发泡剂母粒对微发泡PP材料泡孔结构与力学性能的影响
2019-03-23张涵
张 涵
(上汽大众汽车有限公司,上海 201805)
0 前言
近年来,聚丙烯(PP)发泡材料由于具有优异的力学性能、突出的耐高温稳定性、耐环境应力开裂性和良好的耐降解性而引起人们广泛的关注;尤其在轻量化、节能环保趋势的汽车领域更受青睐。注塑级微发泡材料技术以其独有的芯层发泡、表层致密的三明治结构,可以在尽可能减少性能损耗的前提下,显著减轻制件的质量,缩短注塑周期,减少材料用量,降低生产成本[1-4]。
汽车内饰由于气味、挥发性有机物(VOC)等要求,目前车用微发泡材料的发泡剂基本是碳酸氢钠类无机发泡剂。使用该发泡剂后,采用化学法注塑微发泡技术生产出来的制件普遍存在表面缺陷,如大量气痕、表面分层、表面发花等,制约PP微发泡材料应用的拓展。许多学者对表面缺陷的形成机理进行了研究。ZHANG L等[5]认为在高射速下泡孔向表面扩散,从而与模具表面出现剪切破裂,造成了表面缺陷,且破裂所处的界面不同会造成表面缺陷形貌不同。CHEN S C等[6-7]研究了气体反压对聚苯乙烯发泡材料表面质量的影响,结果表明:气体反压压力升高有助于消除微发泡材料表面气痕等问题,但是过高的压力会抑制发泡的进行。虽然目前关于发泡材料表面质量和力学性能的研究有一定进展,但是针对发泡剂对发泡材料的表面质量、泡孔形态和性能研究的报道比较少。
笔者通过化学注塑微发泡方法,研究不同发泡剂特性对PP材料发泡后表观、泡孔形态和力学性能的影响规律,为改善化学注塑发泡制件的表面质量提供参考。
1 实验部分
1.1 实验原料
改性PP材料,熔融指数为40 g/min(230 ℃、2.16 kg),密度为1.05 g/cm3;
碳酸氢钠发泡剂母粒A,主要成分是NaHCO3,发气量为110 mL/g,载体树脂为低密度聚乙烯(上海杰上杰化学有限公司);
碳酸氢钠发泡剂母粒B,主要成分是NaHCO3,发气量为90 mL/g,载体树脂为低密度聚乙烯(上海杰上杰化学有限公司);
碳酸氢钠发泡剂母粒C,主要成分是NaHCO3,发气量为70 mL/g,载体树脂为低密度聚乙烯(上海杰上杰化学有限公司)。
1.2 实验设备
塑料注塑设备(SA2500/1000V),宁波海天塑机集团有限公司;
光学电子显微镜(Leica M125),徕卡显微系统;
电子万能试验机(Zwick/Roell Z010),Zwick/Roell集团;
摆锤冲击试验机(Zwick/Roell Hit5.5P),Zwick/Roell集团。
1.3 样品制备
将碳酸氢钠发泡剂母粒A、B、C分别与PP材料均匀混合,在二次开模条件下制备微发泡PP复合材料,其注塑温度为175 ℃、190 ℃、200 ℃、180 ℃,注塑压力为0.5 MPa,注射速度为90%最大注射速度。
1.4 测试与表征
1.4.1 泡孔结构
将使用不同发泡剂母粒发泡后的PP样条在低温下迅速冲断,断口在光学电子显微镜下观察并拍照。泡孔尺寸及泡孔数目采用LAS V4.7图像处理软件对泡孔结构的光学电子显微镜照片进行统计计算。
1.4.2 密度
采用梅特勒-托利多XS电子天平按ISO 1183-1—2012 《塑料 材料密度的测定方法》测试。
1.4.3 力学性能
拉伸强度按ISO 527-2—2012 《塑料 拉伸性能测试方法》测试,样条尺寸为5A,测试速度为50 mm/min。
弯曲强度按ISO 178—2010 《塑料 弯曲性能的测试》测试,样条尺寸为80 mm×10 mm×4 mm,跨距为64 mm,测试速度为2 mm/min。
缺口冲击强度按ISO179-1/1eA—2010 《塑料 简支梁冲击强度的测试》测试,样条尺寸为80 mm×10 mm×4 mm。
2 结果与讨论
2.1 不同发泡剂对微发泡PP复合材料泡孔形态的影响
图1为不同发泡剂种类在添加质量分数为2%下的微发泡PP材料泡孔形态图片。由图1可以看出:PP材料中添加不同发泡剂母粒进行发泡,其发泡质量有明显差异。PP材料中添加质量分数为2%的发泡剂母粒B以后,发泡质量最好,泡孔平均直径最小(124 μm),单位面积内可观察到743个泡孔,泡孔数目最多,泡孔尺寸分布相对较均匀。
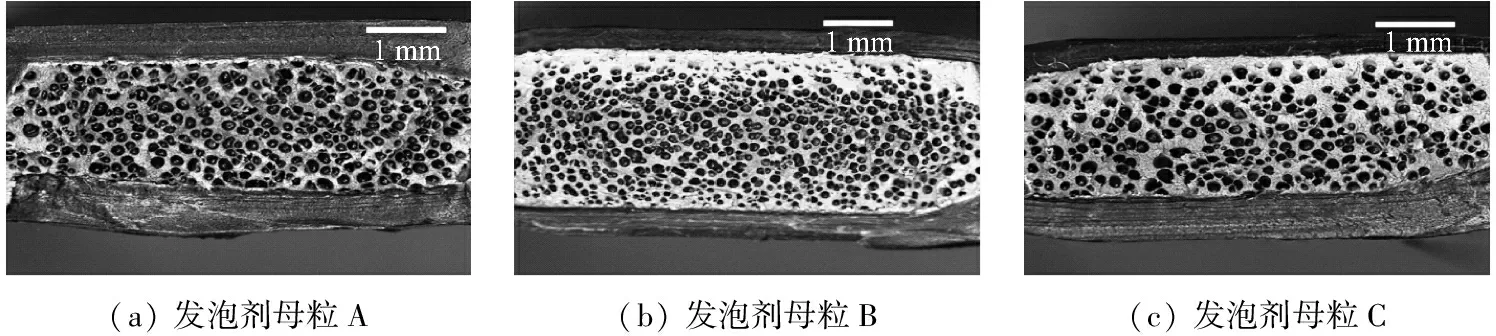
图1 不同发泡剂对微发泡PP材料泡孔结构的影响
由图1(a)可以看出:相同添加量下,发泡剂母粒B的发气量介于发泡剂母粒A和发泡剂母粒C之间。使用发泡剂母粒A的PP材料发泡后泡孔平均直径增大至159 μm,同时泡孔数量降低至393,有并泡现象发生,泡孔尺寸分布不均匀。分析其主要原因,可能是由于PP材料添加发泡剂母粒A,发泡剂母粒A发气量比较大,但在基体材料中分散性较差从而导致发泡质量不佳,出现并泡现象[7]。
由图1(c)可以看出:使用发泡剂母粒C的PP材料发泡后泡孔平均直径为171 μm,单位面积内可观察到330个泡孔,泡孔稀疏。分析其主要原因,可能是发泡剂母粒C发气量不足,且产生的气核无法均匀分散在熔体中。若相邻泡孔尺寸相似,在界面张力的作用下泡孔会趋于合并;若尺寸相差较大,则由于泡孔内气体压力的不同,泡孔间的熔体薄膜破裂,泡孔合并[8-9],进而导致发泡质量较差。
2.2 不同发泡剂对微发泡PP材料表面质量影响
图2为不同发泡剂种类在添加质量分数为2%下的微发泡PP材料表面质量的图片。由图2可以看出:PP材料中添加不同发泡剂母粒进行发泡,表面质量有明显的差异。PP材料中加入发泡剂母粒A后,表面出现明显的气痕,尤其在光板区域放射状的气痕非常明显。

图2 不同发泡剂对微发泡PP材料表面质量的影响
当加入发泡剂母粒B、C后,微发泡PP材料的表面基本无明显气痕,表面质量好。分析其主要原因,可能是由于PP材料添加发泡剂母粒A,发泡剂母粒A发气量较大,且初期形成的气核不能均匀分散在PP材料中,从而在泡孔生长时,大量泡孔扩散至表面,与模具表面剪切,从而形成大量气痕。当发气量适当降低时,气核产生数量相对较低,能相对较稳定地分散在PP材料中,不易扩散至表面形成气痕[10-11],所以发泡剂母粒B、C发泡后表面质量更好。
2.3 不同发泡剂对微发泡PP材料力学性能的影响
图3为不同发泡剂种类在添加质量分数为2%下的微发泡PP材料力学性能图。由图3可以看出:相对未发泡PP材料,发泡后的PP材料拉伸强度、弯曲模量和冲击强度均有一定程度的降低。由于注塑微发泡PP中的泡孔作为应力集中缺陷分布在PP基体中,泡孔的存在对于力学强度有不利的影响,因此发泡后PP材料力学强度具有一定程度的降低[12-13]。使用不同发泡剂母粒的PP材料降低幅度会出现较大差异。在添加质量分数为2%下,发泡剂母粒B的力学性能(拉伸强度、弯曲模量和缺口冲击强度)降低幅度最小,其中弯曲模量与未发泡PP材料相比,无明显变化。这是因为使用发泡剂母粒B后可获得相对较为均一的泡孔结构,而使用发泡剂母粒A或C后泡孔大小不均一,大泡孔受力时容易最先破裂从而成为缺陷,导致力学性能损失较大。

图3 不同发泡剂对微发泡PP材料力学性能的影响
比强度为材料单位面积所受的力与其密度之比,该参数是衡量材料是否轻质高强的重要指标[16]。图4为不同发泡剂种类在添加质量分数为2%下的微发泡PP材料比强度的对比图。由图4可以看出:相比未发泡PP材料,发泡后的PP材料的比弯曲强度均有增加,使用不同的发泡剂母粒,比拉伸强度和比冲击强度变化趋势略有不同。注塑发泡过程中,泡孔壁周围的PP分子链和链段受到显著的拉伸形变作用而形成取向的晶体。同时,由于模具温度较低,PP分子链及链段来不及完全松弛就被冻结,取向的晶体作为增强相包裹在泡孔周围,可大大降低微发泡PP的比强度损失[15-16]。使用发泡剂母粒A或C后,发泡材料的比拉伸强度和比冲击强度明显低于未发泡PP材料,而使用发泡剂母粒B后,发泡材料的比拉伸强度和比冲击强度基本与未发泡PP材料相当,这得益于使用发泡剂母粒B后可获得相对较为均一的泡孔结构。

图4 不同发泡剂对微发泡PP材料比强度的影响
3 结语
以PP材料为基体,使用质量分数为2%的不同发泡剂母粒,采用注塑成型的工艺方法制备微发泡PP材料,系统考察了发泡剂种类对微发泡PP材料泡孔结构、表面质量和力学性能的影响,结果表明:
(1) 使用不同发泡剂后,在相同的添加比例下可以获得不同泡孔结构的微发泡PP材料。当使用发泡剂母粒B后微发泡PP材料泡孔质量最好,泡孔平均直径最小,单位面积内可观察到泡孔数目最多,泡孔尺寸分布相对较均匀。同时,使用发泡剂母粒B后,微发泡PP材料的表面基本无明显气痕,表面质量最好。
(2) 使用发泡剂母粒B后获得相对较为均一细密的泡孔结构,相比于未发泡PP材料,微发泡PP材料比弯曲模量增加,比拉伸强度和比冲击强度基本无明显变化。
因此,选择合适发气量的发泡剂母粒能够得到表面质量和力学性能要求较高的注塑微发泡PP材料制件。
