消光聚酯母粒制备工艺研究
2018-01-10朱福和
严 岩,朱福和,刘 峰,王 伟
(1. 中国石化仪征化纤有限责任公司研究院,江苏仪征 211900; 2. 江苏省高性能纤维重点实验室,江苏仪征 211900)
研究论文
消光聚酯母粒制备工艺研究
严 岩1,2,朱福和1,2,刘 峰1,王 伟1,2
(1. 中国石化仪征化纤有限责任公司研究院,江苏仪征 211900; 2. 江苏省高性能纤维重点实验室,江苏仪征 211900)
探讨了双螺杆挤出机温度、螺杆转速、喂料速度、切粒速度、分散剂含量等工艺参数对制备消光聚酯母粒的影响,并优化了母粒制备工艺。在自建的功能母粒加工试验装置制备出过滤性能良好的消光聚酯母粒,并验证了这种母粒用于涤纶纺丝的可行性。
聚酯 母粒 双螺杆 过滤性能
近年来,人们对服饰面料、装饰材料的要求越来越高,对特殊功能性涤纶涌现出大量的应用需求,各种具有优良功能的涤纶产品不断被推出,如抗菌、阻燃、负氧离子、防紫外、远红外及有色涤纶等产品[1],这些品种赋予了涤纶新的功能特性,在目前高端涤纶产品市场中占有很大的市场份额,产品具有较高的利润。功能涤纶产品的生产主要采用功能母粒添加技术路线,可采用母粒切片共混添加,也可采用母粒在线熔体添加,然后经过纺丝和后处理得到功能涤纶产品[2]。
功能母粒是将功能粉体助剂超常量均匀的载附于树脂中而制得一种复合物,其主要组成成分有载体树脂、功能助剂、分散剂、抗氧化剂等。功能聚酯母粒是功能性涤纶产业发展的基础和关键。[3-4]
笔者在自建的小型母粒加工试验装置上进行了消光母粒的试制,探讨摸索了母粒的制备工艺条件,通过过滤性能评价和纺丝评价来验证制备的母粒用于涤纶纺丝的可行性。
1 试 验
1.1 药品与试剂
半消光PET切片,仪征化纤公司,粘度0.67 dL/g;
合成聚酯蜡,德国Euroceras公司;
TiO2,日本富士TA300。
1.2 仪器与设备
MF-400盘式磨粉机:张家港振邦机械厂;
SHR-100L高速混合机:南京杰亚挤出装备有限公司;
SHJ-36双螺杆挤出机:南京杰亚挤出装备有限公司;
母粒过滤性能测试仪:龙口华瑞机械厂;
Y501粘度仪:美国Voscotek公司,温度(25±0.1)℃,溶剂为苯酚-四氯乙烷(质量比1∶1);
STATIMATM型自动强伸仪:德国Texteehno公司。
1.3 加工过程
1.3.1 母粒制备
以PET为载体,制备消光母粒,母粒制备过程如图1所示。首先把载体PET切片加入磨盘式磨粉机磨粉,由出料风机将粉体送入振动筛,筛分出料,得到粒径大于60目的PET粉料。然后把PET粉料、TiO2粉体(20%添加量)和聚酯蜡分散剂(1%~4%添加量)按照质量比例分别加入高速混合机中,高速搅拌一定时间使物料混合均匀。
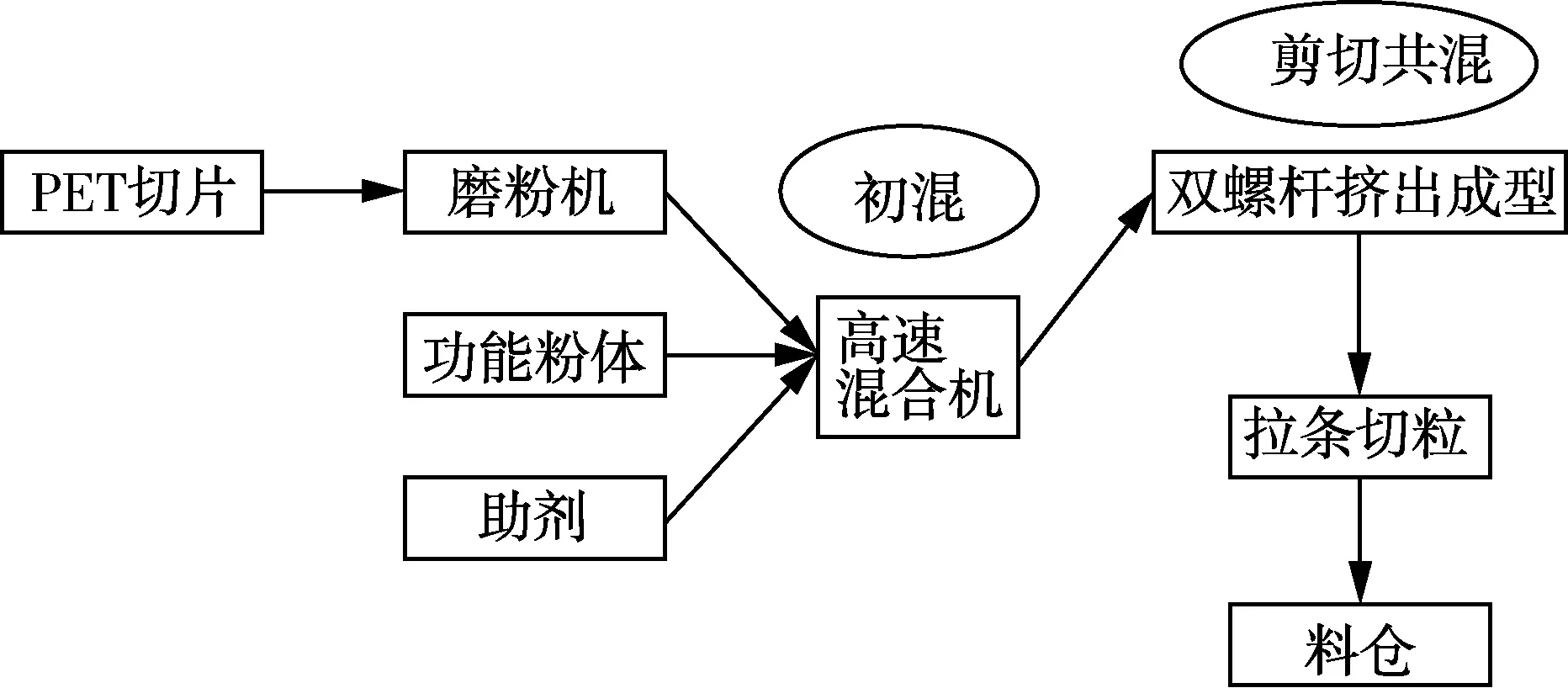
图1 母粒制备工艺流程
混合物料经失重秤定量喂入双螺杆挤出机,物料经加热、熔融、剪切混合、脱挥、再剪切等步骤,通过挤出机模头挤出。熔体细流经过水槽冷却成固态,经过吹干机吹干,进入切粒机切成一定尺寸的粒子,在振动筛中筛分进入料仓,得到消光母粒成品。
分别探讨了双螺杆加工温度、螺杆转速、喂料速度、切粒速度、分散剂添加等工艺参数对制备聚酯母粒性能的影响。
1.3.2 母粒过滤性能测试
涤纶纺丝用母粒必须符合涤纶纺丝以及后加工工艺要求,也即母粒的加入尽量不影响聚酯的可纺性和纤维的物理机械性能,且满足一定的功能性使用要求。目前通常用压滤值和粘度作为母粒质量评价的两项重要的指标。[5]
压滤值表征加入母粒后纺丝熔体的过滤性能,过滤性能的好坏直接影响过滤器及喷丝组件的更换周期。将母粒和树脂切片混配后用母粒过滤性能测试仪熔融挤出,测定滤网前熔体压力变化,用压力的增加值来判断母粒中功能粉体分散的微细化程度和均匀性,压力增加值越大,说明母粒中粉体的分散性越差。
使用母粒过滤性能测试仪测定母粒的压滤值。先加入100 g半消光PET切片,等到加料料斗空且挤出螺杆刚好可见的时候,加入按工艺比例混配的切片2 kg(母粒/PET切片=1∶7),100 s后记录初始压力P0(MPa),物料走完之后,再加入100 g半消光PET切片,100 s后记录压力P1(MPa),母粒中粉体质量为m(g)。压滤值FPV=(P1-P0)/m,单位 MPa/g。试验采用12 um过滤网。
1.3.3 母粒纺丝评价试验
使用母粒与半消光PET切片混合进行纺丝,母粒添加质量比为12.5%,在小型纺丝机上纺丝,纺丝温度290 ℃,UDY纺丝纤度为240 dtex。对UDY丝进行后牵伸处理:牵伸速度为450 m/min,第一牵伸倍率为3.18,第二牵伸倍率为1.1,总牵倍率为3.5,上热盘温度、下热盘温度和热板温度分别设定为75 ℃、110 ℃和160 ℃。
2 结果与讨论
2.1.1 PET切片磨粉
采用盘式磨粉机将PET切片磨粉,磨粉是物理粉碎过程,该过程没有造成PET粘度的变化,对PET切片没有产生不良影响。PET粉体粒径小于60目。
2.1.2 螺杆温度工艺研究
在不同温度条件下,进行消光PET母粒制备试验,研究双螺杆加工温度对母粒制备的影响,设定主机转速200 r/min,喂料速度20 kg/h。表1和图2为母粒粘度随螺杆加工温度的变化。
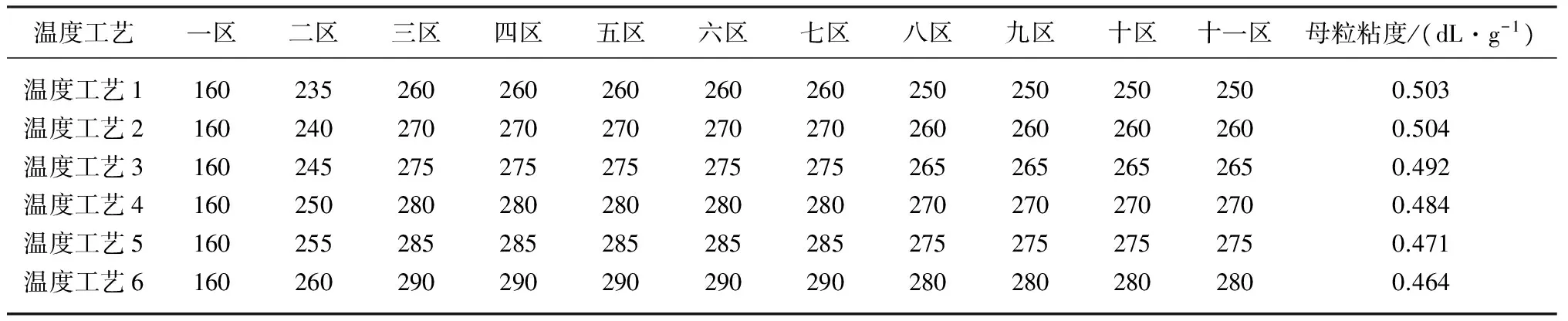
表1 不同螺杆加工温度下母粒粘度
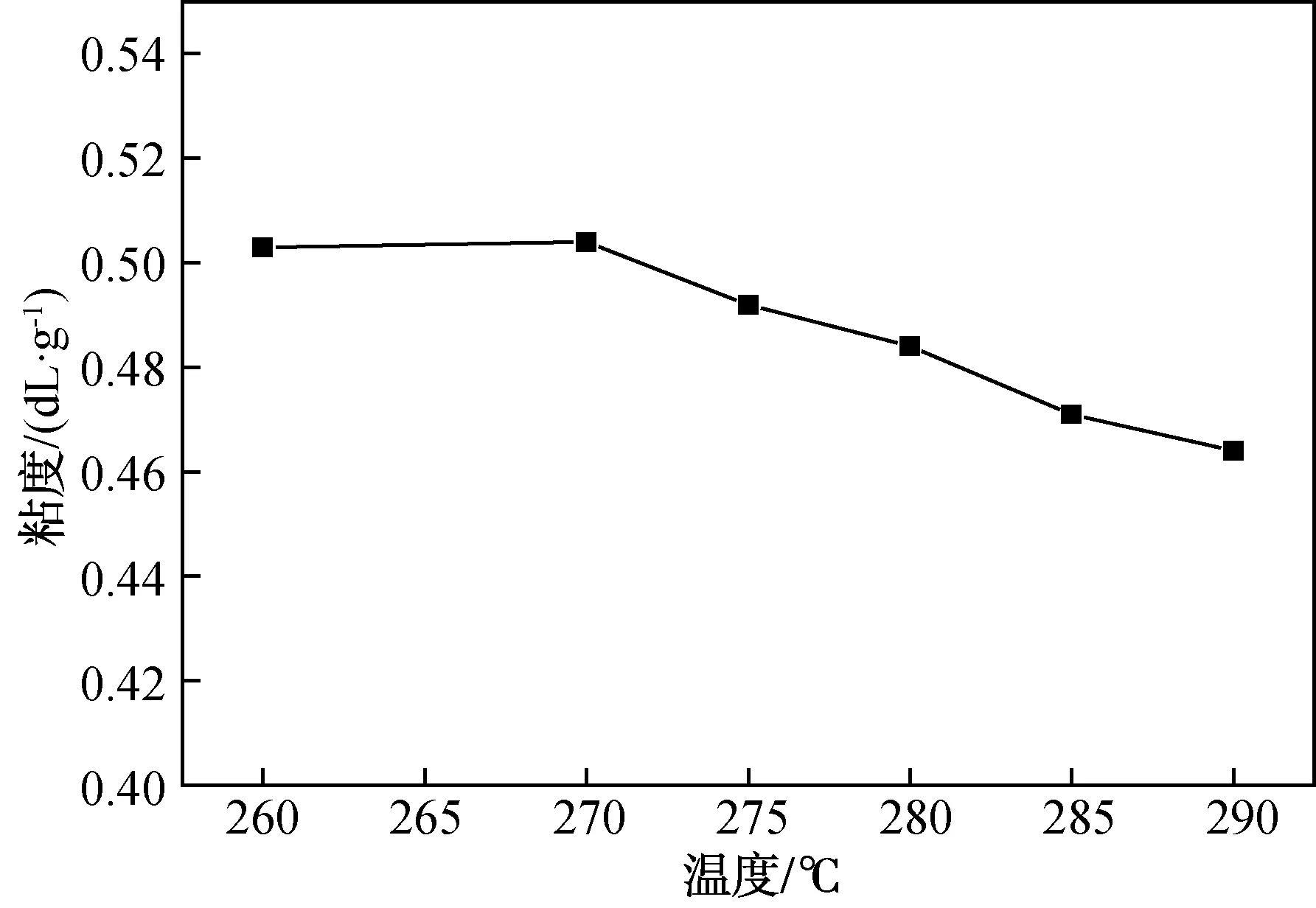
图2 母粒粘度随螺杆加工温度的变化
由表1和图2可以看出,制备聚酯母粒时,螺杆温度升高超过270 ℃,母粒粘度降低,说明螺杆温度过高,PET载体发生热降解,造成粘度下降,所以采用PET切片作为母粒载体时,螺杆温度不宜超过270 ℃。
2.1.3 螺杆转速工艺研究
在不同螺杆转速条件下,进行消光母粒制备试验,研究螺杆转速对母粒制备的影响。采用温度工艺2设定螺杆温度。表2为采用不同螺杆转速时母粒粘度的变化。
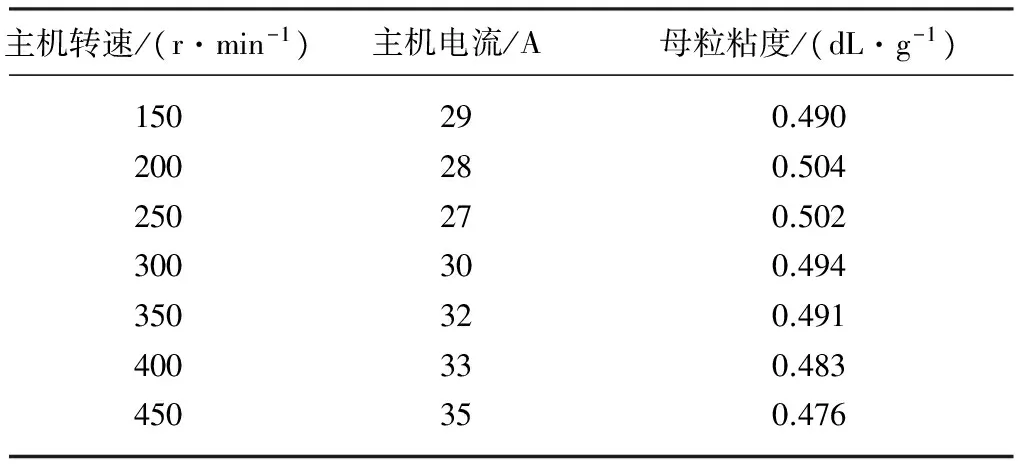
表2 不同螺杆转速对母粒粘度的影响
螺杆转速慢,虽然剪切弱,但是物料停留时间长,停留时间是热降解的主要因素;螺杆转速快,虽然剪切强,但是物料停留时间短,剪切成为热降解的主要因素。由表2看出螺杆转速有一个适合的范畴,约200~250 r/min,过高或者过低,都将造成母粒粘度降低,需要综合考虑停留时间和剪切带来的叠加影响[6-7]。另外也应注意螺杆高转速时,主机载荷偏大,造成电流过大。
2.1.4 母粒粒子尺寸影响因素研究
用于纺丝的母粒粒子尺寸要与纺丝用切片尺寸接近,母粒粒子太小,与载体切片混合和纺丝进料时会混合不均匀。调整工艺参数,研究喂料速度、挤出模头孔数和切粒机速度对母粒粒子尺寸的影响。表3为不同工艺条件下母粒尺寸的变化。
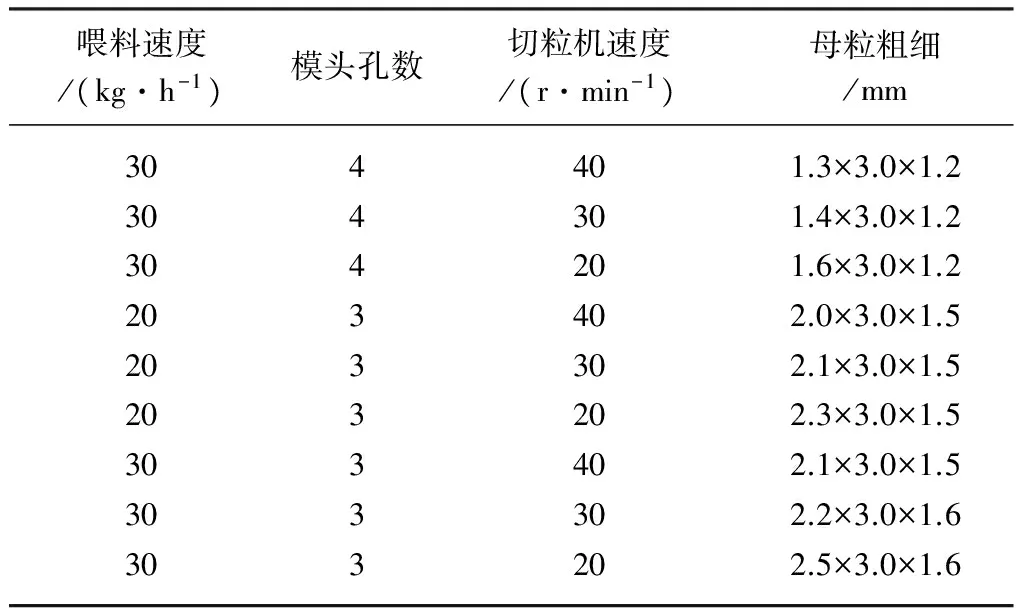
表3 母粒粒子尺寸的影响因素
由表3看出,模头孔数少,单孔吐出量增大,拉条变粗,母粒尺寸变大;喂料量增大,拉条也略有变粗,母粒尺寸变大;切粒机转速同样会影响母粒粗细,切粒机转速不应太快,太快时熔体条变细,太慢熔体拉条不畅,甚至无法完成拉条。通过交叉对比试验发现:当喂料速度30 kg/h,螺杆转速200 r/min,切粒机转速20 r/min时,熔体条粗细适中,制备的母粒尺寸与纺丝载体切片相当,适合纺丝使用。
2.2 母粒过滤性能评价
图3为添加不同含量的分散剂量时母粒的压滤值。从图3可以看出,加入聚酯蜡分散剂后,母粒压滤值明显下降,聚酯蜡能够较好地润湿和渗透功能粉体团聚体,在双螺杆剪切作用下粉体之间团聚体破碎后被聚酯蜡润湿包覆,阻止了粉体再次附聚。聚酯蜡耐高温,在母粒加工过程中不会因为高温而分解。一般母粒生产厂要求母粒压滤值小于0.4 MPa/g,优化工艺下制备的母粒压滤值FPV=0.236 MPa/g,符合指标要求。
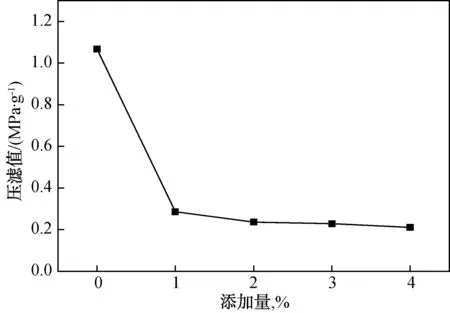
图3 分散剂对过滤性能的影响
2.3 母粒纺丝评价
图4为添加母粒纺丝时组件压力情况,如图4所示,添加母粒纺丝时组件压力稳定,说明母粒中粉体分散均匀,对纺丝没有造成不良影响,同时观察纺丝过程中无飘丝和断头现象。表4为添加母粒纺制纤维的物理指标,如表4所示,纤维物理力学指标正常,表明该母粒可纺性良好,对纺丝没有产生不良影响。但添加母粒会使纤维强度降低,所以实际生产中,在保证满足母粒压滤值条件的前提下,应尽量提高母粒中功能粉体含量,降低纺丝时母粒的添加量,以减小母粒对纤维强度的影响。
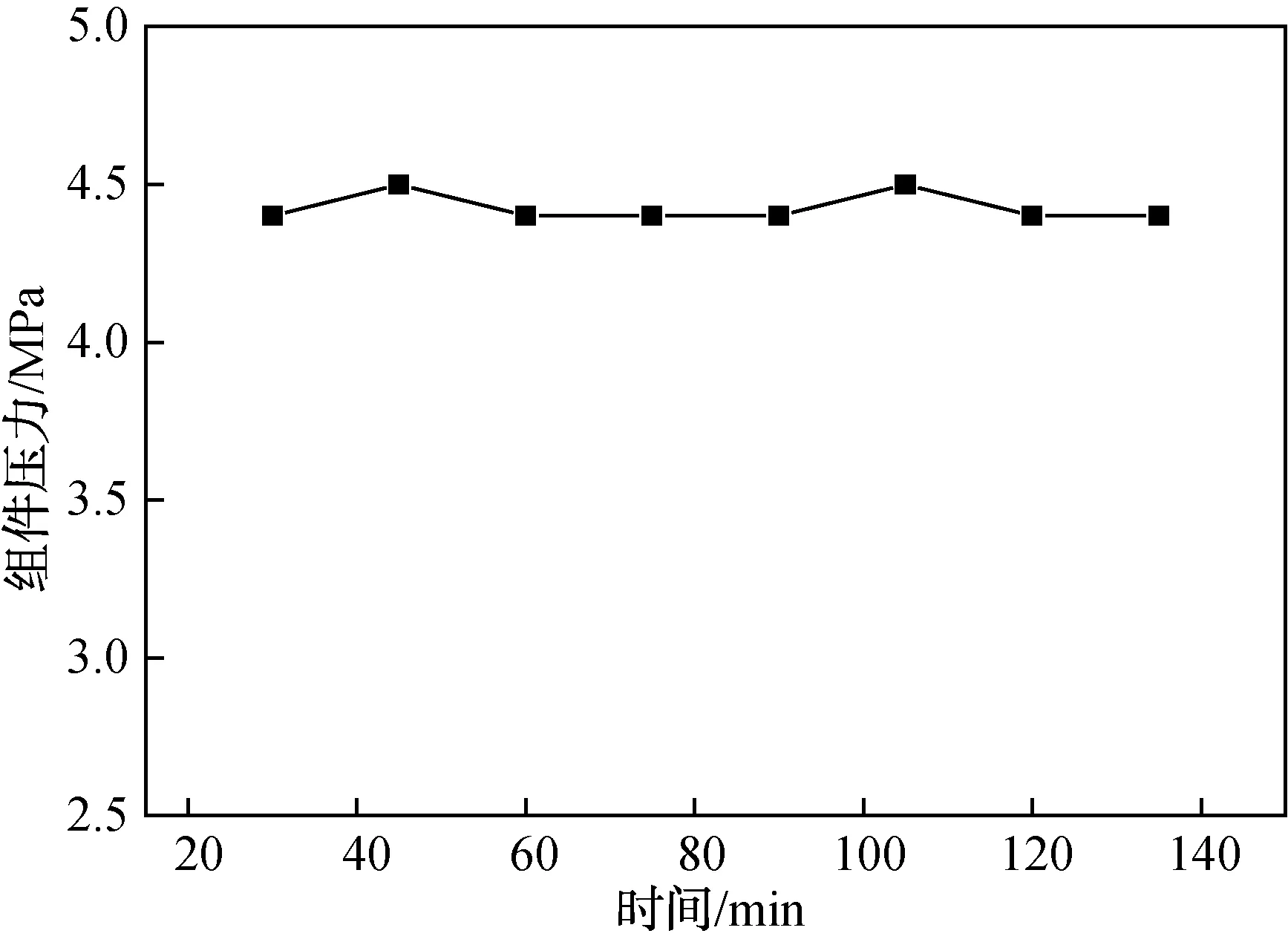
图4 组件压力变化情况
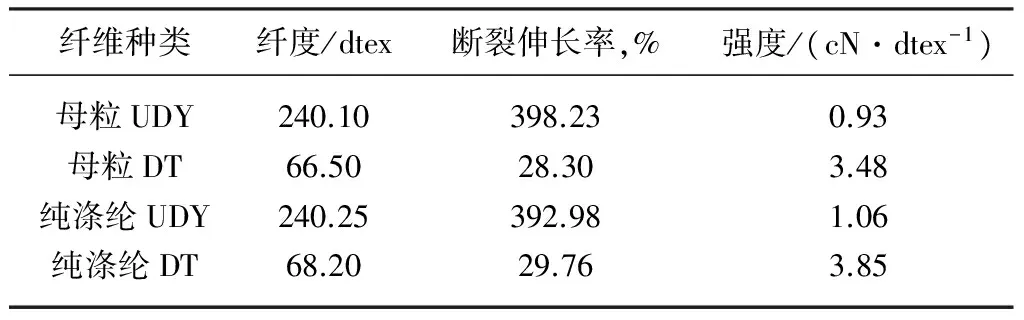
纤维种类纤度/dtex断裂伸长率,%强度/(cN·dtex-1)母粒UDY240.10398.230.93母粒DT66.5028.303.48纯涤纶UDY240.25392.981.06纯涤纶DT68.2029.763.85
3 结 论
a) 螺杆温度过高,PET树脂会发生热降解,母粒粘度下降。通过温度工艺试验,确定适合PET母粒制备的螺杆各区温度参数。
b) 物料停留时间和螺杆剪切作用会对母粒粘度有影响,通过螺杆工艺试验发现,螺杆转速有一个合适的范畴。
c) 挤出模头孔数、喂料速度和切粒机转速对母粒粒子大小影响显著,调整工艺参数使母粒粒子尺寸与纺丝载体切片接近以用于纺丝生产。
d) 加入聚酯蜡分散剂,母粒过滤性能明显改善,可用于正常纺丝,可纺性良好。但添加母粒后纤维强度降低,所以实际生产中,在保证满足母粒压滤值条件的前提下,应尽量提高母粒中功能粉体含量,降低纺丝时母粒的添加量,以减小母粒对纤维强度的影响。
[1] 倪江宁.功能性聚酯纤维的工业化生产及其应用前景[A]. 第八届功能性纺织品及纳米技术研讨会论文集, 2008:7.
[2] 姜兆辉,白瑛,金剑,等. 差别化聚酯纤维技术研究进展[J].合成纤维工业,2011,34(01):52-56.
[3] Kulkarni VG,金立国.化纤用色母粒和功能母粒最新进展[J].合成纤维,2006,(05):48-50.
[4] 乔辉,赖金琼,丁筠,等. 中国色母粒现状调查与分析[J].塑料,2015,44(04):1-5.
[5] 孙有德,胡继文,李举荣,等. 有关聚酯色母粒质量指标几个问题的探讨[J]. 聚酯工业,1991,(03):38-40.
[6] 张先明,李广赞,冯连芳,等. 双螺杆挤出机中局部停留时间分布研究[J]. 高校化学工程学报,2008,(03):435-440.
[7] 耿孝正.双螺杆挤出机及其应用[J].中国塑料,2005,(02):73.
Researchofpreparationprocessofmattingpolyestermasterbatch
Yan Yan1,2, Zhu Fuhe1,2, Liu Feng1, Wang Wei1,2
(1. Research Institute of Sinopec Yizheng Chemical Fibre Co., Ltd. ,Yizheng Jiangsu 211900, China; 2. Jiangsu Key Laboratory of High Performance Fiber, Yizheng Jiangsu 211900, China)
In this work, the matting polyester masterbatch was prepared by twin-screw extruder, the effects of screw temperature, screw speed, feed rate, cutter speed, dispersant content on polyester masterbatch performance were studied,and the preparation process of masterbatch was optimized. Polyester masterbatch of good filtration performance was prepared on the functional masterbatch experimental device, and spinning feasibility of the masterbatch was verified.
polyester; masterbatch; twin-screw extruder; filtration performance
TQ322.2
A
1006-334X(2017)04-0014-04
2017-11-02
严岩(1989-),山东曲阜人,工程师,硕士研究生,主要从事聚酯纤维研究开发工作。