临床弃用ProTaper机用镍钛锉损伤情况分析
2019-03-27徐彦彬李春年陈瑞雪黄香河梁向阳
徐彦彬 李春年 陈瑞雪 黄香河 郭 静 梁向阳
ProTaper机用镍钛锉是一种变锥的根管预备器械,在根管预备中能较好地保持根管的原始形态,适用于弯曲根管的成形[1]。但镍钛锉在使用过程中会发生磨耗损伤,出现器械分离现象,临床常限定器械的使用次数,由于不同的根管形态和预备方法,镍钛器械的使用次数尚无统一标准。有国外学者认为镍钛锉只有一次性使用,才能达到真正安全,但由于镍钛锉成本较高,目前国内很难达到这一标准。本研究通过对临床弃用ProTaper机用根管锉大样本的观测,分析器械损伤的类型及产生原因,为临床安全使用镍钛锉及弃用镍钛锉提供参考和制定标准。
资料和方法
1.设备:ProTaper机用镍钛锉(Dentsly Maillefer公司,瑞士);机用马达(NSK 公司,日本);体视显微镜(SZX16,日本);游标卡尺(E.H.G.Lucas 公司,德国)。
2.弃用ProTaper机用镍钛锉的收集:收集2017年8月~2018年1月我院口腔内科弃用的ProTaper机用镍钛锉1095 支。纳入标准:①肉眼观察镍钛锉,整套锉中任一支锉出现变形,包括解螺旋、螺旋紧致、反螺旋、弯曲,整套锉即弃用。②医生预备根管时感觉切削效率下降,整套锉即弃用。③任一支锉发生器械分离,整套锉即弃用。
ProTaper机用镍钛锉包括前牙锉和后牙锉两类,其中前牙锉刃长25mm,后牙锉刃长21mm,其中SX 锉两者通用,刃长19mm。本研究收集实验组前牙锉285 支,后牙锉810 支。取全新的ProTaper机用镍钛锉前牙锉和后牙锉各一套作为对照组。
3.弃用ProTaper机用镍钛锉的观察:将弃用镍钛锉放于含酶清洗液中超声震荡10 分钟,流动水冲洗,干燥、包装、灭菌,置于SZX2-ILLB 型变倍体视显微镜下观察,放大倍数从20~80 倍进行连续观察,将实验组锉与同型号对照组锉进行对比,逐一观察镍钛锉各个刃面及尖端的损伤情况,记录其形态变化特征,包括螺纹间距是否正常,有无异常反光点,切割刃是否完整连续有无缺损,有无器械分离及分离器械的断端形态。
4.器械分离位置的测量:用游标卡尺测量断锉的长度,根据其原始长度计算出断点到锉尖的距离,测量精度为0.01mm。
5.统计学分析:采用SPSS20.00 软件对数据进行统计分析,前牙锉与后牙锉组间比较采用χ2检验,断点位置比较采用t检验,P<0.05 为差异具有显著性。
结 果
1.体视显微镜下观察记录器械损伤类型:①未见器械变形;②塑性形变,包括螺旋松解或旋紧、反螺旋、变形弯曲(图1~2);③切割刃磨损,包括切割刃凹形缺损、刃口圆钝,出现异常反光点(图3~4);④器械分离,伴或不伴螺旋松解或旋紧(图5~6)。体视显微镜在20 倍下可清晰地观察到器械变形,但切割刃磨损需放大至40 倍以上才能观察到。
2.镍钛锉的形态变化类型及分布情况:1095 支临床弃用ProTaper机用镍钛锉,在体视显微镜下显示的形态变化,前牙组的观察情况见表1,后牙组的观察情况见表2。

图1 Sx尖端弯曲变形( ×20)

图2 S1反螺旋变形( ×20)

图3 F2切割刃磨损变平( ×50)

图4 F1切割刃凹形缺损( ×50)

图5 F1器械分离( ×32)

图6 Sx器械分离伴螺旋旋紧( ×32)
3.发生分离的镍钛锉断点位置分布及断端形态:发生分离的110支镍钛锉的断点位置见表3,断裂点距锉尖1~4mm,多数集中在锉尖2~3mm 范围内。通过体视显微镜观察镍钛锉断端形态,结果见表4。

表1 285支临床弃用ProTaper机用前牙镍钛锉损伤情况的体视显微镜观察(n,%)

表2 810支临床弃用ProTaper机用后牙镍钛锉损伤情况的体视显微镜观察(n,%)
表3 110支发生分离ProTaper机用镍钛锉的断点位置(mm,±s)

表3 110支发生分离ProTaper机用镍钛锉的断点位置(mm,±s)
锉型前牙组后牙组SX 1.85±0.49 2.46±1.34 S1 2.10±1.04 2.14±1.01 S2 2.16±0.54 2.48±1.25 F1 2.04±0.45 2.03±0.96 F2-1.41±0.33 F3-
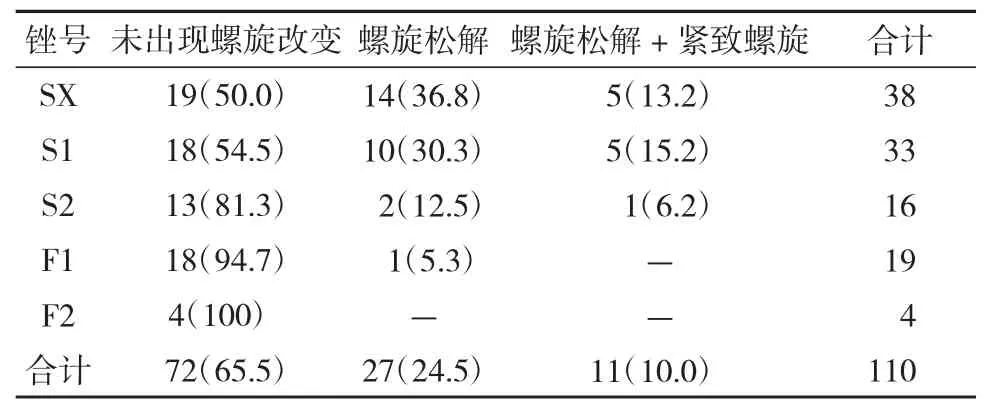
表4 110支发生分离ProTaper机用镍钛锉的断端形态(n,%)
讨 论
ProTaper机用镍钛锉共6 根器械,包括三根成形锉(SX,S1,S2)和三根修形锉(F1,F2,F3)。型号有刃长25mm 的前牙锉和刃长21mm 的后牙锉,其中SX 锉前后牙通用,刃长19mm。ProTaper机用镍钛锉具有可变的多锥度刃部,可提高器械的弹性,适于弯曲根管的预备;凸三角形横截面设计,能提供更大的切削力;有部分切削功能的引导尖,可避免过分切削引起根管侧穿[2],临床使用时操作简便。
有研究表明影响镍钛器械的损伤和分离因素包括根管弯曲度和弯曲半径及根管的粗细[3]。由于前牙锉大多在单根管或两个根管预备中使用,相较于后牙根管弯曲度较小,根管较粗,对镍钛器械的损伤程度较低。两组器械的分离率比较无明显差异,说明镍钛器械分离与器械的磨损程度不完全相关,可在无征兆的情况下发生分离。
本研究中前后牙镍钛锉不同程度地出现切割刃磨损,在修形锉中切割刃磨损发生率明显高于塑性形变,这是由于成形锉主要用于疏通根管,易束缚在根管尖端部位,承受较大的扭力[6],使器械发生变形,修形锉主要用于扩大根管,尖端承受扭力较小,与根管内壁接触面积较大,切割刃磨损较多。同时修形锉尖端直径较成形锉大,能承受的扭力也较大。
镍钛锉发生塑性形变也占有较高的比例,塑性形变是器械发生分离的先兆,由于镍钛锉尖端在根管内遇阻力发生嵌顿,而马达继续旋转,上方的剪切应力超出器械的弹性范围,局部先发生螺旋松解,如嵌顿不能解除,剪切应力继续加大,加速器械的塑性形变,在尚未达到金属弹性极限时,可形成逆时针的紧致螺旋[4],因此紧致螺旋均伴有螺旋松解。塑性形变的发生率前后牙组均为S1 锉最高,这是由于预备根管时采用冠根向深入法,S1 先进入根管,遇阻力退出,使用SX 扩开根管上段后,再使用S1 到达工作长度[5],S1 锉是最先达到工作长度的锉,易遇到阻力发生嵌顿,同时使用频率比其他锉高,而尖端直径较小,出现损伤的频次较高。
本次研究器械分离的断裂点大多位于锉尖2~3mm 的位置,前牙SX 锉断裂点距锉尖的距离略小于同型号后牙锉,其余型号锉的断点位置无统计学差异。与闫文娟[7]报道的分离位置距锉尖平均距离为3mm 的研究结果一致。小号锉的分离率大于大号锉,可能是因为SX 为根管口扩大锉,使用时根管冠方阻力较大;S1 最先到达根尖处,使用时产生的切削力较大,承受的阻力也较大。本研究发生分离的镍钛锉中,65.5%为弯曲疲劳折断,34.5%为扭转折断,与相关研究结果相似[8]。大号锉弯曲疲劳折断的比例明显高于小号锉,这是由于器械承受的应力与其横截面的直径成正比,大号锉与根管壁的接触面积较大,所受应力也较小号锉大,在预备弯曲根管时,更容易发生疲劳折断[9]。F2 锉分离率较低,是由于经过F1 锉的疏通,根管已初步成型,F2 锉在使用时遇到的阻力较小。F3 锉未出现分离可能与其使用频率较低有关。
本次研究收集的弃用镍钛锉有18.1%使用次数为14~20 次,62.9%使用次数为20~25 次,18.7%使用次数为26~30 次。有学者报道,机用SX 镍钛锉在使用15 次时电镜下即可看到明显损伤,20 次时切割刃的微裂纹明显加深,有器械分离的危险[7]。因此建议临床降低镍钛锉的使用次数。每次使用镍钛锉后应重点观察SX、S1 的锉尖位置,发现扭转折断的先兆即应弃用。在预备弯曲根管后,建议用40倍及以上的体视显微镜观察切割刃,及时发现损伤并弃用,以减少器械分离的发生。