降低硫磺装置尾气中SO2排放的问题研究
2019-02-06曹建清
曹建清
山东海科化工集团有限公司 山东 东营 257000
1 绪论
1.1 研究背景 硫磺装置是石油化工厂最基本的环保装置,主要用来回收酸性水汽提和溶剂再生装置所产酸性气,随着原油硫含量的提高,酸性气处理量日益达到装置的负荷量,硫磺尾气的排放也成为越来越重要的问题,《石油炼制工业污染排放标准(GB31570-2015)》中要求一般地区达到400 mg/m3以下,重点地区要求达到100 mg/m3,且硫磺尾气SO2排放量也作为环保部污染物总量核查核算的重要指标之一。
在以上的大前提下,精细化和自动化硫磺回收装置操作,提高总硫收率和确保硫磺尾气稳定达标已经成为了一项刻不容缓的工作内容。
1.2 硫磺装置简介 现有硫磺回收装置始建于2010年,采用二级转化的克劳斯法硫磺回收工艺+斯科特尾气加氢还原吸收+尾气焚烧处理工艺,设计硫磺产能为1.5万吨/年,硫磺尾气排放指标中二氧化硫符合《大气污染物综合排放标准》GB16297-1996的排放不大于960 mg/Nm3要求。随着环保要求的日益严格,公司于2015年新上尾气深度处理工艺,通过冷却吸收及再生工艺保证尾气排放小于50 mg/Nm3。该工艺的主要技术特点如下:
1.2.1 硫磺回收采用二级转化克劳斯制硫工艺,过程气采用热旁路外掺合法加热方式。
1.2.2 硫磺一二三级冷凝器采用三合一冷却方式,减少设备占地。
1.2.3 硫磺尾气处理采用还原-吸收工艺。外补氢气作为加氢反应氢源,保护加氢反应所需的氢气浓度。
1.2.4 尾气焚烧炉出口烟气经混兑二次并与Claus尾气加热后,在350℃左右的条件下进入CAS。
1.2.5 尾气采用焚烧炉焚烧后进入CAS,排空烟气中SO2量小于50PPm,满足国家《大气污染物综合排放标准》的要求。
1.2.6 仪表控制采用DCS控制系统,在线控制进酸性气燃烧炉的空气量,尽量保证酸性气中的烃类完全燃烧,1/3的H2S转化成SO2,提高总硫转换率。
2 硫磺装置SO2排放情况
经过一年的数据统计,硫磺装置的排放情况统计如下:

2018硫磺尾气排放数据
统计中可以发现 全年并未发生尾气排放的超标现象,但5月份因富液管线带焦粉严重,塔底富液泵停运,导致指标排放异常。
3 影响装置SO2排放的因素
硫磺回收装置直接影响大气排放,一旦装置排放SO2排放超标,直接对环境造成严重影响,经过探索发现有以下主要因素影响SO2排放指标。
3.1 酸性气中H2S的含量 原料酸性气中的H2S经制硫炉燃烧,二级克劳斯反应、加氢还原、溶剂吸收、净化尾气焚烧、CAS后碱洗排放大气中,浓度的高低直接影响系统的处理,是大气中SO2的主要来源,若原料中含有硫醇硫醚,在硫回收装置难以困难,组分的波动,更容易引起排放指标的波动。
3.2 系统配风控制 硫磺回收系统无H2S/SO2比值分析仪,通过观察酸性气量来预估配风量,这样会造成配风的盲目性,调整的滞后性。增加操作人员的劳动量,不利于系统的平稳运行。
3.3 急冷水的管控 急冷塔对硫磺过程气的冷却和洗涤作用明显,目前对急冷水PH的控制主要依靠现场PH试纸检查,精确度不高且不能时时跟踪。
3.4 配氢量控制 系统配氢量的多少直接影响加氢反应的好坏,而氢气进入系统需要压力控制平稳,加氢反应器出口氢含量的多少影响焚烧炉温度,进而影响H2S的燃烧效果。
3.5 溶剂吸收效果 MDEA是目前主流吸收剂,吸收效果收到吸收压力、温度、贫度、浓度的影响,特别是吸收温度,有研究表明,吸收温度大于38℃,CO2的吸收常数增加,导致尾气硫含量增加。
4 降低硫磺回收装置SO2排放浓度的措施
4.1 工程技术措施 ①配风调节阀前增加净化风小储罐,平稳风压,使调节阀更灵敏,避免调节量小时调节阀不动作,调节过大时,调节阀动作突增的尴尬。②在尾气分液罐出口管线增加H2S/SO2比值分析仪,硫磺回收的基本反应原理:2 H2S+SO2===3/XSX+2 H2 O,因此理论上当酸性气燃烧后H2S:SO2=2:1时,装置的转化率最高,增加在线比值仪后就能时时监控因原料流量及组分的变化,配风量就能时时变化,同时需加强对在线仪器的维护保养,确保运行正常。③急冷水线配置PH分析仪,吸收塔出口增加氢气分析仪。通过PH值的变化可以快速观察到加氢反应的好坏,氢气分析仪可以快速判断配氢的多少,投用氢气线减压阀,保证氢气阀后压力稳定。
④CAS流程改进
通过对1-9月份硫磺尾气排放数据观察,CAS再生部分的作用不明显,在9也分硫磺停工期间,将水洗塔改为碱洗循环,尾气排放值升高数据如下:
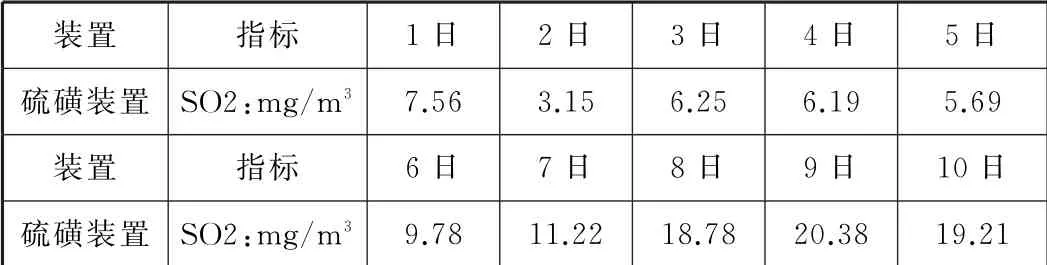
2018.09停工前硫磺尾气排放数据
通过观察,发现尾气并未升高,属可控范围,检修增加脱硫塔注碱线,将水洗塔和脱硫塔改为双碱洗控制,停工再生塔。目前尾气排放指标稳定在30 mg/m3左右。
⑤加强对催化剂装填的管理。硫磺回收催化剂包括Claus催化剂和加氢催化剂,在Claus一级反应器入口上部装填1/3左右的漏氧保护催化剂,使催化剂的使用寿命在5年以上,装填时保证每一层的平整性,防止涡流现象。加氢催化剂装填LYTS-951D低温催化剂,入口温度可降低在220℃,在装置运行后期,随着催化剂活性降低,可适当提高加氢反应器入口温度,提高催化剂活性。
4.2 工艺管理措施 ①装置酸性气流量波动大,酸性气带烃,带液均会影响配风的变化,除了硫磺单元的溶剂再生和酸性水汽提之外,今年焦化装置单独再生,酸性气单独一路进入硫磺酸性气缓冲罐,焦化酸性气的波动直接影响硫磺的平稳操作,因此应建立对上游装置的管理,建立部门沟通机制,减少上游波动对装置的影响。②对溶剂再生的管理。硫磺吸收塔操作压力低,对H2S的吸收难度大,这就对溶剂的品质提出更高要求。部门建立考核机制,要求贫液硫含量≤2g/L,浓度≥25%,贫液进吸收塔温度控制<38℃,再生重沸器温度120~130℃,防止贫液解析,同时检修期间贫液全部更新。保证吸收效果。
③加强对PH值的控制。急冷水PH值控制7左右,CAS水洗塔PH值控制在7-8之间,更能保证装置的平稳操作。
④尾气焚烧炉温度的控制。在未增加后碱洗之前,尾气焚烧炉是保证烟气合格排放的最后一道屏障,增加尾气深度处理装置之后,控制焚烧炉的温度更重要,试验表明,H2S完全燃烧的温度>650℃,修订部门工艺指标卡,控制焚烧炉温度>650℃。
⑤加强对气柜脱硫控制,减少燃料气中硫含量。
4.3 面临的问题 虽然硫磺回收装置采用的Claus+尾气加氢还原工艺较为成熟,在国内硫磺回收装置上大量使用,为进一步降低SO2排放指标,还需对探索新的可行措施:
1.原油硫含量增加,势必对硫磺回收装置提出更高要求,除了采取上文的一些措施之外,还可改进催化剂的成分,可以选用钛基催化剂,增强有机硫的水解效果。
2.液流脱气设施改进,需要调研新技术,将液流池H2S废气经过吸收在进入焚烧炉或加氢反应器中,减少现场硫化氢浓度。
5 结语
通过以上对硫磺回收装置的现状及降低SO2排放措施的探讨,可知最大程度的降低排放指标不仅对环境的保护意义重大,还增加总硫转化率,减少对管材设备的腐蚀,产生巨大的经济效益。因此对硫磺低指标排放的研究将持续进行,探索更好的技术造福人类。
