2205/X65冶金复合管材焊接工艺及焊缝组织性能研究*
2019-03-22毕宗岳
毕宗岳
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008)
随着西气东输四线、 中俄东线、 陕京四线等一批国内重大管线工程的启动建设,标志着我国石油、 天然气管线工程建设进入新的发展阶段[1-2]。目前,由于全球对油气资源的持续高需求及优良油气井的不断枯竭,促使油气开采逐渐走向深井、 超深井及腐蚀性油气井的开发[3]。苛刻的服役工况条件,对油气田装备及输送管线的耐蚀性有较高要求。例如,在油气集输段,由于含有大量H2S、 CO2和Cl-等腐蚀介质,管线腐蚀破坏严重,包括硫化物应力腐蚀开裂、 氢致开裂、 点蚀和均匀腐蚀等,导致管线多处失效,事故频发[4-7]。我国西气东输的气源地新疆克拉2 气田,地层水Cl-浓度达100 677 mg/L,天然气中H2S 含量0.72%(摩尔分数),集气干线CO2分压达0.1 MPa,最高工作温度80 ℃。该气田集输管道不得不大量使用2205 双相不锈钢管材、 阀门等器件5 226 t,占2004 年全球2205 不锈钢产量的1/3,工程造价极其昂贵。而双金属冶金复合管具有良好的力学性能和耐腐蚀性能,且成本只有纯不锈钢耐蚀管材的1/3,是目前解决酸性油气田集输管道腐蚀问题的最有效方法之一[8-11],也成为目前石油管材领域研究开发的热点和难点。
2205 不锈钢属第二代超低碳奥氏体-铁素体双相不锈钢(duplex stainless steel,DSS),组织中奥氏体和铁素体各约占50%,铁素体相主要富集Cr、 Mo 元素,而奥氏体相主要富集N、 Ni 元素; 超低C 和适量N 是其成分特点,N 是强烈的奥氏体形成元素,既能提高强度又能增强耐应力腐蚀和抗点蚀性能且不损伤钢的塑韧性[12],可作为CO2和H2S 共存环境中的管线选材。X65 属于低碳微合金钢,具有较好强韧性匹配,在中低压输气管线中应用广泛。因此,本研究以爆炸+轧制工艺制备的2205/X65 复合板为研究对象,开发了大直径、 薄复层2205/X65 双金属复合管材焊接工艺,并研制出Φ610 mm×(2+14)mm 2205/X65 双金属复合管材新产品。通过对复合管焊缝组织相比例、 力学性能、 耐蚀性能等进行系列研究,为2205/X65 复合管材工程化生产及应用提供了理论支撑。
1 试验材料及方法
试验材料2205/X65 复合板,规格为(2+14)mm×2000 mm×12000 mm。依据GB6396—2008 《复合钢板力学及工艺性能试验方法》 及API 5LD—2015 《内覆或衬里耐腐蚀合金复合钢管规范》 和SY/T 6623—2012 《內覆或衬里耐腐蚀合金复合钢管规范》 对复合板原料及试制复合管进行理化性能和腐蚀性能检测评价。
金相试样用砂纸研磨并抛光后,X65 钢用4%硝酸酒精溶液进行腐蚀,2205 复层及其焊缝、 过渡层均用CuCl2(5 g)+HCl(100 ml)+酒精(100 ml)进行腐蚀。用MEF-4M光学显微镜(OM)观察焊缝横截面各区域微观组织及腐蚀形貌。用Durascan-70 型维氏硬度计测试原料复合板、 焊缝横截面显微硬度。拉伸试验和弯曲试验分别在WAW-2000 和CSS-88100 型万能材料试验机上进行,冲击试验按GB/T 229—2007 《金属材料夏比摆锤冲击试验方法》,将尺寸为10 mm×10 mm×55 mm 的V 形缺口冲击试样去除复层,缺口夹角45°,在NAI500F 摆锤冲击试验机上进行试验,温度为-10 ℃。
复层及焊缝模拟环境的腐蚀速率试验条件为H2S 分压0.8 MPa、 CO2分压1.5 MPa、 Cl-浓度≤15%,采用失重法计算腐蚀速率,即

式中:
R——腐蚀速率,mm/a;
M——试验前的试样质量,g;
M1——试验后的试样质量,g;
S——试样的总面积,cm2;
T——试验时间,h;
D——材料的密度,kg/cm3。
依据NACE TM 0284—2003 《管道、 压力容器抗氢致开裂钢性能评价的试验方法》,采用A溶液(5%NaCl+0.5%冰乙酸,质量百分比)浸泡试样96 h,测试复层及焊缝HIC 裂纹敏感率CSR、 裂纹长度率CLR和裂纹厚度率CTR,采用公式(2)~公式(4)进行计算

式中:a——裂纹长度,mm;
b——裂纹厚度,mm;
W——截面宽度,mm;
T——试样厚度,mm。
依据NACE TM 0177—1996 《H2S 环境中抗特殊形式的环境开裂材料的试验方法》,采用四点弯曲,在80%屈服强度应力水平作用下,浸泡于A 溶液中720 h,测试复层及焊缝SSCC 的腐蚀敏感率; 复层及焊缝晶间腐蚀试验依据ASTM A262 《检测奥氏体不锈钢晶间腐蚀敏感度的铜-硫酸铜-硫酸试验》 方法E 进行。
2 2205/X65 双金属冶金复合板组织与性能
2205/X65 双金属复合板微观组织如图1 所示。由图1 (a)可知,复层2205 组织为典型奥氏体+铁素体双相组织,亮白色区域为奥氏体相,灰暗色区域为铁素体相。可看出,条带状奥氏体相被连续的铁素体所环绕,沿轧制方向呈现扁平化特征,未发现其他析出物。通过定量金相技术对其两相比例进行分析,发现奥氏体相和铁素体相体积分数分别为49.5%和50.5%。由图1 (b)可知,复合界面清晰,无肉眼可辨缺陷,复合效果良好,热机械轧制作用使得具有爆炸焊特征的正弦波式复合界面近乎消失。由图1 (c)可知,基层X65 组织为准多边形铁素体+针状铁素体+珠光体 (QF+AF+P)。从图1 可知,2205/X65复合板原料各区域金相组织均符合标准要求,完全满足制管要求。2205/X65 复合板化学成分和力学性能见表1 和表2。

图1 2205/X65 双金属复合板显微组织

表1 复层2205 和基层X65 的化学成分 %
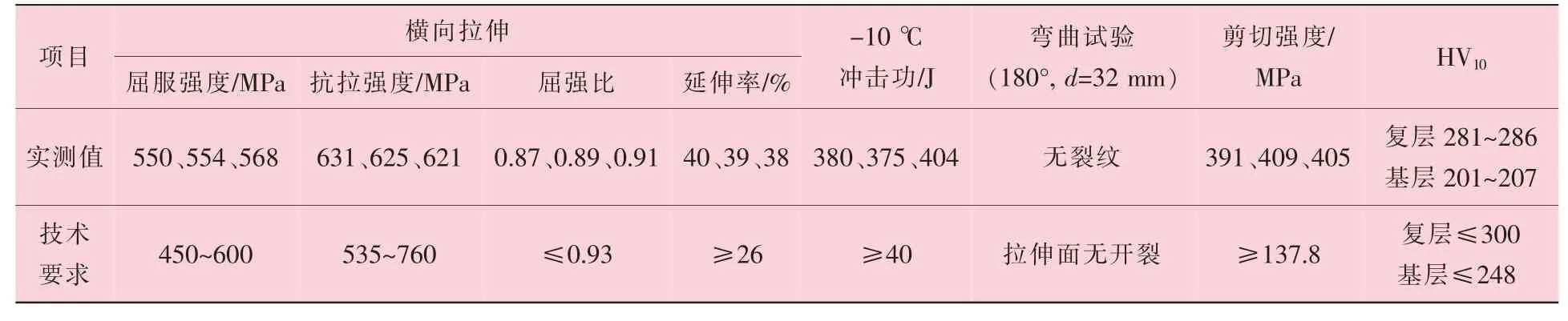
表2 2205/X65 复合板力学性能检测结果
3 2205/X65 双金属复合管焊接工艺
2205 DSS 焊接接头的力学性能和耐蚀性能取决于焊接接头组织的相结构特征和比例关系。因此,2205 DSS 的焊接是围绕如何保证其双相组织进行的。研究[13]表明,当铁素体和奥氏体量各接近50%时,焊缝性能较好,尤其是韧性和耐蚀性。过低的铁素体含量(<25%)将导致焊缝强度和抗应力腐蚀开裂能力下降; 过高铁素体含量(>75%)将显著降低焊缝耐蚀性和韧性。对于2205 DSS,由于母材中含有较高N,保证了焊缝沿熔合线附近区域不会形成单一铁素体相,使得奥氏体含量一般不会低于30%[14]。同时,2205 DSS 具有良好焊接性,焊接冷裂纹和热裂纹敏感性均较小,因此焊前不预热,焊后不热处理。
本研究复层2205 采用TIG 焊+ER2209 焊丝,较高的Ni 含量确保了焊缝的双相组织特征及优良的耐蚀性。过渡层采用TIG 焊+ER309 焊丝,较高的合金成分可缓解耐蚀合金元素过度稀释,防止内、 外焊缝重合区组织出现相比例失衡,且能使过渡层具有良好塑变能力,能较好协调基层焊缝和复层焊缝间热物理性能差异引起的形变不协调,带来复层焊缝耐蚀性的降低。基层X65 钢采用MAG 焊+H08Mn2SiA 焊丝,满足基层X65管线钢力学性能匹配。焊接工艺参数见表3。

表3 Φ610 mm×(2+14)mm 2205/X65 复合管焊接工艺参数
焊缝坡口尺寸大小及开口形式严重影响2205/X65 复合管焊缝及热影响区组织和性能。从保证复层焊缝耐蚀性和基层焊缝力学性能的角度,对2205/X65 双金属复合管焊接坡口形状及尺寸进行精细化设计。复层采用V 形坡口,夹角90°±5°; 基层采用V 形坡口,夹角70°±5°。
4 2205/X65 双金属复合管焊缝组织分析
图2 为2205/X65 复合管焊接接头横截面宏观形貌及各区域微观组织照片。复层焊缝中部为奥氏体+铁素体双相组织,在灰暗色铁素体基体区域均匀相间分布着枝状亮白色奥氏体相(图2(b))。过渡层焊缝中部为亮白色柱状奥氏体+暗黑色铁素体组织 (图2(c))。奥氏体组织生长具有明显方向性,在其柱状晶交叉晶界处为细小铁素体相。处于交叉晶界处的铁素体可细化奥氏体晶粒,打乱奥氏体粗大柱状晶生长方向,铁素体相还可增加晶界和亚晶界接触面积,溶解有害元素S 和P,固溶更多杂质元素,同时显著减少晶间偏析,提高焊缝耐腐蚀性和抗热裂能力。基层X65 钢焊缝中部为先共析铁素体+针状铁素体组织 (图2(d))。
图2 (e)为焊接接头基层母材和过渡层焊缝在熔合线附近组织,图2 (f)为焊接接头不锈钢母材和焊缝在熔合线附近组织,两种熔合区附近组织明显不同。图2 (e)中熔合线附近由于热传导作用,热能损失严重,焊接过程的机械搅拌作用相对较弱,熔合线上两种材料呈现联生结晶,即外延结晶特征,以未熔化的母材金属表面为基底形核并向焊缝内部和顶部生长,散热最快方向生长,随后长成方向性很强的柱状晶。过渡层焊缝组织形态为柱状晶奥氏体+蠕虫状铁素体。图2 (f)中,焊接是在过渡层焊接之后进行,焊接热积累显著,在多道次热循环作用下,热影响区晶粒粗化明显,形态由母材的扁平化特征生长为粗大块状。热影响区晶粒长大程度与单道次焊接热输入、 多道次焊接热积累、 基体原始晶粒尺寸、 填充金属塑性变形量大小及焊缝温度梯度等因素综合作用有关。

图2 2205/X65 复合管焊接接头宏观形貌及各区域微观组织照片
当多道次焊接热积累、 单道次焊接热输入均较小,焊丝拉拔过程塑性变形量较大时,焊后HAZ 晶粒也可能有明显长大; 当焊接热积累、热输入均较大,而焊缝温度梯度较大时,则HAZ 晶粒的长大也是有限的[15-16]。
通过定量金相技术对复层焊缝中部和过渡层焊缝中部进行两相比例测定分析,结果见表4。结果表明2205/X65 复合管焊接接头复层和过渡层焊缝铁素体含量均在35%~65%,符合标准要求。

表4 2205/X65 复合管焊接接头铁素体相比率测试结果
5 2205/X65 双金属复合管焊缝性能
5.1 力学性能
对2205/X65 双金属复合管进行力学性能检测,结果显示:焊缝抗拉强度为681 MPa,-10 ℃母材、 HAZ 和焊缝冲击功均值分别为292 J、 237 J和106 J,-15 ℃DWTT 剪切面积达到100%,焊接接头正反弯曲 (弯角180°,弯轴直径70 mm)后拉伸面无裂纹,强度、 塑性和低温韧性匹配良好,复层焊缝硬度值228~254 HV10,远小于标准要求的300 HV10; 基层焊缝硬度值195~235 HV10,均低于标准要求的248 HV10; 显微硬度值分布均衡,无超标硬度点存在。表明2205/X65 双金属复合管焊缝性能优良,质量可靠。
5.2 抗腐蚀性能
5.2.1 复层母材及焊缝HIC 和SSCC
HIC 试样经过96 h H2S 饱和A 溶液浸泡试验后,经表面宏观检查,所有试样外表面无氢鼓泡和裂纹产生,所有试样剖面经显微观察均无HIC 裂纹,裂纹敏感率CSR、 裂纹长度率CLR和裂纹厚度率CTR 均为0。表明复合管复层母材及焊缝对HIC 不敏感。复合管复层母材及焊缝的SSCC 试样在80%屈服强度应力水平作用下,在H2S 饱和A 溶液中加载720 h,全部试样均未发生SSCC 开裂,放大10 倍检查,试样表面无裂纹,表明复合管具有优良抗SSCC 性能。
5.2.2 复层母材及焊缝抗晶间腐蚀
采用ASTM A262 E 法对复层母材和焊缝进行晶间腐蚀试验,腐蚀试样经弯曲后拉伸面均无裂纹。可以看出,复合管复层母材和焊缝抗晶间腐蚀性能优良,均满足API 5LD—2015 《内覆或衬里耐腐蚀合金复合钢管规范》 和SY/T 6623—2012 《內覆或衬里耐腐蚀合金复合钢管规范》 标准及项目指标要求。
5.2.3 模拟环境腐蚀速率试验
在H2S 分压0.8 MPa、 CO2分压1.5 MPa、 Cl-浓度≤15%条件下,依据GB 10124—1988 《金属材料实验室均匀腐蚀浸泡试验方法》 对复合管复层及焊缝进行腐蚀速率测试,结果见表5。从表5可知,焊缝和母材腐蚀速率均≤0.000 99 mm/a。
试验结果表明,本研究开发的2205/X65 双金属复合管完全满足相关标准和具体项目指标要求,在“四高” (高温、 高H2S、 高CO2、 高Cl-)等油气田服役环境下能够安全平稳运行。

表5 2205/X65 双金属复合管复层母材及焊缝模拟环境腐蚀速率试验结果
6 结 论
(1)开发的以ER309 作为过渡填充金属的MAG+TIG 焊接工艺,有效抑制了耐蚀合金元素的稀释,确保了复合管焊缝组织的相结构特征及相比例关系,复层焊缝和过渡层焊缝铁素体含量平均值分别为45.62%和39.98%,均处在35%~65%合理范围内,保证了复合管焊缝的综合力学性能和耐腐蚀性能。
(2)开发的焊接工艺技术,可用于大直径2205/X65 复合管的工程化批量生产,产品质量可靠,可用于含有H2S、 CO2及Cl-等强腐蚀性服役环境下管道用材。
