米酒酿造新工艺研究
2019-02-25刘幼强曹荣冰何松贵
刘幼强,曹荣冰,何松贵
(广东省九江酒厂有限公司,广东佛山528203)
通过酿造工艺的革新实现高效、节能、低耗是白酒酿造行业发展的重要方向。米酒酿造工艺单位能耗高,且洗米和蒸煮等工艺带来的废水、废渣等会造成较大的环境污染,也造成了大量的营养物质的流失,与国外先进工艺水平相比,还存在原料浪费、工艺不够精细、质量波动、耗能稍高等问题。
本项目选用国内外的不同地区所产的大米为原料,研究其不同加工程度对发酵酿造及产品口感品质的影响,最终通过不同工艺参数的试验及在线验证,通过口感品评及风味指纹图谱、淀粉利用率、理化指标等开发既节能低耗又高品质的米酒酿造新工艺,为开发口感纯净、高品质的新型米酒提供技术支撑。
1 材料与方法
1.1 材料
试验大米米种:江浙大米、广东台山大米、广西大米、东北大米、东南亚大米(均为糙米)。
采用单因素试验,分别对比不同产地的大米对最终酒体口感方面的影响。
方案设计见表1。
酒体口感品评分值范围:0~4分,从香气特征、口味特征、口感特征3个大项综合考量酒体的口感情况。
1.2 试验方法
1.2.1 原料大米预处理方法的确定
原料大米(江浙大米)的加工程度:糙米(玄米)粉、胚芽米粉、白米粉。
采用单因素试验,分别将稻谷经过脱壳、去米糠层、去胚芽制备出相应的加工程度的糙米(玄米)、胚芽米、白米。
试验方案设计:米种为江浙大米,试验号1为粉碎的糙米,试验号2为脱糠、粉碎的胚芽米,试验号3为脱糠、脱胚芽、粉碎的白米,试验设计见表2。

表1不同原料米种的试验设计

表2 原料不同加工程度的试验设计
酒体口感品评分值范围:0~4,从香气特征、口味特征、口感特征3个大项综合考量酒体的口感情况。
1.2.2 精白米的精度选择
打磨精度的选择:85%、80%、75%、70%。
在对大米进行不同程度的加工之后,为了得到口感更纯正的基酒,采用单因素试验针对加工后的白米的打磨精度,制备出不同精度的精白米。
试验设计:米种为江浙大米,试验号1的大米经过脱糠、脱胚芽、打磨度85%、粉碎,试验号2大米经过脱糠、脱胚芽、打磨度80%、粉碎,试验号3的大米经过脱糠、脱胚芽、打磨度75%、粉碎,试验号4的大米经过脱糠、脱胚芽、打磨度70%、粉碎,试验设计见表3。
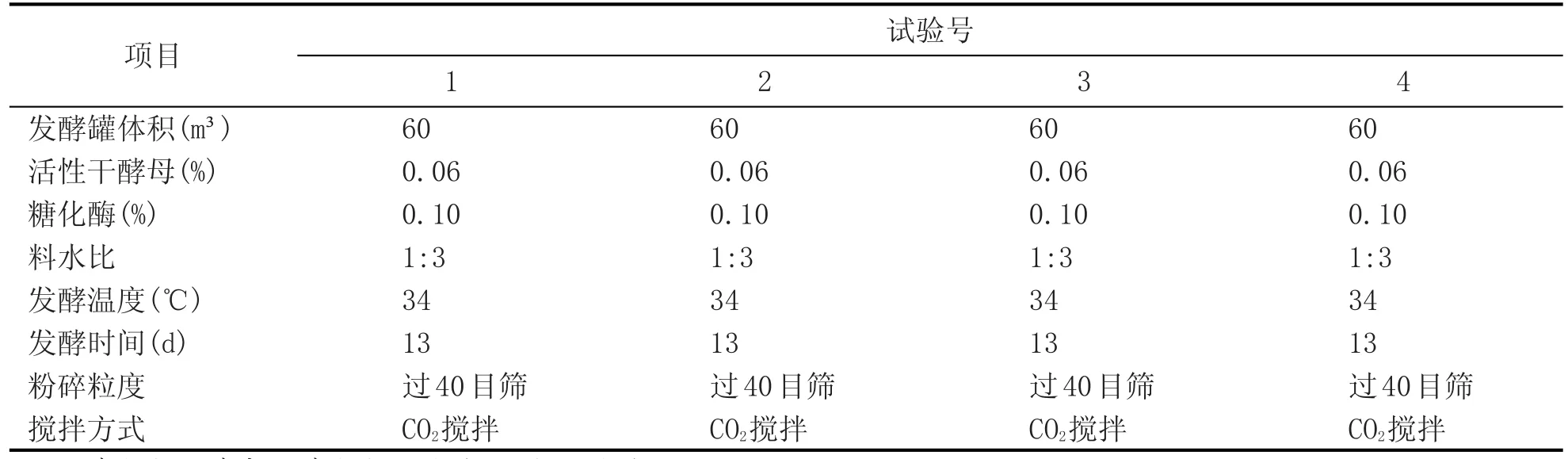
表3 原料大米不同打磨程度的试验设计
酒体口感品评分值范围:0~4,从香气特征、口味特征、口感特征3个大项综合考量酒体的口感情况。
1.2.3 后熟保温发酵对酒体的效果
后酵温度的选择:30℃、32℃、34℃、36℃、38℃。
采用单因素试验,在主酵期基本结束后的第8天开始,通过对大罐加热保温,设定不同的后酵温度进行对比,考察其对最终酒体口感及理化指标方面的影响。
试验设计:米种为江浙大米,经过脱糠、脱胚芽、打磨度80%、粉碎,试验号1—5的后酵温度分别为30℃、32℃、34℃、36℃和38℃,试验设计见表4。

表4 后酵保温发酵的试验设计
酒体理化指标考量包括不同保温温度对酒精度、酸度、乙酸乙酯、乳酸乙酯4项指标的影响。
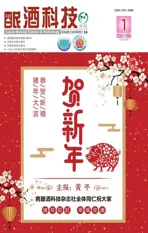
1.2.4 酿造新工艺验证试验(表5)

表5 酿造新工艺验证试验参数设计
大米的加工程度为脱糠+脱胚芽,粉碎粒度为过40目筛,发酵罐体积为60 m3,活性干酵母添加量为0.06%,糖化酶添加量为0.10%,料水比为1∶3,发酵温度为34℃,使用CO2搅拌,发酵时间为13 d。
酒体理化指标考量包括:不同保温温度对酒精度、酸度、乙酸乙酯、乳酸乙酯4项指标的影响;口感品评结果、工艺成本、淀粉利用率等。
2 结果与分析
2.1 原料米种的选择试验结果与分析
2.1.1 原料米种的成本分析及各项指标对照(表6)
由表6可知,江浙大米的价格最便宜,且淀粉含量相对较高,米香也较好,综合性价比最高,而东南亚大米虽然米香好,淀粉含量高,但价格最高,而广西大米和广东台山大米淀粉含量较低,且米香较淡,而东北大米介于中间;故从扩大生产的角度,从最大经济利益方面考虑,选择江浙大米为最优选择。

表6 原料不同的成本分析及各项指标对照表
2.1.2 原料米种对应酒体口感的试验结果(表7、图1)
由表7可以分析出,江浙大米、东北大米和东南亚大米三者酿造的酒体口感好,香气舒适,而广东台山地区和广西大米口感方面稍差些,故从所酿酒体的口感方面也确定了江浙大米为优选米种之一。
2.1.3 原料米种对应酒体的理化指标(表8)
由表8可看出,5个米种的酒体中只有江浙地区的米种总酸含量适中,总酯含量最高达到了1.85 g/L,杂醇油含量相对较低,原料大米中的淀粉利用率也最高,其他的米种所酿的酒体,有的总酸偏高,有的杂醇油太高,或者总酯含量太低,所酿酒体均未达到特级的要求,故以江浙大米为试验以及后期扩大化生产的优选米种。
2.2 原料大米加工程度的试验结果与分析
2.2.1 不同加工程度的大米各项指标对比(表9)
由表9可看出,加工程度越高,其成本越高,将糙米加工至白米时,其米香非常纯正、放香好,而糙米和胚芽米虽然米香存在,加工成本低,但均带有粮食的异杂味,故加工程度选择加工至白米,效果最佳。
2.2.2 原料大米不同加工程度对酒体口感的影响(表10、图2)
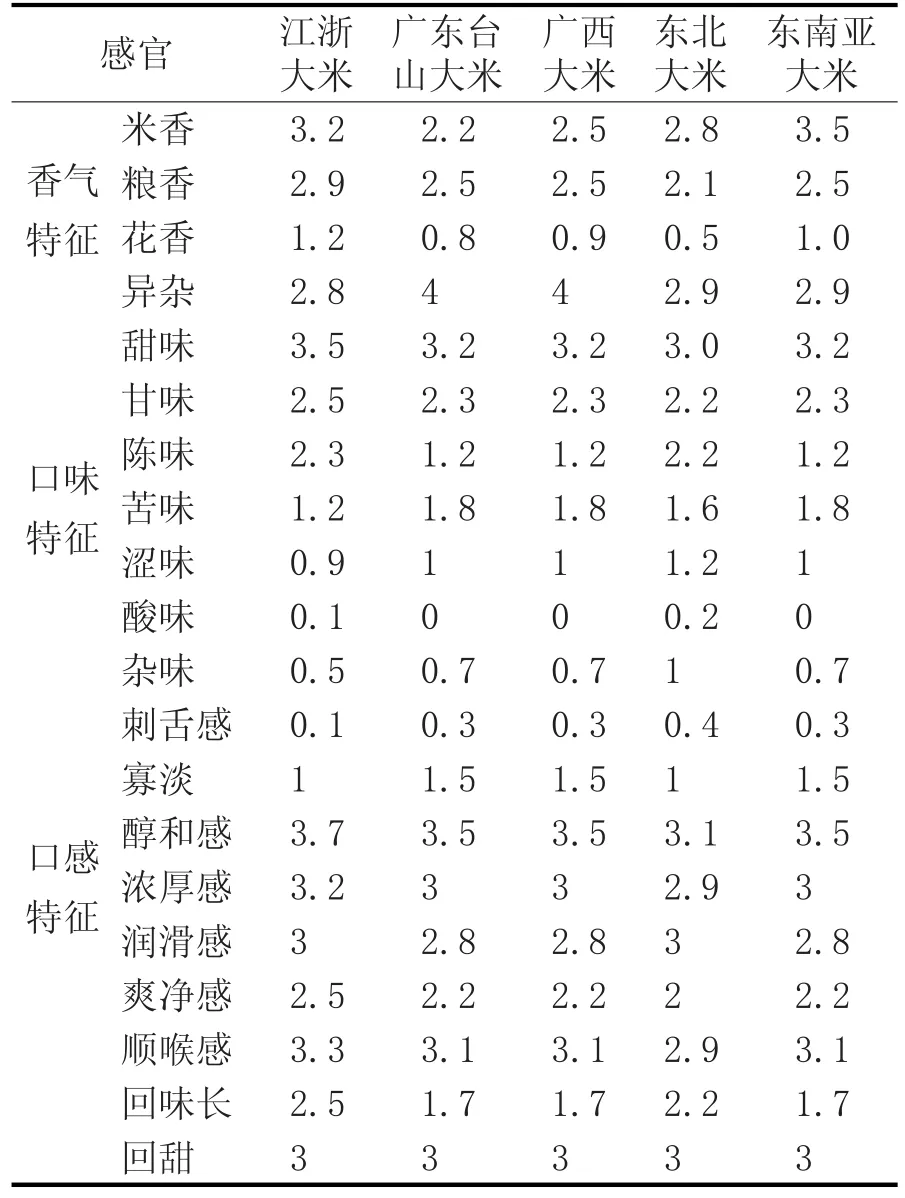
表7 原料米种对应的酒体口感品评结果

图1 原料米种对应的酒体风味指纹图谱

表8 不同原料米种对应酒体的理化指标
表9 原料大米不同加工程度对应指标对比

表10 不同加工程度的大米对应酒体的口感品评结果
结果显示,白米所产的酒体的香气更加浓郁、口味更加醇和、口感纯甜,丰满度和协调性好。分析:由于白米的外壁保护层加工的比较干净,剩下的淀粉所占比例较大,所酿造出来的酒体较为醇和,香气较舒适,异杂味少,故会给酒体带来饮后的舒适感,为消费者特别是年轻群体所接受,是未来酒体的发展趋势,故加工程度越高,淀粉含量越高,其他蛋白质、脂肪以及其他除淀粉以外的物质含量越少越好,越有利于酒体的醇和感。
2.2.3 大米不同加工程度对应试验斋酒理化指标(表11)
从表11可看出,由于糙米粉的外表含有米糠,发酵后的基酒酸度偏大,杂醇油含量较大,但其淀粉利用率相对较低,由于其发酵过程中酸度超标;胚芽米粉的酸度相对较适中,但杂醇油含量偏高,淀粉利用率也略低;而白米粉所酿造的酒体总酸含量适当,总酯含量最高,杂醇油含量也较低,淀粉利用率相对较高,但由于其经过脱糠和脱胚芽的过程,损失了部分淀粉,故此处的淀粉利用率相对上批次的米种试验的淀粉利用率偏低些。

图2 原料大米不同加工程度对应的酒体风味指纹图谱

表11 不同加工程度大米对应斋酒的理化指标
2.3 原料大米不同打磨精度的试验结果与分析
2.3.1 不同打磨精度的大米各项指标对比(表12)
由表12可看出,打磨精度越高,其加工成本越高,但当打磨精度达到80%后,继续提高打磨精度,对提高米粉作用不明显,故从加工成本和米香纯度判断,打磨精度至80%的效果最佳。
2.3.2 原料大米不同打磨精度对酒体口感的影响(表13、图3)

表12 原料大米不同打磨精度对应指标对比

表13 大米不同打磨精度对酒体口感品评结果
结果表明:打磨精度越高,基酒的香气越纯正,但到打磨精度达到80%后,随着精度的继续提高,其口感方面,包括甜味、陈味等提高不明显,故打磨精度为80%的精白米的酒体的口感和加工成本较为合理,为最优选择。
2.3.3 不同打磨精度大米对应酒体的理化指标(表14)
由表14可看出,打磨精度达到80%及以下后,基酒的杂醇油含量降低较为明显,均保持在1.20 g/L以下,但随着打磨精度的继续提高,其淀粉利用率逐渐下降,主要由于打磨工序使得部分淀粉在除蛋白质和脂肪物质过程中被连带去除所致,故选择80%的打磨精度,理化指标达标,同时淀粉利用率也相对较高。

表14 不同打磨精度大米对应酒体的理化指标
2.4 后熟保温发酵对酒体影响的结果与分析
2.4.1 不同的后酵保温温度的酒精度变化情况(图4)结果与分析:其中32℃、34℃、36℃三者的温度与30℃的日常对照样的酒精度差不多,且变化趋势也一样,酿造过程均正常,而当保温温度提高至38℃时,前期的酒精度差不多,但随着时间的延长,酒精度呈现逐渐下降的趋势,且最终的酒精度也明显低于其他4个保温温度的酒精度,故后酵保温的温度最高设定为小于或等于36℃。

图3 大米不同打磨精度对应的酒体风味指纹图谱
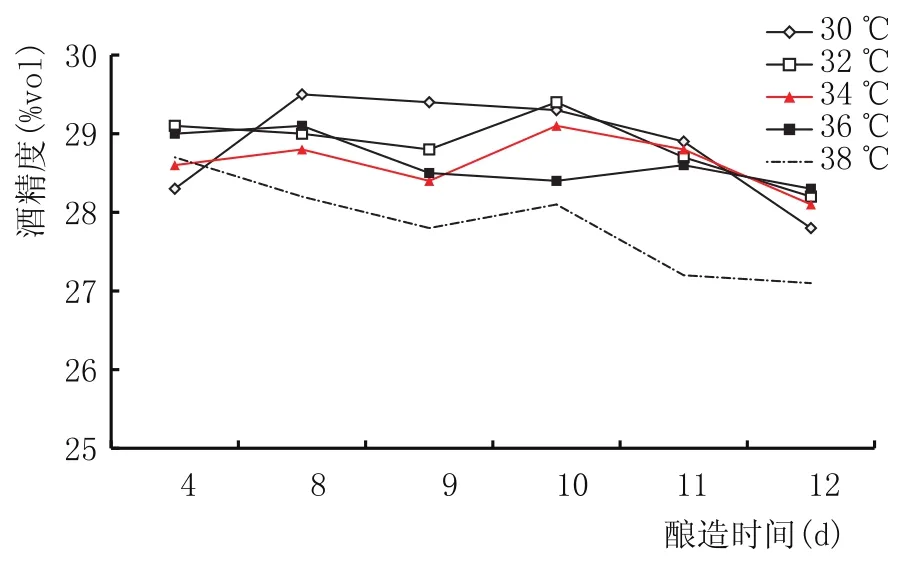
图4 不同的后酵保温温度的酒精度变化情况
2.4.2 不同的后酵保温温度的酸度变化情况(图5)

图5 不同的后酵保温温度的酸度变化情况
由图5可看出,后酵温度越高时,其酸度也增加的越快,而38℃温度条件下,在酿造第12天蒸馏前,其酒体的酸度已经超过了1.0 g/L,已经影响了酿造的出酒率,故确认酿造后酵的保温温度应该小于或等于36℃。
2.4.3 不同的后酵保温温度的乙酸乙酯的变化情况(图6)
结果与分析:从图4、图5所示温度对酒度和酸度的影响规律,结合图6中所示情况可知,在36℃条件下,其乙酸乙酯的含量随着发酵时间的延长不断增大,酿造至第12天蒸馏前时,其酒体中的乙酸乙酯的含量达到了0.60 g/L,符合企业内控标准中对乙酸乙酯需高于0.55 g/L的要求,而30℃、32℃、34℃三者均未能达到此含量,证明后酵保温至36℃时对增加酒体中乙酸乙酯的含量有很好的效果。
2.4.4 不同的后酵保温温度的乳酸乙酯的变化情况(图7)

图6 不同的后酵保温温度的乙酸乙酯含量的变化情况

图7 不同的后酵保温温度的乳酸乙酯含量的变化情况
结果与分析:从图4、图5所示温度对酒度和酸度的影响规律,结合图7中所示情况可知,在36℃条件下,其乳酸乙酯的含量随着时间的延长不断增大,酿造至第12天蒸馏前时,其酒体中的乳酸乙酯的含量达到了0.30 g/L以上,符合企业内控标准中对乙酸乙酯的0.30 g/L的要求,而30℃、32℃、34℃三者均未能达到此含量,证明后酵保温至36℃时,对增加酒体中的乳酸乙酯含量有很好的效果。
2.5 酿造新工艺验证试验结果与分析
2.5.1 酿造新工艺与旧工艺试验酒体口感的对比(表15)
由表15可知,经9位品酒员的品评结果显示,其中3次新工艺的基酒排均优于旧工艺的基酒口感。
2.5.2 酿造新工艺与旧工艺试验理化指标对比(表16)
表16为新工艺和旧工艺的3批次试验效果对比,新工艺的基酒理化指标的总酸、总酯含量均略高于旧工艺,同时杂醇油含量均低于旧工艺,虽然最终的淀粉利用率低于旧工艺,主要由于在打磨精加工过程中损失部分淀粉的缘故,但因除去了蛋白质和脂肪,基酒的口感更加纯正,从基酒的理化指标和口感指标结合的角度综合考虑,新工艺优于旧工艺。
2.5.3 酿造新工艺与旧工艺试验能耗及成本对比(表17)
对比新旧工艺的原料成本和加工成本,2014年度的旧工艺采用的是直接购买江浙皖的二段碎米,再经粉碎制备米粉,二段碎米是稻谷经脱壳、脱糠、脱胚芽、抛光制备食用大米过程中的副产物,其加工工序较多,成本相对高些,制备成发酵原料的成本为2960元/t;而直接购买江浙地区的糙米(玄米)只经过脱谷壳的处理,其加工成本较低,价格便宜,再经过自加工后,加工成本较低,制备成发酵原料的成本为2930.2元/t;最终的吨酒30%vol的成本由2785元/t降低至2740.3元/t,按年产量6万t计算,一年可以节省生产成本268.2万元。

表16 酿造新工艺与旧工艺3批次试验基酒的理化指标

表17 大罐与旧罐发酵试验的能耗及成本一览表
3 结论
3.1 试验结论
本项目主要通过对原料米种的选择、不同程度的加工、不同程度的打磨精度再统一粉碎制备出米粉等进行发酵的探究,同时通过对酿造过程的后酵阶段进行保温处理,提高了酒体的口感和风味。最终确定了节能低耗的米酒发酵酿造工艺。
(1)原料前处理的结论:选用江浙大米作为原料,将大米加工至白米后,再打磨制备精度为80%的精白米,然后粉碎过40目筛。
(2)新工艺酒体的口感品评结果:香气更加浓郁、口味更加醇和、口感纯甜,丰满度和协调性好;能够保证酒体的理化指标达到优级水平,乙酸乙酯含量>0.60 g/L,乳酸乙酯含量>0.30 g/L,或者总酯含量>1.00 g/L,杂醇油含量<1.25 g/L,原料大米的淀粉利用率达到90%左右。
(3)虽然新工艺的原料大米的淀粉利用率有所下降,但酒体质量得到了提高,且由于米种的选择和自加工带来的低成本,使得整个基酒的生产成本得到了明显的下降。
3.2 试验创新点
(1)在白酒行业内,在保证白酒传统口感风味的基础上,酿造口感更纯,香气更加舒适的酒体,实现传统米酒酿造工艺的变革。
(2)本项目将原料大米经过加工处理后,再经过不同程度的打磨,打磨成不同精度的精白米进行酒体酿造,其基酒的口感由于除去了米粒中的蛋白质和脂肪类物质,减少了基酒的杂味,提高了基酒的纯正度,使产品更符合未来消费潮流,特别是迎合年轻人消费需求,也为中高端白酒新品的开发提供指导。