HXD3C型机车车轮失圆问题整修方法的探讨
2019-01-29王健
王 健
(中国铁路乌鲁木齐局集团有限公司 库尔勒机务段, 新疆库尔勒 841000)
随着我国经济技术的发展进步,机车性能不断增强、线路工况显著改善。近年来,为满足运输需求我集团公司列车不断提速、增重,HXD3C型机车作为主力车型担负着长大坡道的列车牵引任务,车轮踏面的不均匀磨耗和鱼鳞状剥离脱落加剧,造成车轮径向跳动值进一步增大、不圆度显著扩大而出现失圆现象。机车车轮是轮轨间黏着力、垂向力传递的关键部件,其失圆后将附加产生振动、冲击和噪声而影响机车运行的平稳性,严重时会造成走行部配件裂损、松脱,威胁行车安全、干扰铁路运输秩序。
造成机车车轮失圆问题的原因复杂,专业科研机构多从车轮材质、机车结构设计、机车控制策略、机沙质量、轮轨匹配状态等方面对产生的机理进行了研究。文中主要对现场实际运用时的控制方法进行探讨,利用机务段现有条件、设备等把车轮失圆问题控制在可控范围内,避免车轮不圆度扩展造成踏面状态恶化导致出现行车安全隐患。
1 机车运用情况
1.1 机车配属情况
根据集团公司生产布局安排,2014年底库尔勒机务段新增配属60台新造HXD3CA型、转配到段25台HXD3C型机车,其中HXD3CA型机车主要担当货运列车牵引任务并作为代客机车使用,HXD3C型机车担当客运列车牵引任务,设计速度均为120 km/h。
1.2 机车运用区段
机车配属初期主要担当南疆线(库尔勒-吐鲁番)电气化区段的列车牵引任务,目前按照“全局一台车”的生产布局要求,HXD3CA型机车交路已延伸至局管内、HXD3C型机车交路延伸至哈密和奎屯。
1.3 运用区段线路情况
(1) 南疆线
吐鲁番至库尔勒运营里程333.8 km,多为长大坡道,其中最大坡道13‰,上下行方向大于等于6‰的坡道分别有206.4 km和207.7 km、分别占总里程的61.83%和62.22%。
(2) 兰新线
哈密东至阿拉山口运营里程1 051.8 km,其中最大坡道13‰,上下行方向大于等于6‰的坡道分别有170.377 km 和170.063 km、分别占总里程的16.20%和16.17%。
2 车轮失圆问题的鉴别方法
诸如轮轨关系、车轮材质、机车控制策略等造成车轮失圆的因素在短期内或无法从根本上进行解决。针对问题及现状,充分利用现有设备、检测手段探索研究一套较为完整、有效的整修控制方法,尽早发现车轮失圆问题并及时进行修复是当前的缓解手段。
2.1 优化完善机车走行部故障监测系统数据分析
目前,该车型机车走行部故障监测系统在门限值设置上仍处在不断探索阶段,门限值设置与机车实际故障需扣修处置的对应关系还不够理想:一是仅从预报警级别和次数上尚不能准确预报出车轮失圆故障,导致防控效果滞后;二是在出现走行部、司机室异常振动和噪声时,单趟运用数据分析仅有少量冲击预警和一级冲击报警;三是部分机车在测量时发现车轮失圆或踏面剥离,但机车走行部故障监测系统无踏面预报警;四是部分机车在车轮失圆时不提报踏面预报警,而提报轴箱和抱轴箱轴承内环、主从动齿轮冲击预报警。
虽然机车走行部故障监测系统存在上述问题,但采集的数据已能较好的反映出了测点位置的现状,更需要通过分析界定故障发展趋势和修理时机。采取优化机车走行部故障监测系统数据分析方法、建立典型故障样本等方式可实现不断提高故障判定的准确率。现以2018年某日HXD3C-0925机车66位车轮失圆问题判定过程和验证情况进行介绍。
(1) 关注“同位超限”及“同位样本最多”轴位
“同位超限”是指同名轴位温差对比分析,达到设定值的轴位。“同位样本最多”是指同名轴位对比,样本数据采集多、周期性明显的轴位。“同位超限”、“同位样本最多”是从温度监测、冲击监测两方面通过同名轴位对比分析,初步筛查出温度偏高、冲击偏大的轴位作为重点分析轴位。
HXD3C-0925机车入库整备时66位踏面仅预警1次,但文件显示“同位超限”及“同位样本最多”的轴位包含该轴全部6个测点,说明第6轮各测点均冲击较大、数据连续性强需重点分析。
(2) 冲击幅度和连续性分析相结合
对10天内“冲击趋势分析”发现66位踏面在连续时间内故障冲击持续;高速时冲击值大于低速时冲击值,伴随着少量不连续的内环冲击信息;冲击趋势中存在相对明显的上升情况且冲击DB值较大。如图1。

图1 冲击趋势分析
(3) 对照样本数据分析确定故障部位及类型
“对于专业工程师来说,为了做好走行部故障诊断的分析判断,而去学习共振解调技术、分析理论是不现实也不可取的”这是机车走行部故障监测系统的运用体会,而日常主要为作业人员第一时间分析并作出相应决定。因此,如何提高分析人员对故障判断的准确性是学习培训的关键。将分析判断存在故障并经检测得到确认、在进行对应整修后跟踪运用故障消除的案例制作成典型故障样本,通过学习、对照参考并掌握以下要点是准确判断故障的有效途径之一。
一是时域波形图上踏面在一个周期中存在间隔相等的尖锐冲击脉冲簇;
二是频谱图与抽象理论指导谱一一对应,并存在踏面高阶谱线,与多边形的边数有关;
三是冲击趋势一般持续存在连续性较强;
四是一般情况转速变化明显时转速与冲击值成正比。
对应时域波形、频域图和诊断抽象谱综合分析HXD3C-0925机车第6车轮存在明显失圆故障,需进行检查整修:66位在低速下存在踏面剥离故障特征、在高速下存在车轮失圆故障特征、初级诊断值跟转速成正比。另外,该型机车为实心车轴结构,踏面故障谱号和大齿轮故障谱号相同,踏面故障冲击信号可以沿着实心轴传动至齿轮,造成62位出现与66位类似的故障特征或发出轮对齿轮预报警。如图2和图3。

图2 66位踏面单样本数据分析
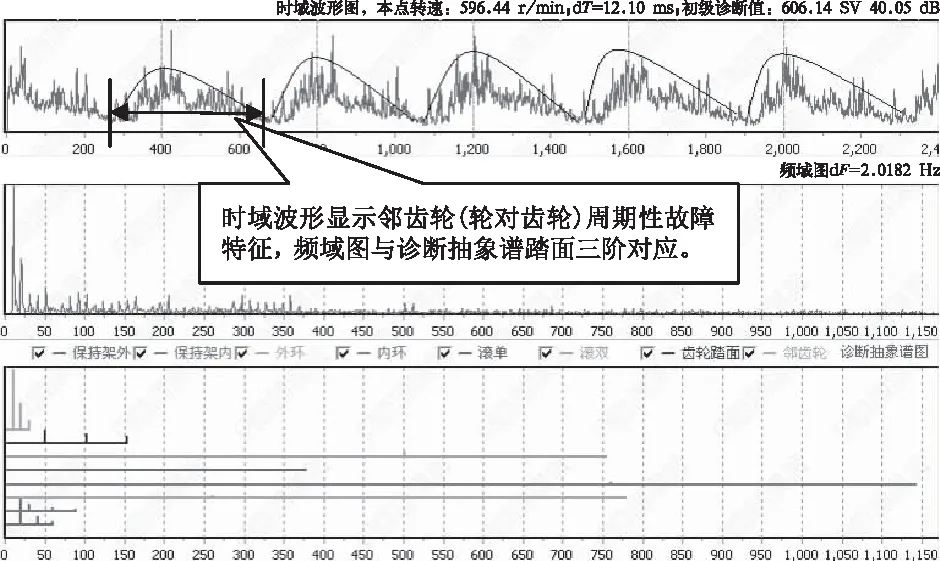
图3 62位齿轮单样本数据分析
2.2 检查测量与数据分析相结合,合理确定处置限度
现相关检修技术规程暂未规定车轮失圆的控制要求,针对车轮失圆问题,根据轮径测量、踏面状态检查与机车走行部故障监测系统数据分析的比对逐步确定处置限度,对车轮失圆情况进行分级处理。
(1) 通过轮箍外径测量仪测量确定轮径示数偏差
轮箍外径测量仪是测量车轮轮径的专用量具,其原理为:以轮箍(轮辋)内侧面为基准,在距轮箍(轮辋)内侧面70 mm处的踏面位置以3点确定一个圆弧,进而显示出此3点确定的圆弧直径。若车轮失圆,则测量不同位置时轮径示数将发生显著变化。
采用简易方法对轮径示数偏差反映到径向尺寸变化的情况进行了验证:在测杆与基准圆间塞入0.15 mm塞尺时轮径示数减小8 mm,当塞入0.3 mm塞尺时轮径示数减小15.5 mm,当塞入0.5 mm塞尺时轮径示数减小25 mm,如图4。
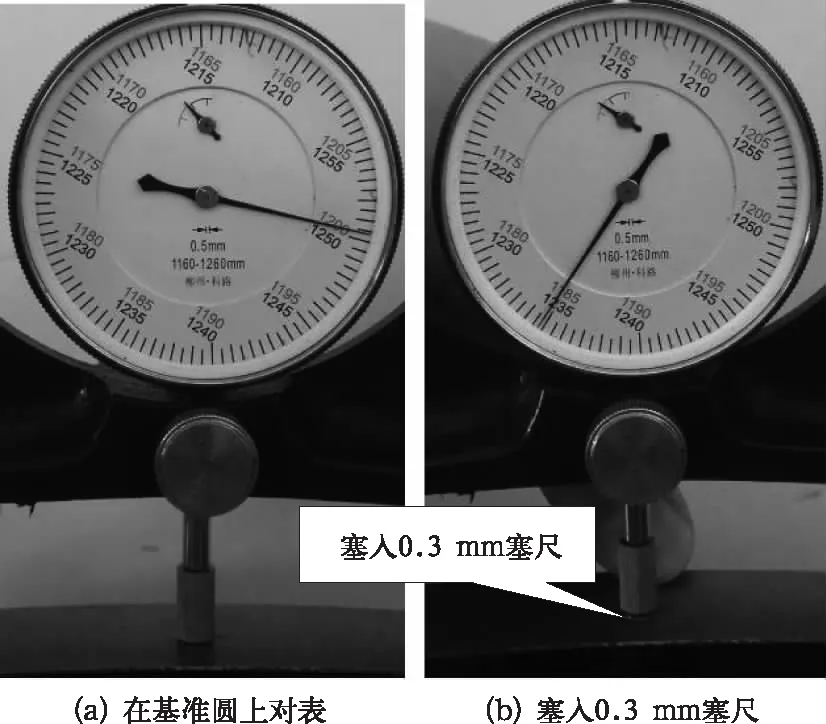
图4 径向尺寸变化对应轮径示数的变化
查阅EN 15313关于车轮径向圆跳动运用经验值是速度不大于120 km/h时径向跳动极限值为0.5 mm。经使用轮箍外径测量仪检测,HXD3C-0925机车66位车轮沿圆周轮径示数渐进变化,变化范围1 218~1 239 mm、偏差21 mm。按3点确定一个圆弧,在此圆周范围内径向跳动值已出现较大波动,对照EN 15313跳动量已接近限值需进行整修并与机车走行部故障监测系统分析结论相对应。在半径旋修0.5 mm后沿轮径测量基准的圆周已旋修修复,但轮缘根部仍有部分未修复到的处所,如图5。

图5 HXD3C-0925机车66位车轮旋后状态
(2) 确定车轮失圆处置限度
综合日常轮径示数偏差测量、机车走行部故障监测系统数据分析和机车乘务员对运行工况的反馈,总结了车轮不同程度失圆时的现象和处置方法:
①在机车停放地点对可塞入轮箍外径测量仪的位置均进行测量,若提报故障特征明显时动车测量,为掌握轮径示数偏差变化状态,2个测点间距20~30 mm为宜。
②轮径示数偏差小于10 mm。若踏面无严重麻坑、“鱼鳞状”层叠或剥离疏松时,则走行部故障监测系统数据分析失圆故障特征也将不明显,跟踪运用并记录,下修程重点复查。
③轮径示数偏差为10~15 mm。数据分析将有初期的失圆故障特征,若踏面有“鱼鳞状”层叠、剥离疏松、轴承内环和齿轮冲击高或为速度传感器安装轴位时则旋轮。
④轮径示数偏差大于15 mm。车轮失圆故障特征较明显,踏面、齿轮或各轴承将断续出现少量冲击预报警,同时冲击逐步升高,需旋轮。
⑤轮径示数偏差在25 mm以上。踏面、齿轮或各轴承将连续出现冲击预报警,另走行部、司机室可能会产生异常振动或噪声,必须旋轮。
⑥因车轮踏面不均匀磨耗、剥离会发生在轮径测量基准之外的圆周上,在机车走行部故障监测系统设备良好、测量轮径示数无明显偏差而数据分析故障特征突出时,需以数据分析为主进行处置。
⑦旋轮时根据轮径示数偏差对应的径向跳动值选取旋修量并按技术规程要求控制轮径差,一是减小轴重转移,二是防止轮径差过大导致电阻制动时出现故障。
3 辅助控制方法
3.1 严控踏面形态
车轮踏面状态是轮轨关系的反馈形式之一,通过检查踏面状态可在很大程度上反映出机车的使用情况,及时有针对性的处置能有效防止轮对失圆扩展。
一是细化踏面剥离处置条件。技术规程规定“车轮踏面上的缺陷或剥离长度不超过40 mm,深度不超过1 mm”。而HXD3C型机车在库尔勒机务段运用中踏面剥离的主要形态为表层“鱼鳞状”层叠,未完全对应技术要求,如图6。通过跟踪,鱼鳞状层叠继续发展后会剥离脱落将导致车轮失圆快速扩大,因此在检修作业标准中增加了对踏面“鱼鳞状”层叠的旋修要求。
二是细化踏面擦伤处置要求。技术规程规定“车轮踏面擦伤深度不超过0.7 mm”。而HXD3C型机车采用轮盘式制动,无踏面自修复功能,在擦伤深度近限时若不及时处理极可能会导致车轮失圆、踏面剥离和机车异常振动及产生噪声。因此细化了踏面擦伤深度控制限度,在深度达到0.3 mm时即旋修修复。

图6 踏面鱼鳞状层叠
3.2 完善机车走行部故障监测系统修管用办法
一是做到数据100%转储、100%分析;二是配属机车数据从上一趟本段出库至本趟回段整备均转储,确保数据不丢失;三是明确数据分析方法及扣修条件,增加了5条卡控要求:文件分析存在明显故障特征时,不论有无预报警均扣修;10天内一级冲击报警次数累计达到10次及以上时扣修;同一轴位踏面单趟一级冲击报警5次及以上时扣修;文件分析存在失圆特征时,车轮轮径示数偏差达到控制限度则扣修;踏面二级冲击报警扣修。
3.3 做好信息收集和修程机车基础质量控制
为确保机车“跨局、跨段轮乘”的实施,避免机车运用中产生安全隐患,同时减少临修对正常生产秩序的影响,明确C1~C3修机车质量控制要求:一是根据每周机车修程检修计划,提前对走行部故障监测系统数据进行全面分析,结合前期运用中的重点碎修、需跟踪复查的内容及轮对动态检测情况制定检修方案;二是在修程时对提报部位进行重点检查整修;三是将检查整修情况反馈数据分析人员以跟踪整修后的运用情况、提高故障判别的准确性,形成闭环管理。
3.4 改进机车辅助装置
目前HXD3C型机车在乌鲁木齐局集团公司运行环境复杂且牵引定吨较高,在雨、雪、大风天气极易发生空转、滑行等问题,受机车牵引控制、机车轴重等条件限制,通过撒沙增加轮轨黏着力是较为有效的处置手段。在该型机车使用初期撒沙系统问题突出,主要是撒沙器工作不可靠、维修不便及沙管内径过小,易冻结堵塞等问题。库尔勒机务段通过试验论证,将易发生问题的45台压差式撒沙器更换为重力式撒沙器、将沙管内径由12 mm增加至20 mm,有效减少了撒沙系统故障,防范轮对空转、滑行造成车轮不均匀磨耗加剧和踏面剥离问题。
4 防控效果
针对日常轮对测量过程中发现的失圆问题,在保证走行部行车安全的前提下兼顾减少临修及避免严重失圆后增加车轮旋修量,主要分两级进行控制:一是在修程内进行预防性旋修。二是根据实际运用情况安排临修处理,预防车轮失圆问题进一步扩展。2017年1月至2018年2月共旋修了203台次机车的457条轮对,其中修程旋修148台机车的360条轮对。旋修时,根据踏面是否有“鱼鳞状”剥离或疏松并对应轮径示数偏差的径向跳动将半径旋修量控制在0.5~1 mm即可,有利于避免不圆度增大后失圆不能有效修复和旋修量成倍增加而大幅减小轮径。
现进入C4修的26台机车中轮径大于1 235 mm的共103条、占比66%,其余53条轮对轮径在1 230~1 235 mm 间,C4修按JM3-34踏面外形旋修后轮径能达到1 222~1 230 mm,较好的保证了车轮使用寿命。另,通过准确分析并按控制限度旋修修复,杜绝了因车轮失圆造成轴箱弹簧断裂、走行部配件折损或松脱问题。
5 下一步工作设想
(1) 优化机车牵引控制策略,跟踪运用效果
和谐型机车普遍特点是大功率、交流传动,单轴牵引(电阻制动)力大,加速快。为减小控制特性对导致车轮状态不良的影响,中车大连机车车辆有限公司通过研究分析已对控制软件进行优化,主要是降低牵引和电阻制动力的加减载率,优化平稳控制策略。计划在软件优化升级后对车轮失圆控制、踏面状态和旋修周期等进行跟踪对比。
(2) 车轮材质对比
目前国产J2材质的车轮已通过考核并于2017年开始装车,其机械性能与HXD3C型机车装用的J11材质相近,但元素含量略有差异。计划积极收集国产J2材质车轮运用信息,在机车C5或C6修程时更换,选择更适合库尔勒机务段运用工况的车轮材质。
(3) 探索车轮圆度自动检测的可行性
将日常人工定期和临时测量,延伸至机车每次入库整备时自动在线检测,提高检测频次、跟踪失圆发展动态,更有利于车轮失圆故障的防控。
6 结束语
针对HXD3C型机车车轮失圆影响行车安全和生产运输秩序问题,通过采取完善管理制度和作业标准、修程提前防控、改进辅助装置等措施加强管理,有效防止了车轮失圆造成走行部行车安全隐患问题的发生,为现有条件下整治车轮失圆问题提供了参考。
