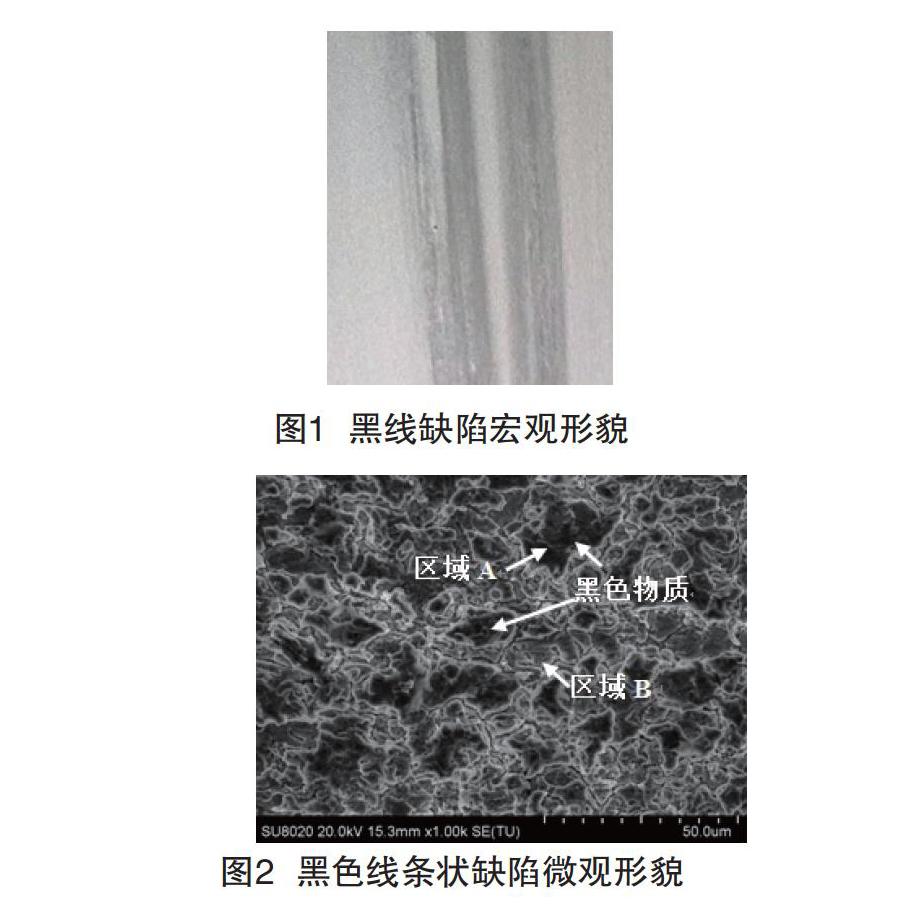
使用线切割方式切取304钢卷表面黑色线条状缺陷较严重的部位作为分析试样,对试样使用扫描电镜进行形貌和能谱分析,缺陷部位表面微观形貌如图2所示,在白色钢基体上分布则黑色物质,经能谱分析发现缺陷部位(区域A)存在含有碳化物的金属合金,其与正常基体(区域B)的化学成分如表2所示。缺陷区域较正常区域有更高的碳含量。
2.2 试验验证
根据缺陷形貌和缺陷程度,判断该缺陷可能是由铸坯带来,在铸坯中夹杂的异物,经热轧延伸变长后暴露在钢卷的表面,在酸洗过程中未能完全去除,造成表面质量的异常。通过组织试验计划,按照相同工艺进行连浇生产,对同一浇次随机选取30块板坯进行全磨处理,板坯上下表面按照5mm的深度进行研磨、其余板坯按正常流程进行表面检查,经热轧、酸洗后检查对比,全磨板坯轧制的钢卷表面均未发现有黑色线条状缺陷发生,未修磨板坯有36%产生黑色线条状缺陷。
2.3 黑色线条状缺陷与保护渣的关联性
不锈钢连铸均采用保护浇铸的方式生产,连铸结晶器保护渣的主要功能包括:使结晶器壁与铸坯壳之间保持润滑;控制结晶器与铸坯之间的热交换;保持结晶器顶部处于绝热状态;防止钢水二次氧化;吸收钢水中上浮到液面的夹杂物。实践表明保护渣对不锈钢板坯表面质量有直接的影响和明显的作用[1],由于不锈钢的合金元素的作用,使得不锈钢铸坯的凝固特性和高温性能与普碳钢存在较大的差异,在连铸过程中铸坯表面容易出现凹陷、深振痕等缺陷,严重影响后续产品质量,保护渣的物化性能选择则需要充分考虑钢种的特性,既要保证连铸坯的表面质量也要避免产生卷渣的问题,需要严格控制保护渣的碱度、熔化温度、粘度等性能。
多数情况下结晶器中钢水表面的保护渣的熔融结构为3层[2]:液渣层、烧结层和粉渣层,液渣层一般厚度6~15mm,在结晶器液渣层和烧结层之间有一层0.3~3mm的富集碳层,其含碳量甚至高于粉渣1.5~5倍[3],在浇铸过程中,结晶器液面发生波动时,钢液就容易与富碳层接触,造成富碳层杂质卷入,钢水浇铸成板坯,经轧制酸洗后,该富碳杂质暴露在基体表面,形成黑线缺陷。
3 缺陷控制
3.1 提高结晶器液面稳定性
结晶器液面的剧烈波动可造成卷渣、气孔等缺陷,影响铸坯质量[4]。拉速不稳、塞棒失控及操作不当等容易造成结晶器液面波动大,同时要保证合适的浸入式水口,插入深度和出口倾角,插入深度过深时容易造成坯壳生长不均匀,容易产生纵裂甚至漏钢;过浅容易引起液面波动加剧;出口倾角太小,容易引起液面紊流;出口倾角太大,角部冲刷严重,在实际生产过程中通过调整浸入式水口角度、水口插入深度、稳定拉坯速度,保证液面波动在±3mm以内,避免出现保护渣卷入现象。
3.2 适当提高保护渣体系表面张力
结晶器保护渣表面张力是保护渣的重要特性之一,直接影响钢渣分离和液渣吸附夹杂物的能力,当熔渣表面张力越大,钢渣粘附功越小,则熔渣不容易卷入钢水中,因而提高保护渣熔渣的表面张力可以减少卷渣[5]。根据熔渣离子溶液模型的理论,保护渣是由氧化物组成的离子结构熔体,因此保护渣的表面张力与各熔体的表面张力有关[6],保护渣中CaF2、SiO2、Na2O、K2O、FeO等组元为表面活性物质,可降低熔渣的表面张力;而随着CaO、Al2O3、MgO含量的增加,熔渣的表面张力增大。通过调整保护渣的组分,提高保护渣体系的表面张力,降低钢渣卷混现象产生的可能性,降低钢液与富碳层接触的几率。表3为调整前后的保护渣成分。
4 实施效果
通过以上措施在连铸过程中的实行,黑色线条状缺陷改善效果显著,缺陷发生率逐步降低,由最高41.36%降至0.29%。
5 结语
(1)304不锈钢表面黑色线条状缺陷主要是含有碳化物的金属合金。
(2)黑色线条状缺陷是由于保护渣富碳层卷入钢液,经轧制延伸后形成,通过控制结晶器液面波动,调整保护渣表面张力,可以有效地降低黑线缺陷的发生率。
参考文献
[1] 王文学.不锈钢连铸坯表面缺陷与保护渣性能的选择[J].连铸,2006(6):28.
[2] 卢盛意.连铸保护渣的选用[J].连铸,1998(2):43.
[3] 董福胜.超低碳钢增碳过程中连铸结晶器保护渣的作用[J].商品与质量·学术观察,2013(1):108.
[4] 任磊.基于PIV技术的板坯连铸结晶器内钢水流动行为研究[J].工程科学学报,2016,38(10):1393-1403.
[5] 刘振.表面张力对保护渣设计及选用的影响[J].山东冶金,2005,27(1):38-39.
[6] 毛裕文.冶金熔体[M].北京:冶金工业出版社,1994.
