飞秒激光烧蚀纳米孪晶金刚石的研究∗∗
2019-02-27陈俊云李召阳王海东
陈俊云 李召阳 王海东
(燕山大学车辆与能源学院,河北秦皇岛066004)
单晶金刚石(SCD,single crystal diamond)因具有较高的硬度、优异的抗磨损性能和化学稳定性,是超精密切削领域的理想刀具材料[1]。但是各向异性、高温稳定性差和易解理等特征使SCD刀具无法满足光学玻璃、陶瓷、碳化钨等硬脆材料切削加工的要求[2]。为了解决SCD刀具在硬脆材料超精密加工领域存在的问题,日本学者曾在2003年研制出纳米多晶金刚石块材,它具有各向同性、无解理特征且略高于SCD的最高硬度[3]。研究表明,纳米多晶金刚石刀具在硫化锌和碳化钨模具切削中表现出比SCD刀具更高的抗磨损性能,但是刀具磨损仍然严重,切削精度达不到纳米级。
2014年,超硬纳米孪晶金刚石块材(ntD,nanotwinned diamond)在燕山大学亚稳材料制备技术与科学国家重点实验室研制成功[4-5]。ntD为致密的多晶结构,每个纳米晶粒内部具有平均厚度约5 nm的孪晶组织,其维氏硬度达到了200 GPa,ntD材料的硬度是SCD硬度的两倍。ntD材料具有各向同性、无解理特征、韧性好等优势。高温稳定性是衡量刀具材料抗磨损性能的关键指标。ntD在空气中的起始氧化温度约1 000℃,比SCD高200℃[6]。因此,ntD有望成为在硬脆材料的超精密加工领域的理想刀具材料。然而超高的硬度和高温稳定性为ntD材料的应用带来了巨大的挑战。前期研究表明将ntD材料研磨至镜面的周期约为SCD的15~20倍,加工效率太低[7]。为了满足超精密切削刀具制造需求,目前急需探索一种针对ntD材料的高效率成形加工技术。
超短脉冲激光能够高效率、无损伤地创成复杂几何形状,近年来在超硬刀具制造领域得到了广泛关注和深入研究[8]。飞秒激光加工以多光子电离和碰撞电离的形式去除材料,无热损伤,加工精度相对较高[9-10]。因此,本文拟采用飞秒激光加工技术实现ntD材料的成形加工,通过实验研究ntD材料与飞秒激光束的相互作用过程、激光加工轮廓的仿真预测、高效率成形加工工艺等内容,从而解决ntD材料刀具制造中的高效率成形问题。
1 飞秒激光加工ntD的实验研究
1.1 实验设备与样品
本文中飞秒激光微加工系统由飞秒激光器、光路系统、成像系统、三维工作台等组成。飞秒激光器为美国Coherent公司的掺钛蓝宝石飞秒激光器,激光模式是TEM11厄米-高斯光束。输出激光中心波长为800 nm,脉冲宽度为33 fs,重复频率为1 kHz,最大脉冲能量7 mJ。实验样品为直径2 mm的ntD块材,激光加工之前表面研磨至表面粗糙度Ra<20 nm。
1.2 建立等效脉冲模型
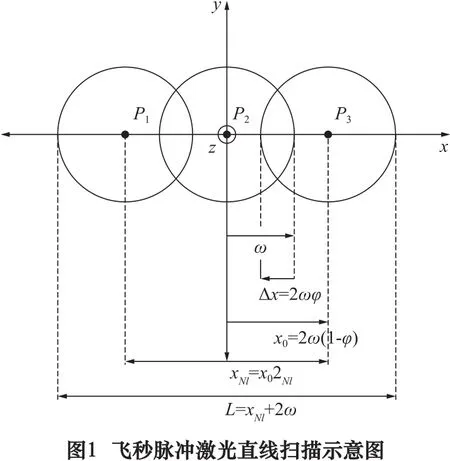
飞秒激光对材料的烧蚀阈值与激光光斑有效辐射半径内的脉冲数有关,而光斑内脉冲数可用等效脉冲数来描述[11]。在直线扫描路径上,相邻激光脉冲光斑之间的距离由扫描速度和脉冲的重复频率确定,相邻脉冲间距x0由式(1)表示:

式中:v为直线扫描速度。由于激光分布并非理想的圆形,所以烧蚀区域呈椭圆形,为简化计算,将烧蚀区域简化为圆形,实验结果表明烧蚀半径ω=25μm。脉冲激光直线扫描模型如图1所示,以原点(0,0)为起始点,沿着x轴正半轴分布NL个点,y轴正半轴同样分布NL个点。光斑重复率φ由式(2)表示:

假设在路径上的任一圆形区域内的等效脉冲数为Neq,所扫描的直线路径中激光光斑总个数为2 NL,首尾两点之间的距离为XNL=x0.2 NL。激光扫描过的直线上局部光斑密度和整体光斑密度一致,可由公式(3)表述:

结合式(1),等效脉冲数Neq满足公式(4):

1.3 激光加工实验中的能流密度分析
由于飞秒激光对材料的烧蚀阈值是关于脉冲数的函数,等效脉冲数公式可用于计算激光直线扫描时对材料的烧蚀阈值。在本实验常用的激光功率范围内,烧蚀半径可近似为一定值;实验中的激光重复频率也是定值,根据式(4),等效脉冲数仅与激光扫描速度呈反比关系。飞秒脉冲激光直线扫描ntD时产生烧蚀的阈值能流密度φth(N)如公式(5)所示:

本实验中飞秒激光的实际能流密度φ由式(6)表示:

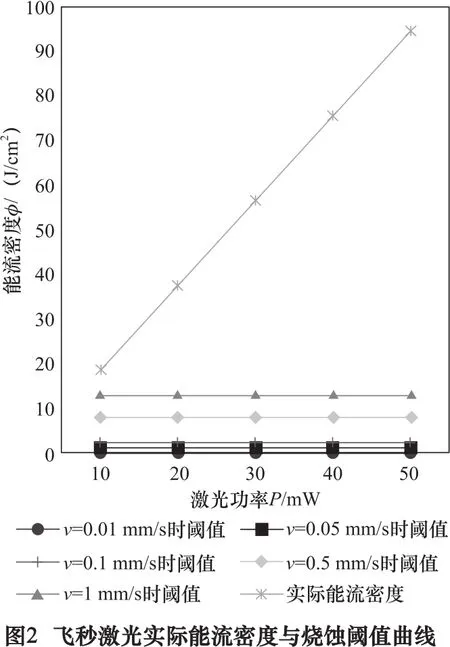
上述式中:P为激光功率;f为激光重复频率;N为等效脉冲数;S为累积系数;ω0为激光束腰半径;ω为光斑半径。飞秒激光直线加工实验中,激光功率能够影响激光照射到材料表面的能流密度,而扫描速度可以改变阈值能流密度的大小。如果阈值能流密度大于实际能流密度,则材料不会产生烧蚀现象,因此通过改变激光功率和扫描速度两个重要参数,可以控制材料的烧蚀现象的发生并且改变材料的去除速率。实验中所用扫描速度和功率下对应的实际能流密度与烧蚀阈值曲线如图2所示。
可以看出,激光加工的实际能流密度与扫描速度无关,与激光功率呈正比;飞秒激光对ntD材料产生烧蚀的阈值能流密度与激光功率无关,与扫描速度呈正相关关系。实验选用的工艺参数与有限元仿真参数相同。从图2可以看出,最小的实际能流密度均大于阈值能流密度的最大值。根据本文建立的等效脉冲模型以及阈值能流密度、实际能流密度的计算公式,可以从理论上计算实际与阈值能流密度之间的差值,进而估算激光加工的材料去除效率。
1.4 直线微槽加工实验结果分析
飞秒脉冲激光直线扫描加工后,用扫描电子显微镜检测微槽形貌,如图3所示。
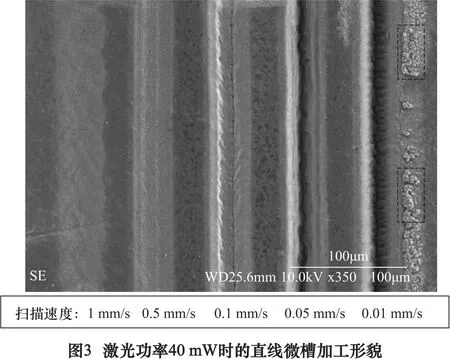
在相同的激光入射功率下,随着扫描速度的增加微槽的深度逐渐减小,宽度变化不大,深宽比逐渐减小,形貌特征越来越不明显,因此等效脉冲数是影响材料烧蚀的主要因素。当使用0.01 mm/s的扫描速度时,激光对材料的烧蚀现象最明显,微槽边缘重铸现象严重,重铸颗粒直径约5μm,加工质量最差 ,但是加工效率最高,微槽深宽比最大。扫描速度0.1 mm/s时,槽内粗糙度值较大,微槽边缘无明显重铸现象,但边缘不平整质量稍差,出现明显的波浪状结构。扫描速度1 mm/s时,加工质量最好,烧蚀区域与样本未加工区域形貌基本相同,两区域无明显界限,粗糙度无明显差异,微槽深宽比最小,材料去除量小,加工效率最低。
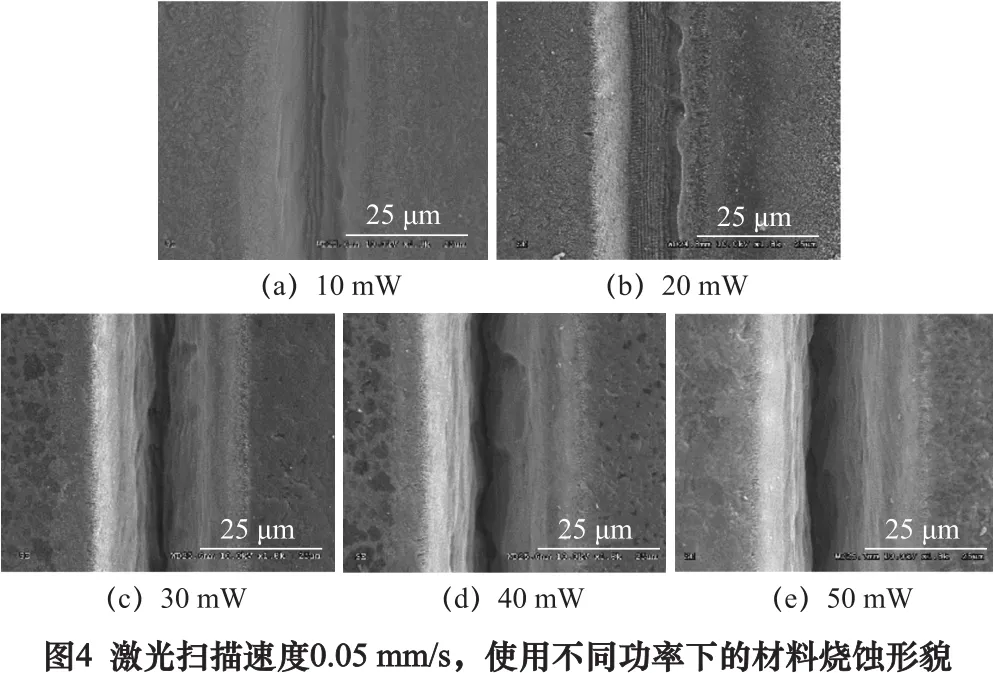
扫描速度为0.05 mm/s,不同激光功率下加工微槽形貌如图4所示。由图可知,随着激光功率的增加,激光扫描宽度基本不变,微槽的宽度、深度均增加,深宽比增大。在此速度下,激光功率在10 mW至50 mW变化时,微槽边缘都没有明显的重铸现象,扫描质量都比较理想,其中激光功率为50 mW时,材料去除率最高。
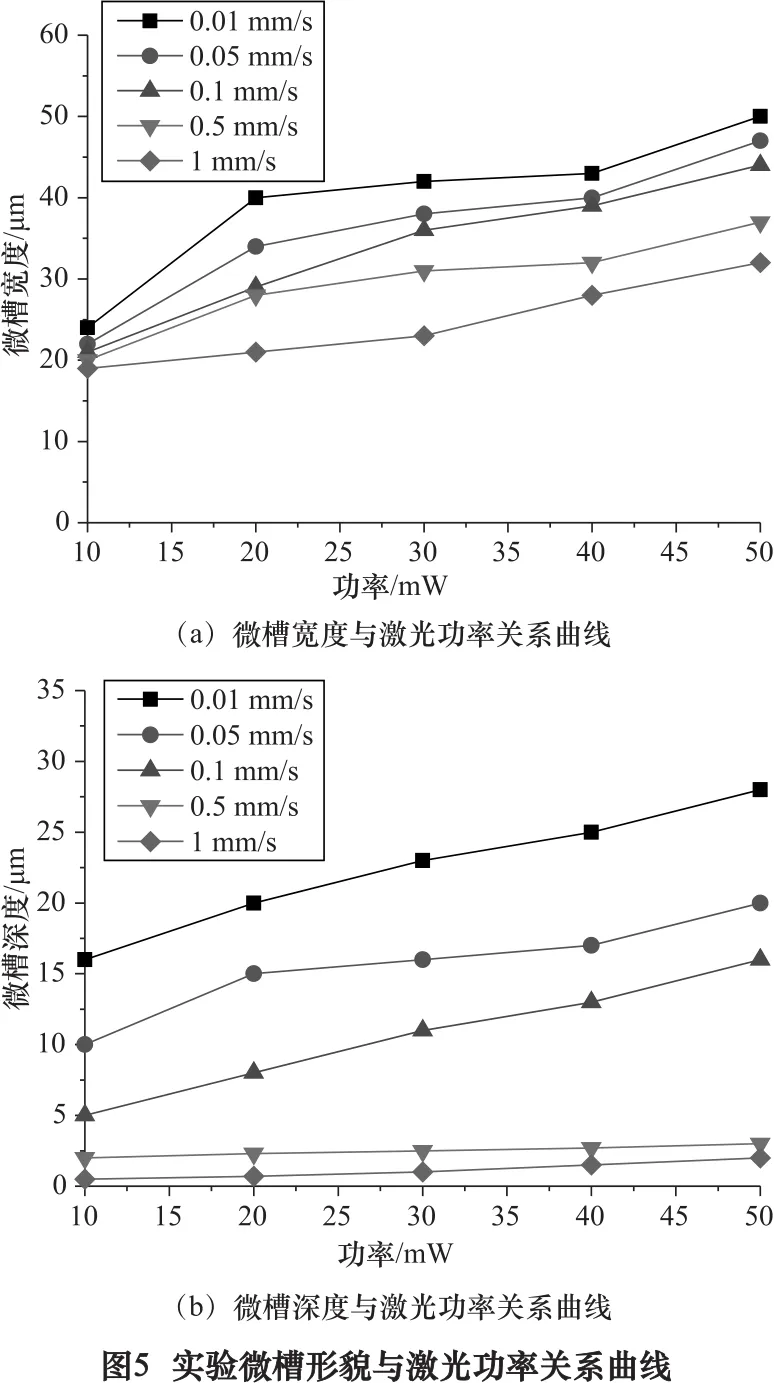
2 实验结果分析
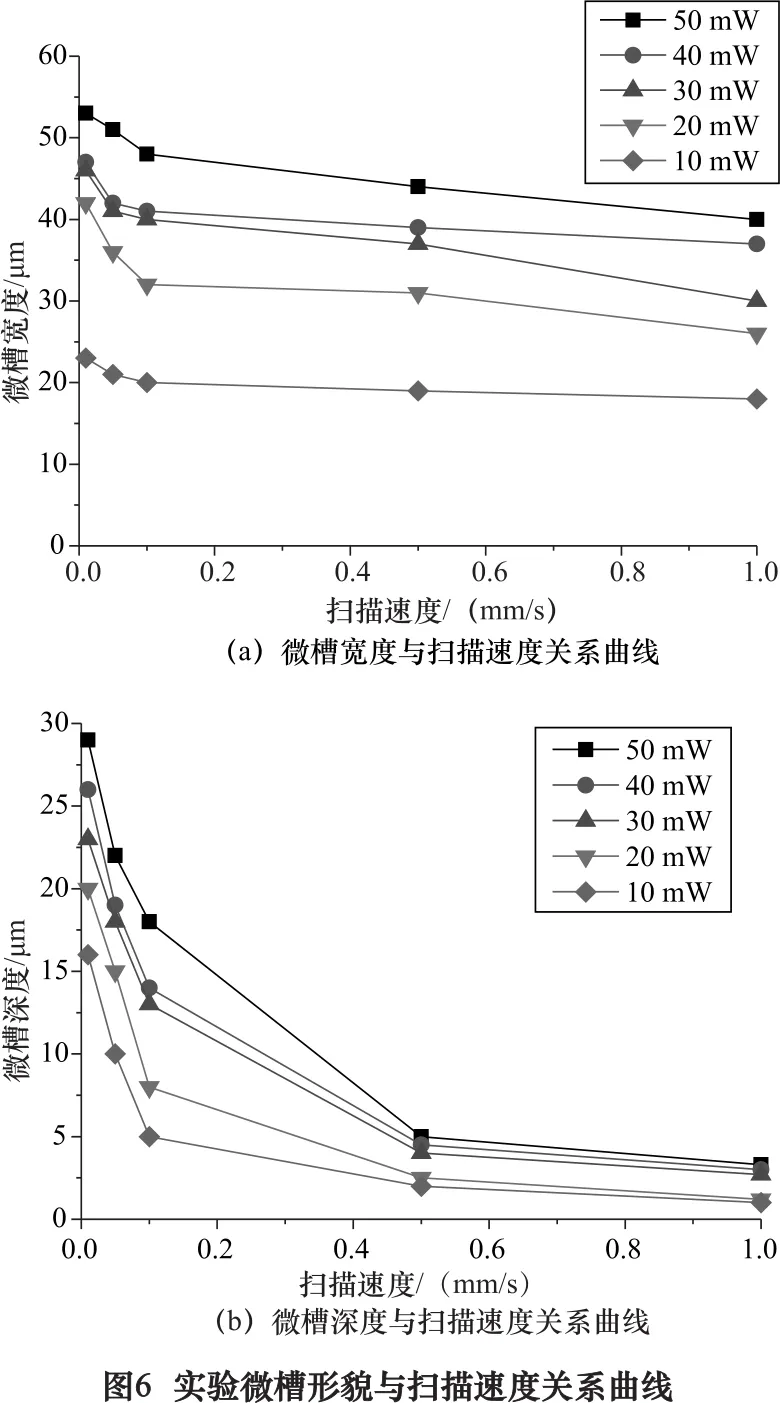
使用激光共聚焦显微镜(Olympus,S-3000)对微槽深度和宽度进行测量。通过对不同激光功率和扫描速度下槽的宽度和深度数据的对比分析,发现在激光加工微槽中,微槽深度、宽度的变化随扫描速度的变化更加明显,其中微槽深度随扫描速度变化更加显著。通过对激光直线微槽加工实验的结果分析可知,与激光功率相比,扫描速度为主要影响因素。实验结果如图5和图6所示。
通过图中曲线对比,扫描速度为0.01 mm/s、0.05 mm/s、0.1 mm/s时,微槽宽度、深度受扫描速度影响较大,特别是当激光功率大于40 mW时微槽深度受激光功率影响较大,槽深随功率的增加而快速增大,如图5a、b所示;此外,当扫描速度为0.5 mm/s时,微槽宽度受激光功率影响较大,深度所受影响较小,如图6a、b所示;最后,当扫描速度为1 mm/s时,微槽很浅,宽度受激光功率影响较小,且深度基本不受激光功率影响。
3 ntD刀具的飞秒激光轮廓加工
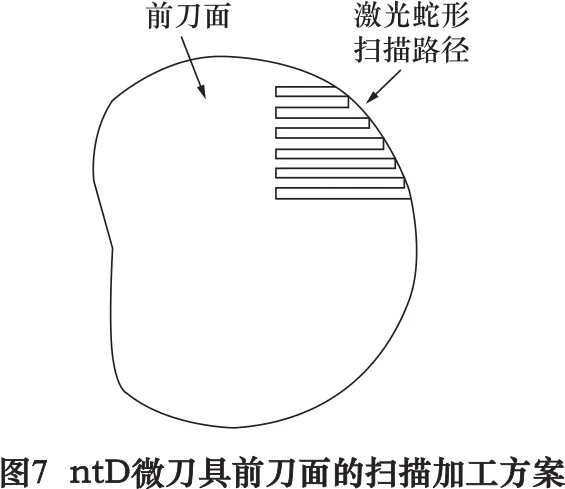
根据ntD材料的机械物理性能,面向硬脆材料的超精密切削刀具为其主要应用领域。为了验证飞秒激光加工在ntD刀具高效率轮廓成形中的有效性,本文将ntD块材用飞秒激光加工成刀尖圆弧半径650 μm,前角为0°,后角为7°的圆弧刃切削刀具。根据激光加工的实验研究结果,选取0.05 mm/s的扫描速度和50 mW的激光功率对后刀面进行切割。前刀面对粗糙度要求高于后刀面,因此采用1 mm/s的切削速度和10 mW的激光功率,蛇形扫描加工前刀面,如图7所示。
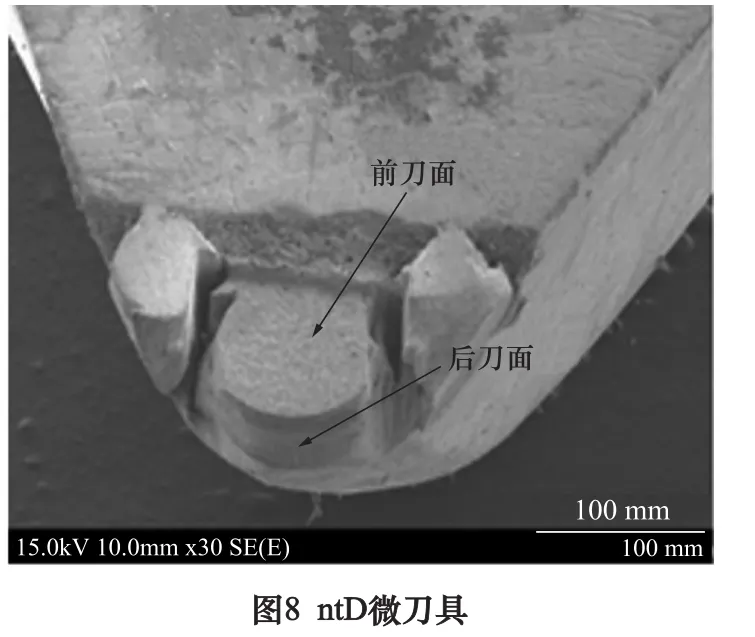
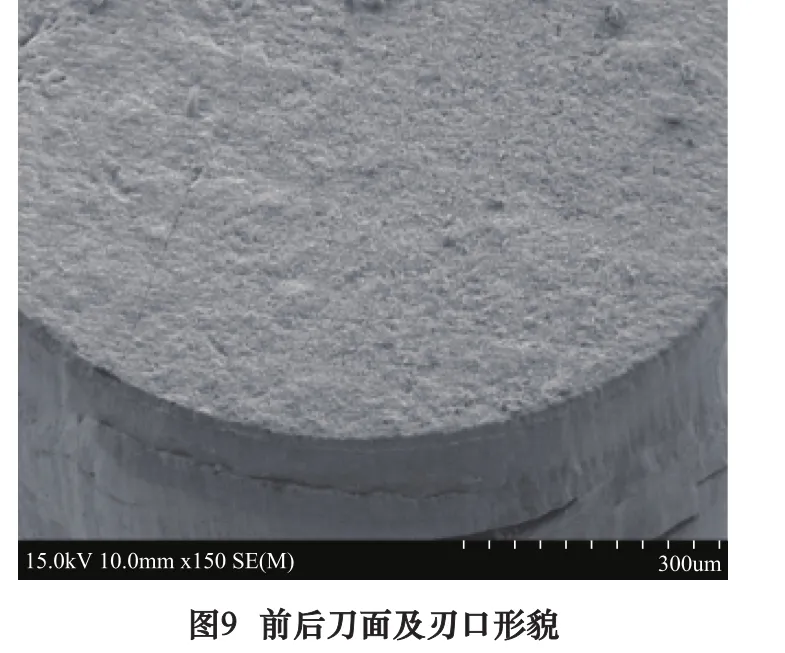
飞秒激光加工后的ntD微刀具全貌如图8所示,前后刀面及刃口形貌如图9所示,整个加工过程仅用16 h,远远高于机械研磨的效率。采用激光共聚焦显微镜(LSCM)测量刀面的表面粗糙度和刃口钝圆半径,对20个不同区域进行测量,平均粗糙度Ra=0.23 μm。切削刃钝圆的半径值为1.9μm。综上,本文利用光斑束腰半径为5.8μm的飞秒激光制备出了平均切削刃钝圆半径为1.9μm的ntD微切削刀具,且刃口形貌比较规则,切削刃钝圆区域平滑完整,能够满足ntD刀具高效率轮廓加工的要求。
4 结语
针对维氏硬度远高于单晶金刚石硬度的新型纳米孪晶金刚石(ntD)材料,本文研究ntD材料在飞秒激光束下的蚀除过程、激光加工轮廓、高效率成形加工工艺等内容,得出了如下结论:
(1)根据直线微槽加工特点,本文建立了等效脉冲数模型,可以从理论上计算不同工艺参数对应的阈值能流密度和实际能流密度,通过比较实际与阈值能流密度之间的差值估算激光加工的材料去除效率。
(2)微槽深度和宽度均会随着激光功率的增大、扫描速度的降低而增大;在相同扫描速度条件下激光功率对槽的宽度影响较小,并且深度基本不受激光功率影响;扫描速度为微槽表面质量和表面轮廓的主要影响因素。
(3)ntD刀具的轮廓加工结果,验证了飞秒激光在ntD块材的高效率成形加工中的可行性和有效性,但是针对ntD刀具的飞秒激光扫描策略及工艺参数仍需进一步研究。
.知识窗.
全熔透焊接(full penetration weld)整个接头断面上,从表面到背面焊縫金属熔为体的焊缝设计称之。为此,当单面或双面焊接时不能保证透熔时,则必须借助各种坡口型式来得到保证。
全启式安全阀(full opening type safetyvalve)指开启高度等于或大于阀座喉径的1/4的阀门。做成急开式(阀瓣在开启的某瞬间突然跳起,达到全开高度),主要用于气体或蒸汽介质的场合。
全面生产维修(total productive maintenance)以使总的设备效率达到最高水平为目标,树立以设备一生为对象的生产维修的全面体制。它是全员参加一不仅设备的计划部门、使用部门、维修部门等所有部门,而且上自企业最高领导下至第一线作业人员悉数全面参加,并通过小组自主的活动来推行的生产维修。
全盘自动化系统(fully-automatic system;un-manned system)从顾客的订货分析到产品发送出厂,整个工厂的全部生产活动包括设计管理,加工装配、检测、物料搬运以及存库等各项工作,都由计算机进行控制,由相应的自动化机构及机器执行。这种生产系统称为全盘自动化系统。又称无人化工厂。
自动焊机头(automatie welding head)简称机头,是指自动电弧焊机的操作组件中,将焊丝从焊丝盘中引出、直到熔化端的各种机构的组合总称。通常包括送丝、矫直、位置与角度的调整、导电、输送焊剂或保护气体,冷却等机构。
