动力波技术及其在硫磺回收装置的应用
2019-03-16刘荣
刘 荣
(中国石化上海石油化工股份有限公司炼油部,上海 200540)
2015年4月,环境保护部和国家质量监督检验检疫总局颁布了环保规范《石油炼制工业污染物排放标准》(GB 31570—2015),要求硫磺回收新建装置自2015年7月1日起,现有装置自2017年7月1日起,SO2一般排放限值为400 mg/m3,特别排放限值为100 mg/m3,这与960 mg/m3的原国家排放标准相比形成巨大反差。中国石化上海石油化工股份有限公司(以下简称上海石化)4#硫磺回收装置(以下简称4#硫磺)设计能力为160 kt/a,其酸性气来自于集中溶剂再生装置(主要处理3.9 Mt/a渣油加氢装置富液,酸性气量为10 000 m3/h)、溶剂再生装置(主要处理硫磺装置、C2回收装置和双脱装置富液和酸性气量约为3 500 m3/h)和酸性水汽提装置(主要处理渣油加氢加氢和重油催化裂化装置酸性水,酸性气量约为1 000 m3/h),在4#硫磺排放的烟气中,SO2质量浓度设计值为低于960 mg/m3,实际值为400~500 mg/m3,经过液硫脱气改造后,降至300~400 mg/m3,仍高于新标准要求。4#硫磺结合生产及工艺现状,通过对尾气达标方案的对比,在国内首次将动力波碱洗技术应用于大型硫磺回收装置尾气改造。改造于2017年6月完成投用,改造后排放尾气中SO2质量浓度降低至20 mg/m3以下,远低于国家环保法律法规的要求,为企业的安全环保和可持续发展做出了贡献。
1 动力波技术介绍
1.1 动力波技术原理
图1为动力波装置运行时气体进行净化过程的示意图。
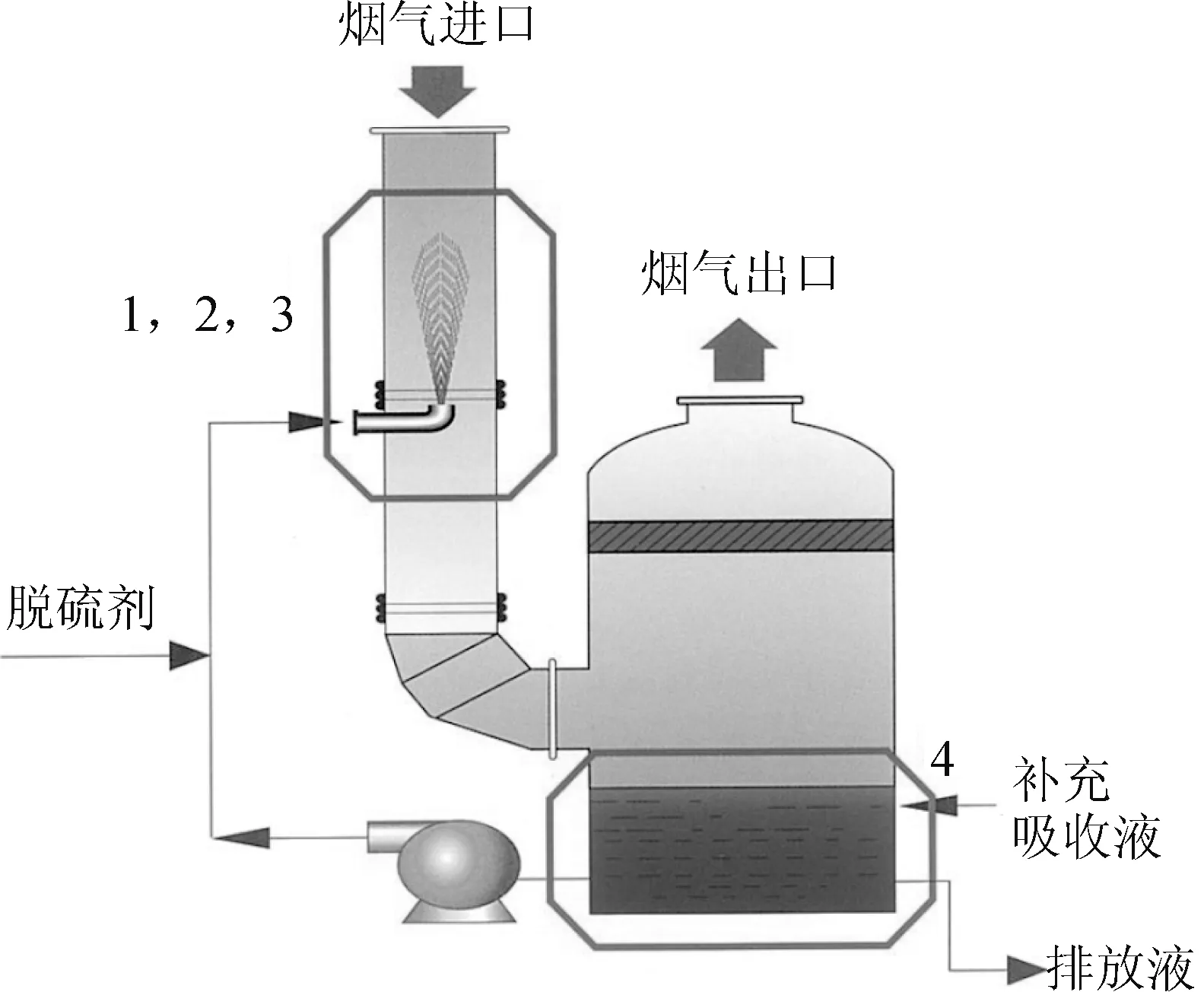
图1 动力波装置气体净化过程示意
被净化的气体从进料管的顶部向下进入进料管内,而循环吸收液从底部喷嘴自下向上、逆流喷向进入进料管的气体内部。在进料管内,气液两相的介质形成高速碰撞,气液两相介质的动量很快达到平衡状态,在气液接触区形成了高速湍动的泡沫区。在湍动区域内,气液两相具有非常大的接触面积,且接触表面可以实现不断快速更新,为两相的传热和传质提供了更大的动力,因此吸收效果良好。动力波吸收技术的关键在于建立适合体系的进料管及喷嘴,调整好操作时的气、液比。运行结果表明,当液体的流量基本不变,而气体的流量很低时,气体和液体之间无法形成足够的碰撞能力,也就产生不了剧烈变换的泡沫,这时气、液两相各自分层。随着气体流量的不断増大,气体逐渐将液体吹离,这样液体和气体便形成各自的流道,当气体流量继续增大并达到一定值后,气体和液体表面就可以形成稳定的泡沫区。如果气体流量继续增大,液体则会被气体雾化,泡沫区就会被破坏并消失。因此,动力波技术的关键在于使气体和液体的流速保持在一个较为特定的范围内,在这一范围内泡沫区始终存在液泛,实现良好的吸收效果。
1.2 动力波技术工艺特点
动力波技术操作弹性很大,烟气量在50%~120%范围内波动都可以适应,能否形成稳定厚度的泡沫区是该项技术的关键。在一定的气液比条件下,只要气体的流速处于液泛速度的区域中,就可以形成泡沫区。因此,即使进入进料管的气体流量产生一定的波动,进料管内仍然可以形成泡沫区,只是泡沫区的位置会随着气量的减小而逐渐升高,但不会影响烟气的净化效率。
动力波技术有以下几个特点:(1)动力波技术脱除效率高,对尘粒的脱除、尘粒子捕集率与粒度的关系较其他技术要求不严格,可以进行多级洗涤,以较低的能耗获得较高的净化效率;(2)设备运行时操作弹性大,气体流量适应的处理能力范围宽,可实现翻倍提高生产负荷,且效率不会发生太大变化;(3)液体喷嘴不易堵塞,液体喷射设备由一个大孔非节流型的液体喷嘴构成(见图2),因此循环吸收液可以容纳较高的固含量运行,同时,因为喷嘴喷出的液体是连续不断的,不会发生雾化的现象,所以使用常规的气液分离器就可以脱除排出气中的液体,不会对净化尾气造成影响;(4)动力波技术设备结构简单、紧凑,易于加工和制作,对材料要求不严,相比传统的净化流程,投资少,占地面积小,制造、安装工期短,具有良好的经济效益。

(a)外部结构 (b)内部结构
图2 喷嘴结构
1.3 动力波技术的应用情况
动力波技术最早由美国杜邦公司在20世纪70年代设计开发并获得发明专利,1987年美国孟山都环境化学公司和美国杜邦公司签订了一项许可协议,将动力波技术开始应用于硫酸厂的烟气净化和更大范围内的空气污染控制[1]。90年代初期,动力波洗涤技术开始在国内有色金属冶炼和化学工业中得到应用,例如:金隆铜业有限公司于1994年4月建立了375 kt/a单质铜冶炼烟气制硫酸的生产线;湖北黄麦岭磷化工集团公司在2004年7月建立了120 kt/a硫铁矿炼制同时制酸的生产线[2]。同时,利用碱与酸易于反应的原理,将该技术应用到脱除烟气中SO2、氮氧化物、有机酸等酸性污染物上,取得了良好的应用效果。安徽铜陵有色金属公司第一冶炼厂在2001年7月首次建立了硫酸生产的尾气净化装置;2006年,湖北宜化集团有限责任公司的电厂投用了动力波烟气脱硫系统。由于动力波洗涤技术能巧低、净化效率高、喷嘴不易堵塞,运行的设备都取得了优良的效果[3]。
2 动力波脱硫技术在4#硫磺的应用情况
2.1 4#硫磺工艺流程简介
4#硫磺主要由常规克劳斯制硫、尾气净化和液硫脱气这3部分组成,其中克劳斯制硫单元由A系列(80 kt/a)、B系列(80 kt/a)两部分组成,两个系列流程相同,制硫反应完成后并入同一管线进入尾气净化单元。
酸性气进入燃烧炉与空气反应生成硫,经过冷凝回收硫,剩余的过程气经过加热,在催化剂作用下继续反应生成硫,通过加氢反应器还原成H2S,再经过急冷和吸收,净化后的尾气进入焚烧炉焚烧后排入烟囱。生成的液硫在液硫池中停留一段时间,在改造前通过鼓入空气,将液硫中的硫化氢及硫蒸汽脱出,通过蒸汽抽射器送至尾气焚烧炉焚烧后排至烟囱(见图3)。
装置尾气净化系统采用中国石油化工股份有限公司齐鲁分公司开发的“LS-DeGAS”液硫脱气及其废弃处理成套技术,液硫中H2S质量分数脱至10 μg/g以下,废气中氧体积分数小于1%。溶剂再生采用两级吸收、两段再生工艺,比常规的溶剂一级吸收、一段再生工艺吸收效果更好,可节省重沸器蒸汽约30%,大大降低操作费用。
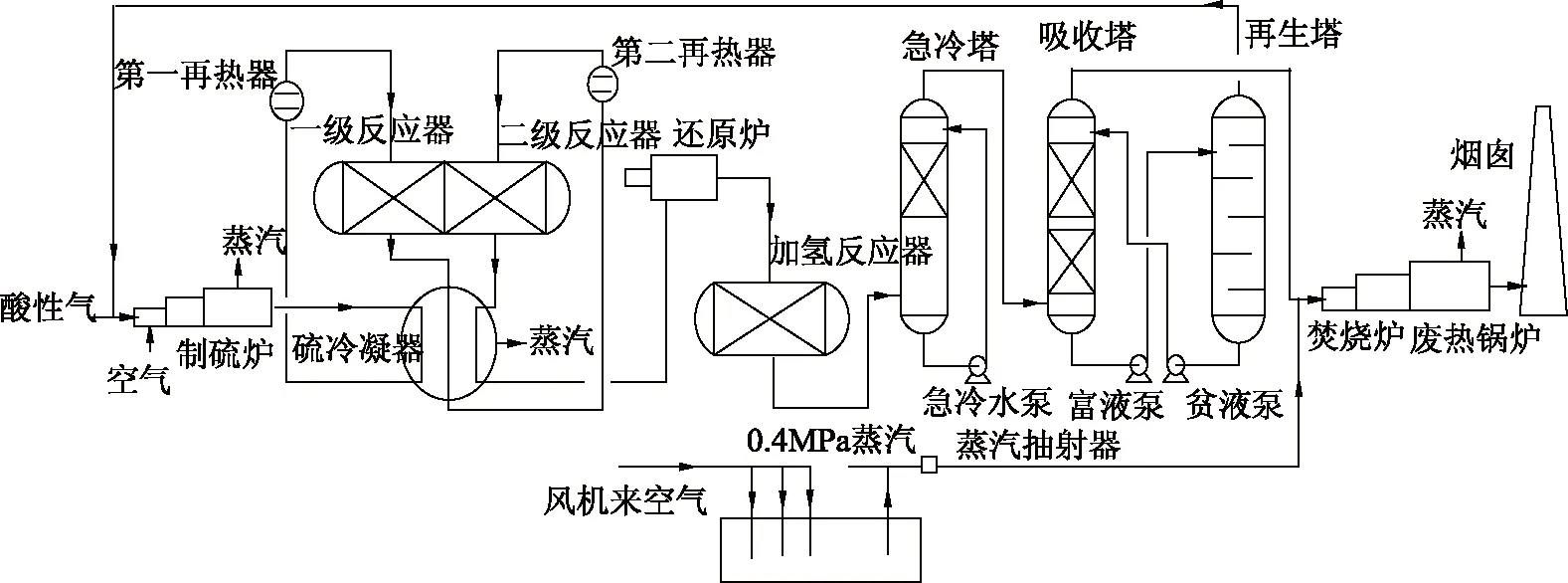
图3 改造前4#硫磺流程
2.2 动力波技术改造工艺流程介绍
4#硫磺动力波技术改造工艺流程可分为烟气换热、碱液供应和分离塔脱硫3个部分(见图4)。

图4 动力波技术改造流程
(1)烟气换热
来自尾气焚烧炉蒸汽发生器(E-6303)的烟气,与从新增分离塔(T-6701)塔顶排放出的净化尾气通过进出口换热器(E-6701)进行换热,然后这股烟气垂直进入逆喷进料管(V-6701)顶部。
(2)碱液供应
从界区外通过外管道输送来的30%NaOH,分为两路:一路直接通过调节阀AV-14201A/B进入洗涤水的循环管道,输送至分离塔脱硫系统;另一路先进入碱液储槽(D-5407)存储,在装置发生异常或开停工期间,通过碱液泵(P-6805)输送至分离塔脱硫系统。
(3)分离塔脱硫系统
烟气逆流对冲湿式洗涤脱硫:经换热后的烟气垂直进入逆喷进料管(V-6701)顶部,与通过大口径的喷头喷出的吸收液逆向接触,吸收液从喷头出来后与气体接触形成泡沫区。这种高湍流的驻波泡沫区是由液滴和气体接触高传质产生的,泡沫区使液滴不断的冷却和更新,迅速冷却烟气和吸收SO2。接触后的液体进入分离塔(T-6701)塔底,吸收的烟气向上通过塔内设置的双层折流板除雾器,除去夹带液滴后的净化烟气,从分离塔(T-6701)塔顶排出,进入现有烟囱(A-6301)高点排放。分离塔(T-6701)的塔底液相,大部分作为脱硫系统的洗涤水通过循环泵(P-6801A/B)返回进料管(V-6701),其余含Na2SO3、NaHSO3的含盐废水则经排液泵I(P-6802A/B)与排液泵II(P-6803)通过外管道输送至上海石化环保水务部进行处理。
工艺水补充与除雾:逆流对冲湿式洗涤脱硫系统的水损失主要是饱和尾气带走的水和硫酸钠外排时携带的水分,这些水通过补充除盐水来维持分离塔(T-6701)塔底液位。经过逆流对冲湿式洗涤后的尾气进入除雾区分离夹带的液滴,并通过二层折流板除雾器除去所含的吸收剂液滴后进入烟囱高点排放。除雾区设置的清洗喷淋喷嘴组定期启动,以防止除雾器结垢堵塞。
2.3 动力波技术改造后的运行情况
4#硫磺尾气碱洗动力波技术改造于2017年6月18日中交,并于6月30日完成生产准备,从抽碱洗装置脱硫尾气放烟囱盲板,到抽含硫尾气进碱洗装置盲板,尾气旁路逐渐关闭,尾气改进后碱洗装置,直至尾道气旁路阀全部关闭,尾气全部改进尾气碱洗系统后装置正常开车,操作参数见表1,碱洗前后尾气组成见表2。
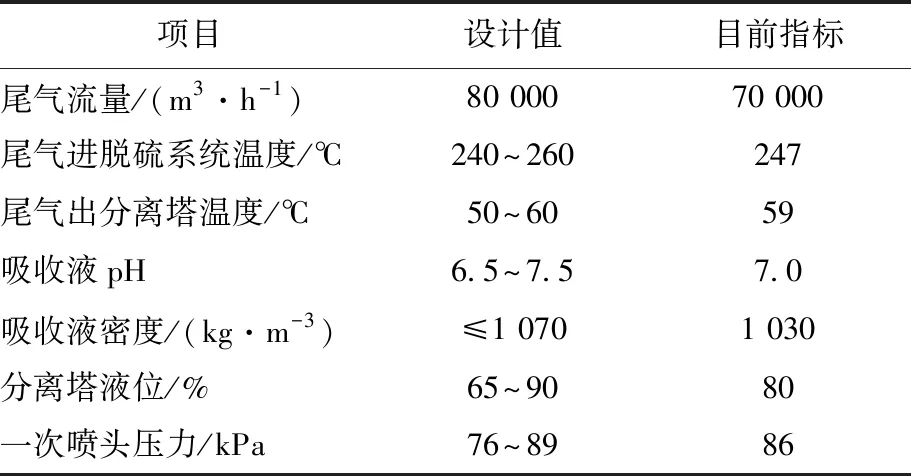
表1 尾气碱洗装置操作参数
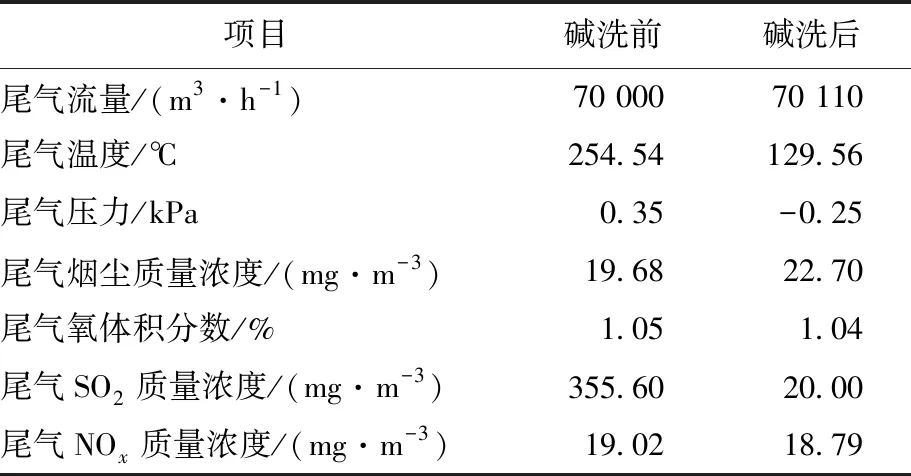
表2 碱洗前后尾气组成
在表1~2操作条件下,SO2排放值由投用前的350 mg/m3降至20 mg/m3以下,远低于新国标的要求。
对运行数据进行核算,结果如下。
(1)投用后实际负荷为设计负荷的87.50%,系统各项参数均在设计范围内,运行情况良好。
(2)投用后尾气SO2质量浓度为20 mg/m3,低于50 mg/m3的设计值,SO2脱除率为94.38%,SO2脱除效果良好;尾气烟尘浓度反而有所上升,可能是因为尾气烟尘浓度本身较低,尾气温度降低导致水汽含量升高,检测数据显示尾气烟尘浓度上升;尾气NOx质量浓度稍有下降,脱除率仅1.21%,表明在现有条件下,动力波技术并不适用于硫磺尾气的NOx脱除。
(3)投用后系统尾气流量及氧体积分数均无明显变化,系统压降上升了0.6 kPa,增加的系统压降较低,对硫磺制硫系统影响较小,表明动力波技术完全适用于硫磺装置的改造。
2.4 动力波技术改造运行存在问题及对策
2.4.1 烟气换热器换热效果未达到设计值且换热效果持续变差
烟气换热器(E-6701)自投用时即未达到换热效果,运行过程中换热效果呈持续下降趋势(见表3)。
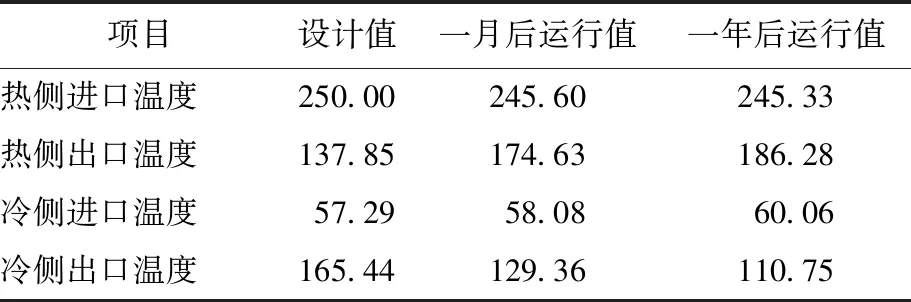
表3 烟气换热器(E-6701)进出口温度变化情况 ℃
由表3可见:换热器热侧和冷侧进口运行值较设计值变化很小,但热侧出口温度运行初期较设计值高37 K,冷侧出口温度较设计值低36 K。主要原因是换热器制作与原设计有差异,导致进进料管的烟道气温度过高,洗涤水温度偏高,去烟囱的烟道气温度过低,运行一年后热侧出口温度运行初期较运行初期高12 K,冷侧出口温度较运行初期低19 K。这是由于运行过程中除沫网除沫效果较差,部分液滴带入换热器,导致换热器内部结盐,换热效果降低,同时系统压力升高,热侧进口压力从0上升至目前的2.2 kPa,且当环境温度低于10 ℃或环境湿度较大时,烟囱容易冒“白烟”。针对换热效果差的问题,已多次与设计部门沟通,而设计上无冲管线,装置目前接临时除氧水对换热器内部进行冲洗,每次冲洗效果较好,但从长周期运行看来系统压力呈持续上升趋势,需择机停工检修。
2.4.2 事故状态无法运行
装置在运行中发现,当事故循环泵(P-6801C)开启时,会发生一系列“奇怪”的现象:溢流管大量出水且分离塔液位不断降低;分离塔底部现场磁翻板液位计液位快速降低;循环液密度快速降低至800 kg/m3以下,循环液pH快速上升;一次喷头压力不稳定,上下剧烈波动等。设计部门两次邀请杜邦公司技术人员到现场技术交流,通过多次讨论,初步结论为事故循环泵(P-6801C)开启时循环水量过大,在分离塔内形成涡流,循环液大量夹带烟气,造成上述一系列现象。根据杜邦公司及设计部门的建议,准备下次检修时在分离塔内增加导流板,防止涡流的产生。
2.4.3 系统补碱液压力低
4#硫磺尾气治理项目于2017年6月底投用后,由于4#硫磺处于联合装置末端,收碱管线在上海金山石化物流股份有限公司(以下简称金石物流公司)开一台4 m3/h碱液泵的情况下,管网压力偏低,碱液无法直接进入尾气吸收逆喷进料管(V-6701),目前碱液通过C2装置收碱管线进碱液罐存储(D-5407),再由罐底碱液泵(P-6805)升压后进V-6701。由于P-6805设计上没有备泵,长期处于单泵运行状态,一旦该泵故障后不能通过外管网正常收碱,则会造成4#硫磺尾气排放超标。装置制定应急预案,一旦4#硫磺P-6805不能正常运行,则立即通知总值班长,炼油部调度通知总调金石物流公司立即开启15 m3/h应急碱液大泵,通过DN80 mm碱液管线增加碱液输送,并通知正常用碱装置(4#炼油、5#炼油)立即停止收管网碱液,确保4#硫磺直接收外管网碱液压力,防止碱液中断后尾气排放超标。根据目前存在问题制定以下措施:(1)P-6805单泵运行,不能正常检维修,机泵故障风险大,上报零星项目增加一台备泵;(2)卫六路金一路口至金石物流公司旧碱液管线管径偏小(DN50 mm),第一联合装置大修时,将该管线扩径至DN80 mm;(3)4#硫磺碱液罐液位尽量高控,碱液罐液位控制在75%~85%。
3 结论
与其他技术相比,动力波逆喷洗涤技术具有较多技术特点,完全适用于硫磺回收装置的烟气脱硫,同时也存在一定问题。
(1)动力波技术工艺控制简单,操作灵活,在操作中只需要控制好喷头压力及循环液的pH,控制较为稳定。脱硫系统运行稳定,操作弹性高,能适应硫磺烟气波动大的特点,且兼顾开停工工况;占地面积较少,可以适应老装置的建设。本次为动力波脱硫技术首次应用于国内大型硫磺回收装置,经改造后尾气SO2由355 mg/m3降至20 mg/m3以下,脱除率高达94.38%,远低于新的国家排放标准,表明动力波技术在处理硫磺尾气脱硫方面,有着较高的应用和推广价值。
(2)在设计时虽然考虑到了烟气带液及塔底涡流问题,并设置了两层除沫网和防涡器,但由于硫磺烟气量较大,烟气带液问题依然严重,导致含盐烟气在换热器内部结垢导致换热器效果持续下降,排烟温度较低,当环境温度低于10 ℃或环境湿度较大时,烟囱容易冒“白烟”。同时事故泵开启时循环液循环量较大,在分离塔内形成涡流,形成一系列“奇怪”的现象,事故泵无法运行,根据设计部门建议,需在下次检修时增加导流板整改。
