大气等离子喷涂SrZrO3热障涂层工艺与性能的研究
2019-01-29马伯乐马文黄威白玉贾瑞灵董红英
马伯乐,马文,黄威,白玉,贾瑞灵,董红英
(1.内蒙古工业大学 a.材料科学与工程学院,b.化工学院,呼和浩特 010051;2.内蒙古自治区薄膜与涂层重点实验室,呼和浩特 010051)
热障涂层是采用耐高温和低导热的陶瓷材料以涂层的方式与金属相复合,从而降低高温环境下金属表面温度的一种热防护技术[1-3]。热障涂层应用于航空发动机高压涡轮叶片,可以显著降低涡轮叶片合金表面温度,大幅度延长叶片工作寿命,提高发动机推力和效率。目前使用的标准热障涂层材料是7%~8%Y2O3部分稳定的 ZrO2(YSZ),通常采用大气等离子喷涂(Atmospheric Plasma Spraying,APS)和电子束物理气相沉积(Electron-Beam-Physical Vapor Deposition,EB-PVD)技术制备涂层。YSZ涂层的最大不足之处就是长期使用温度不能超过1200 ℃。首先,在热障涂层使用过程中,由于 YSZ涂层中存在大量氧缺陷,空气中的 O2很容易透过涂层并与粘结层中的金属元素发生氧化反应,生成热生长氧化物(Thermally Grown Oxide,TGO),最终导致涂层失效[4-6]。其次,由于YSZ涂层在服役过程中发生t′-ZrO2相向 t-ZrO2相和 c-ZrO2相的转变,在降温过程中,t-ZrO2相转变为m-ZrO2相,同时伴随0~4%的体积膨胀,导致涂层内应力增大,并最终导致涂层断裂和剥落失效。最后,YSZ涂层在1200 ℃以上易发生烧结,隔热效果降低,涂层热循环寿命迅速下降。
SrZrO3是一种具有钙钛矿结构(ABO3)的材料,其较高的熔点、较低的热导率以及良好的化学相容性等使其成为热障涂层的候选材料之一[7]。实验主要研究大气等离子喷涂(APS)制备SrZrO3涂层中不同喷涂工艺对涂层质量的影响,通过设计田口实验优化等离子喷涂工艺,对不同工艺条件下涂层的相组成和沉积效率进行研究。采用优化后的工艺喷涂 SrZrO3厚涂层用以研究涂层的热物理性能以及涂层的热循环性能。
1 试验
1.1 工艺探究和涂层测试
实验所用的 SrZrO3为自制热喷涂粉末,选用SrCO3(99%,西亚试剂,中国)、ZrO2(99.5%,广东东方锆业有限公司,中国)作为初始原料,按照化学计量比配成浆料,研磨,并进行喷雾造粒,将喷雾造粒粉末在1450 ℃下热处理24 h。粉末的显微形貌如图1所示。

图1 粉末的显微形貌
将热处理后的造粒粉筛分得到 45~100 µm的喷涂粉用于等离子喷涂(MEDICOAT AG MC60)。工艺探索阶段采用φ25.4 mm×5 mm的碳钢作为基体,厚涂层采用石墨基体(5 mm×30 mm×60 mm)。热循环性能测试样品采用镍基高温合金(IN718)作为基体,在基体表面先喷涂一层 150 μm 厚的粘结层(NiCoCrAlY),然后再喷涂400 μm厚的陶瓷层,其中双层样品的两陶瓷层厚度相同,且内层为 YSZ涂层,外层为SrZrO3涂层。
影响涂层质量的三个主要喷涂工艺参数是电流、氩气流量和氢气流量。通过设计三因素两水平的田口实验对喷涂工艺进行探究,田口实验方案见表1。按照表1的参数,分别在90、100、110 mm的喷涂距离下进行喷涂。根据涂层的融化状况和沉积效率优化工艺,制备 SrZrO3厚涂层,将厚涂层置于马弗炉中1600 ℃热处理0~360 h,测试涂层的各项性能。

表1 田口实验设计
1.2 性能测试及组织观察
实验采用 X射线衍射仪(D/MAX-2500/PC,日本理学株式会社)对热处理不同时间后 SrZrO3厚涂层进行高温相稳定性分析。采用扫描电子显微镜(Quanta FEG 650,美国FEI)对SrZrO3涂层的截面显微形貌进行观察分析。采用高温热膨胀仪(Netzsch DIL 402E,德国耐驰)测试热处理不同时间后SrZrO3厚涂层的热膨胀性能和 SrZrO3制备态厚涂层抗烧结性能。为提高测试精度,测试样品的尺寸大小要求为长度25 mm且两端平行的长条状样品,测试范围为30~1400 ℃,升温速率为5 ℃/min,空气氛围。采用激光导热仪(LFA-427,德国耐驰)测试涂层的热扩散系数。样品厚度约1 mm,大小为10 mm×10 mm,测试前需在样品表面喷涂一层石墨,测试温度点为30、200、400、600、800、1000、1200、1400 ℃,每个温度点分别测试三次,取平均值为该温度的热扩散系数。材料的热导率λ取决于比热容Cp、热扩散系数Dth和密度ρ三者的乘积,如式(1)所示:

式中:λ为热导率,W/(m·K);Cp为定压比热容,J/(g·K),根据柯普定律计算得到;Dth为热扩散系数,mm2/s;ρ为涂层样品密度,g/cm3,采用排水法测量。
将SrZrO3单层涂层和SrZrO3/YSZ双层涂层进行炉内循环实验。将样品置于升降马弗炉内,炉内恒温1121 ℃,样品在炉内保温45 min,自然冷却15 min,记录循环次数。涂层表面剥落面积达到涂层表面积的20 %即判定涂层失效。
2 结果及分析
2.1 涂层的熔化状态
图2是根据表1设计的不同工艺条件下制备的SrZrO3涂层的截面显微形貌。其中,1#、4#、7#和10#样品的喷涂距离为 90 mm,2#、5#、8#和 11#样品的喷涂距离为100 mm,3#、6#、9#和12#的喷涂距离为110 mm。
粉末在等离子体火焰中的飞行速度随着喷涂距离的增大是先增加后减小[8]。喷涂距离过小时(90 mm),因粉末加热不良,飞行速度较小,在涂层中撞击变形不充分,影响结合强度,沉积效率低,孔隙率增加。喷涂距离过大时(110 mm),已经加热到熔融状态的粉末在还未接触到零件表面时温度降低,飞行速度也开始降低,与基体的结合强度变差,涂层的孔隙率增加。可以发现,在其他工艺条件一定的前提下,喷涂距离为100 mm时,涂层的熔化状态比其他喷涂距离涂层的熔化状况好,说明100 mm的距离是该粉体比较合适的喷涂距离。
2.2 涂层的沉积效率
不同工艺条件下SrZrO3涂层的单遍沉积厚度如图 3所示。可以看出,在其他工艺条件一定的前提下,当喷涂距离为90 mm时,涂层的单遍沉积厚度比其他喷涂距离大。在喷涂距离一定的条件下,2号工艺是所有工艺中单遍沉积厚度最大的,最大沉积厚度出现在 4#样品,单遍涂层沉积厚度达到了~15.3 µm。
图4为不同因素(电流、氩气流量、氢气流量)对涂层沉积效率的信噪比影响。可以看出,不同喷涂距离下电流和氩气流量对沉积效率的影响是相同的,沉积效率随着电流的增加而减小,随着氢气流量的增加而增大。为得到沉积效率高的涂层,需要把田口实验中的信噪比最大化,因此在实验范围内,选用电流为550 A、氩气流量为40 L/min、氢气流量为10 L/min、喷涂距离为100 mm、功率为35.8 kW可以获得单遍沉积效率最高,融化状况最好的涂层。
2.3 涂层的相稳定性
图5是1600 ℃热处理不同时间后SrZrO3涂层的XRD图谱。SrZrO3涂层制备态主相为SrZrO3相和少量 t-ZrO2相,这是由 APS的喷涂工艺造成的,在喷涂过程中SrO的挥发量大于ZrO2的量,造成涂层成分发生变化[9]。随着热处理时间的延长,5 h时涂层中出现m-ZrO2,10 h时t-ZrO2相完全消失。在热处理过程中,ZrO2由四方相(t-ZrO2)向单斜相(m-ZrO2)转变,导致涂层中的t-ZrO2含量逐渐减少,直至消失。m-ZrO2随着热处理时间的延长,含量逐渐增加。热处理360 h后,第二相m-ZrO2的质量分数达到27%。
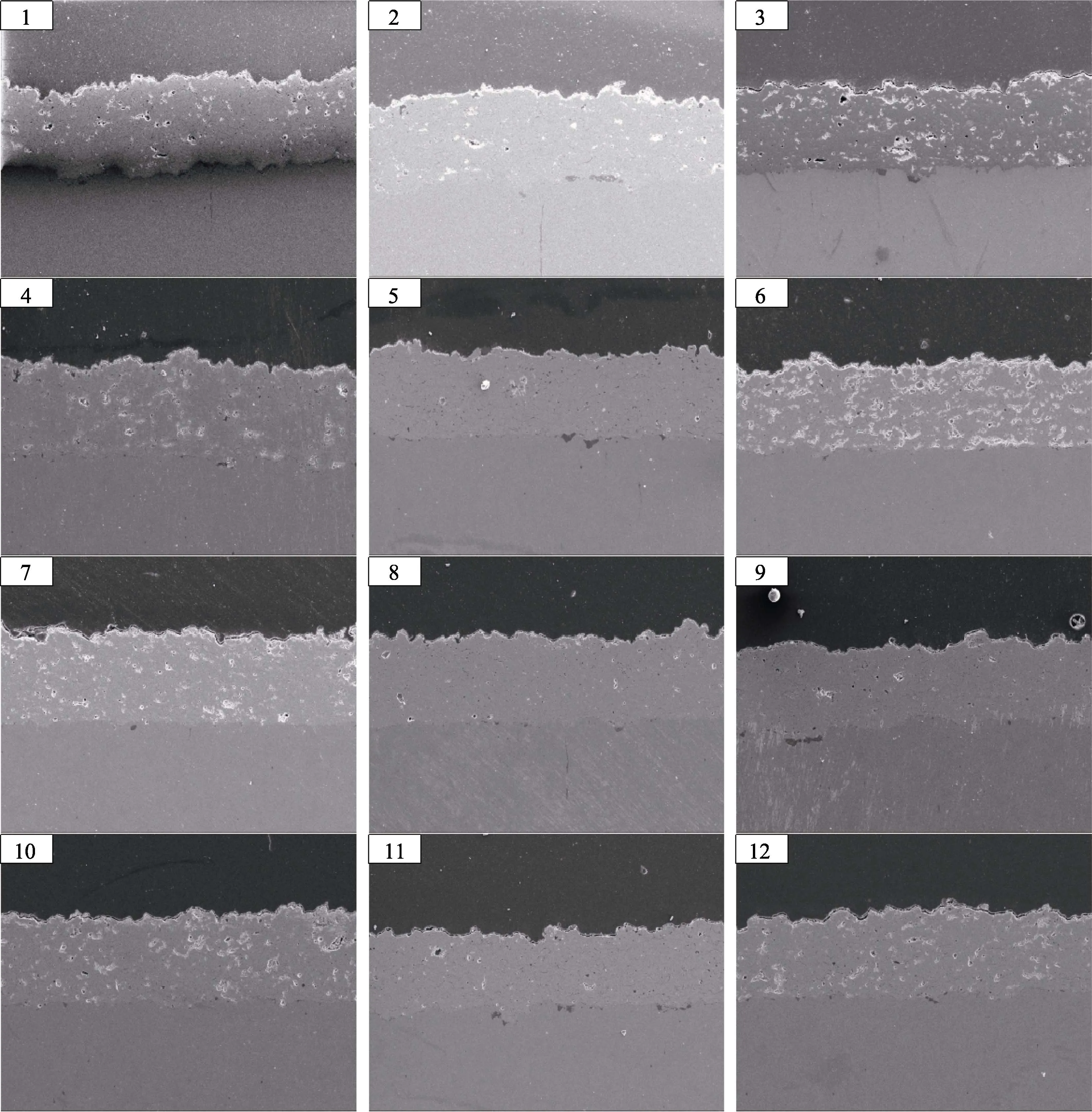
图2 不同工艺制备的SrZrO3涂层的截面显微形貌
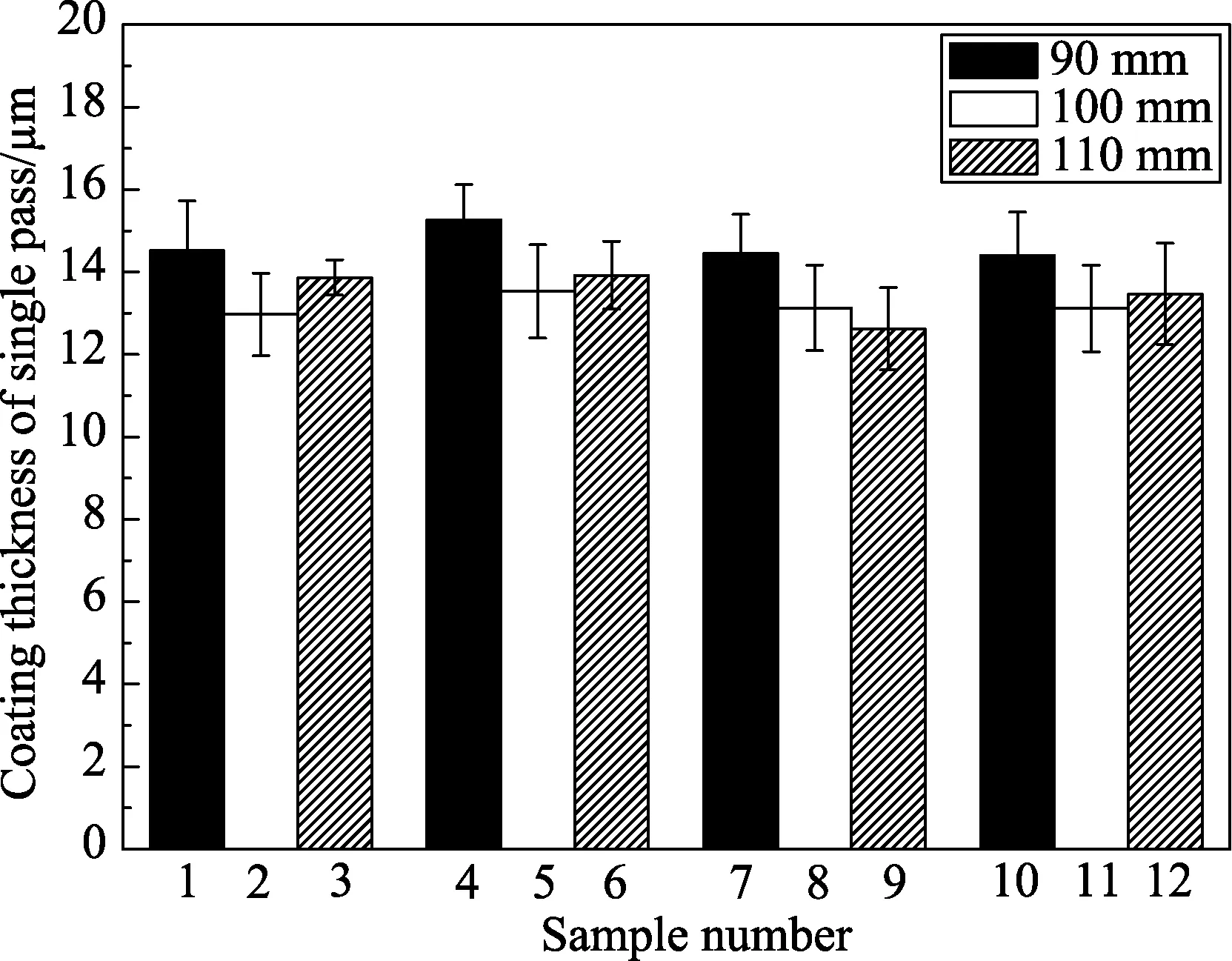
图3 不同工艺条件下SrZrO3涂层的单遍沉积厚度
2.4 涂层的热膨胀性能
图6是SrZrO3涂层在1600 ℃热处理不同时间后的热膨胀曲线。可以看出,SrZrO3涂层热膨胀系数为(8~10)×10-6K-1(200~1400 ℃)。涂层的热膨胀系数在750 ℃和1150 ℃左右存在明显的拐点,分别对应的是 SrZrO3从正交结构向假四方结构和四方结构向立方结构之间的相变。制备态涂层的热膨胀曲线在1000 ℃开始出现下降趋势,一方面,由于制备态涂层存在大量孔洞,涂层发生烧结收缩,导致涂层长度减小,热膨胀系数减小;另一方面,由于等离子体火焰的温度较高,制备态涂层存在一定的未成相、玻璃态的SrZrO3,在升温过程中玻璃态SrZrO3逐渐成相,体积减小,导致涂层热膨胀系数曲线出现下降趋势。随着热处理时间的延长,涂层的热膨胀系数逐渐降低,这主要与涂层中第二相 ZrO2的相变和含量变化有关。热处理前期涂层中含有少量t-ZrO2,随着热处理时间的延长,ZrO2在热处理过程中由 t-ZrO2向m-ZrO2转变,m-ZrO2的含量逐渐增加。由于 t-ZrO2的热膨胀系数大于 m-ZrO2[10],随着 t-ZrO2含量逐渐减少,m-ZrO2含量逐渐增加,导致涂层的热膨胀系数逐渐降低。
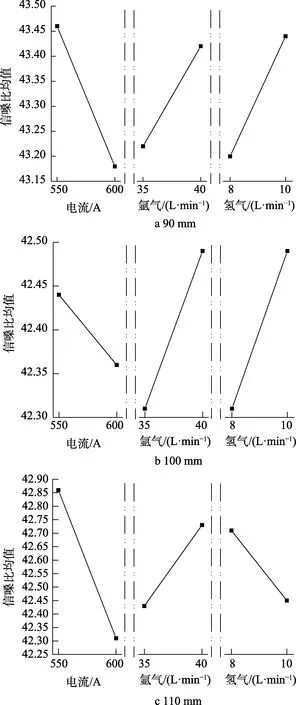
图4 不同喷涂距离下不同因素对沉积效率的影响
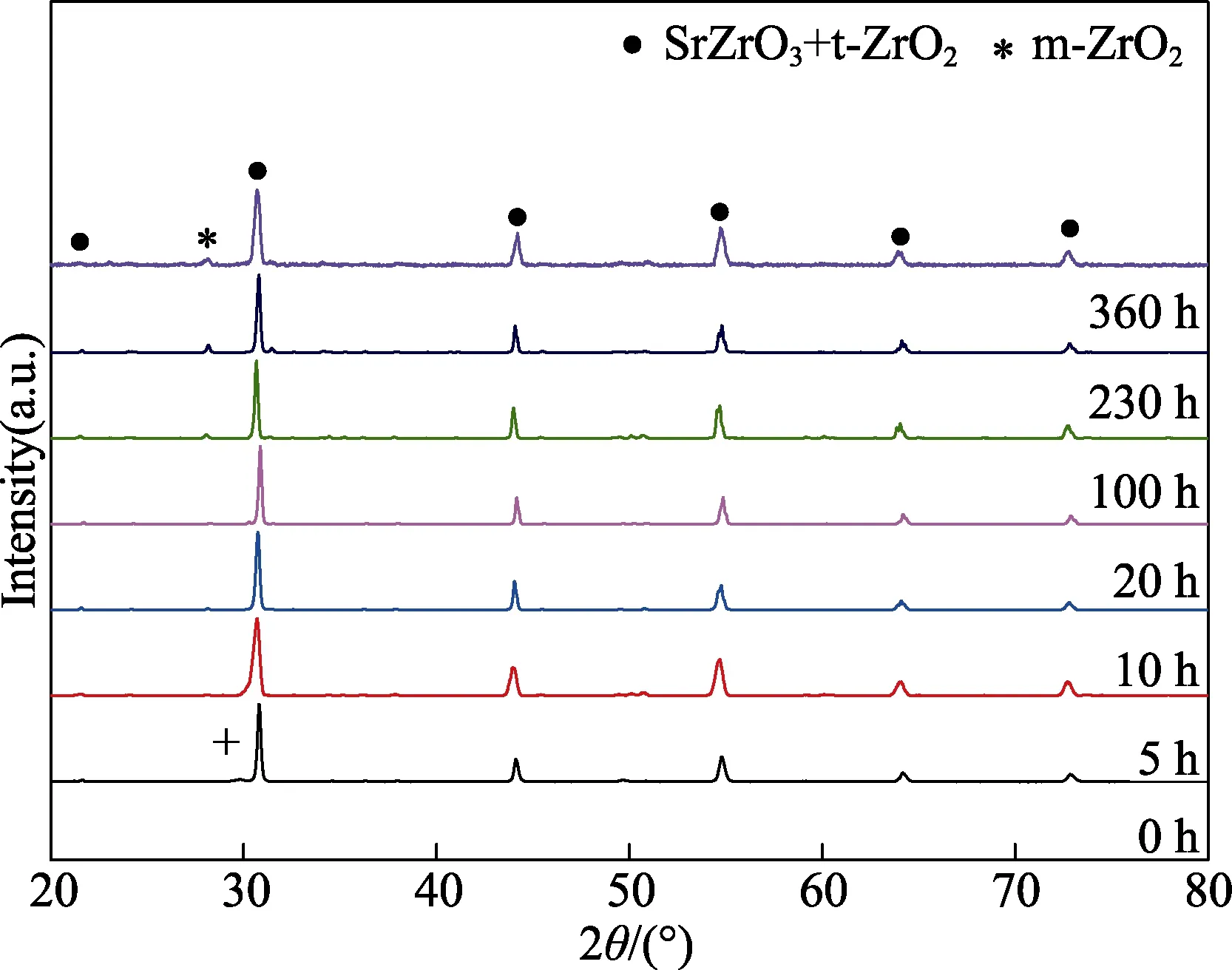
图5 热处理不同时间后SrZrO3涂层XRD图谱
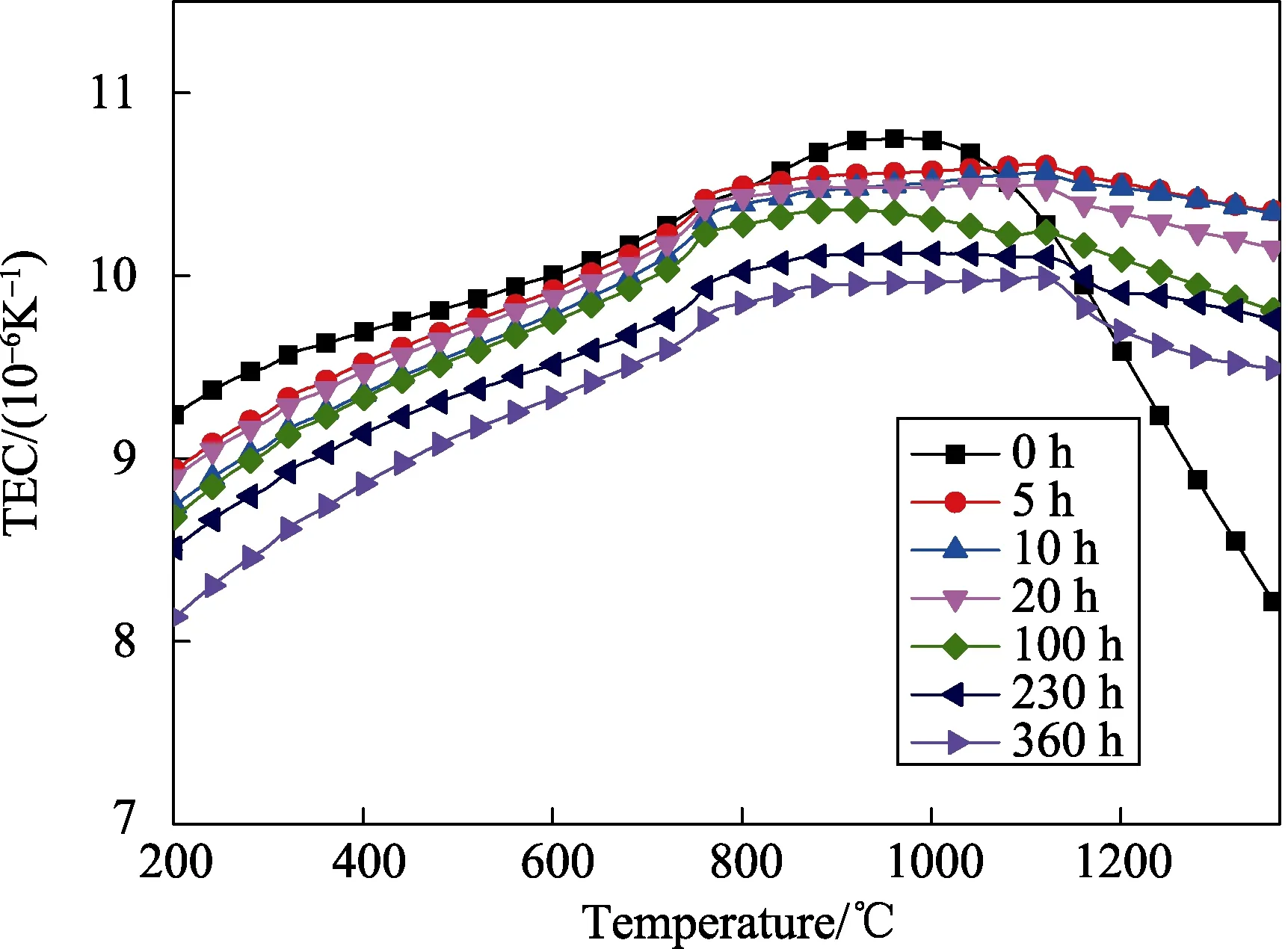
图6 SrZrO3涂层1600 ℃热处理不同时间后的热膨胀曲线
2.5 涂层的热导率
图7是1600 ℃热处理不同时间后SrZrO3涂层的热扩散系数曲线。涂层的热扩散系数在800~1000 ℃左右开始呈现上升趋势,这主要与陶瓷材料在高温下的半透明特性有关,在高温条件下,陶瓷材料对热辐射一定程度上是半透明的,光子导热的贡献增大,导致涂层的热扩散系数增大。在0~20 h时,SrZrO3涂层的热扩散系数随着热处理时间的延长逐渐增大;100~360 h时,热扩散系数出现整体下降趋势;热处理360 h后,涂层的热扩散系数为0.56 mm2/s (1000 ℃)。
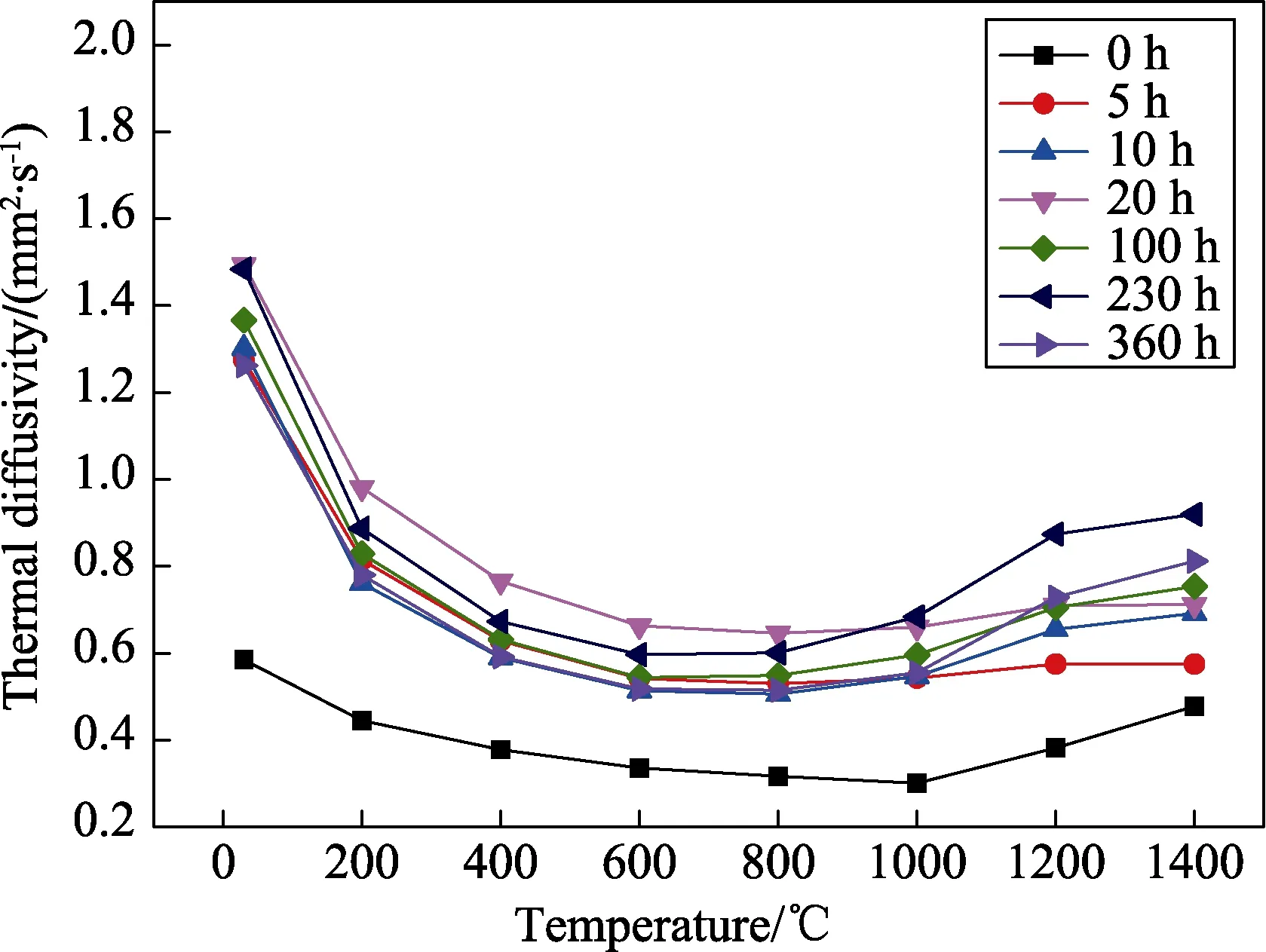
图7 SrZrO3涂层1600 ℃热处理不同时间后的热扩散系数曲线
图8是1600 ℃热处理不同时间后SrZrO3涂层的热导率曲线。热处理360 h后,SrZrO3涂层的热导率为1.82 W/(m·K)(1000 ℃)。随着热处理时间的延长,SrZrO3涂层热导率先增加后减小。热处理前期,一方面,由于涂层在热处理的过程中发生烧结,层状结构消失,气孔率下降,涂层的热导率逐渐增加;另一方面,涂层中的第二相由制备态中的t-ZrO2逐渐转变为m-ZrO2,而 m-ZrO2的热导率是 t-ZrO2的 1.28~1.91倍[11],导致涂层在热处理前期的热导率升高。晶体中晶粒界面会引起格波的散射,降低声子的平均自由程,降低热导率[12]。热处理后期,涂层中存在大量的异相晶界,有效降低了声子的平均自由程,降低了涂层的热导率。
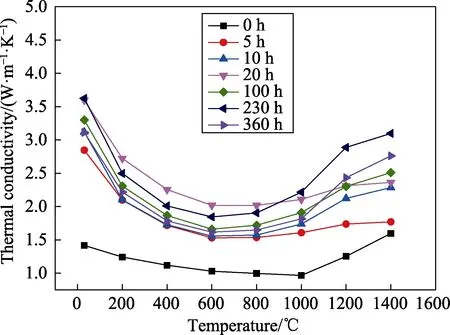
图8 SrZrO3涂层1600 ℃热处理不同时间后的热导率曲线
2.6 涂层的热循环性能
图 9为涂层热循环后的宏观形貌和截面显微形貌。可以看出,SrZrO3单层涂层和SrZrO3/YSZ双层涂层的失效形式均为涂层整体剥落。这主要与涂层的循环条件有关,炉内循环时将涂层样品放置于马弗炉内,炉内温度相同且恒定,涂层与基体的热膨胀系数差异较大,在热循环过程中,涂层与粘结层因热膨胀系数不匹配发生脱落。SrZrO3单层涂层循环 10次后失效,SrZrO3/YSZ双层涂层循环 548次后失效,SrZrO3/YSZ双层涂层的循环次数显著高于SrZrO3单层涂层。SrZrO3涂层的热膨胀系数为(8~10)×10-6K-1(200~1400 ℃),等离子喷涂制备的YSZ涂层和粘结层(NiCoCrAlY)的热膨胀系数分别为10.7×10-6K-1(200~1000 ℃)和17.5×10-6K-1(200~1000 ℃)[10]。双层结构能够有效降低陶瓷层与粘结层之间热膨胀系数不匹配而导致的热应力,减少涂层内部和涂层与粘结层之间裂纹的产生,提高涂层的热循环寿命。
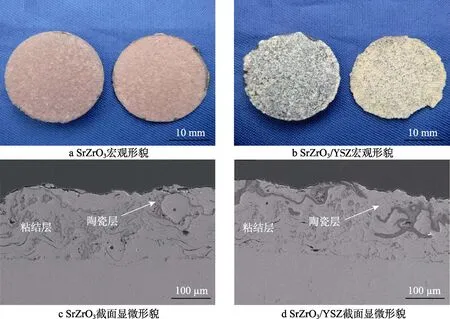
图9 涂层热循环后的宏观形貌和截面显微形貌
3 结论
1)制备SrZrO3涂层的优化喷涂工艺:电流为550 A,氩气流量为40 L/min,氢气流量为10 L/min,喷涂距离为100 mm,功率为35.8 kW。
2)SrZrO3制备态涂层含有第二相 t-ZrO2,随着热处理时间的延长,t-ZrO2逐渐减少至消失,m-ZrO2的含量逐渐增加,热处理360 h后,第二相 m-ZrO2的质量分数达到27%。
3)SrZrO3涂层的热膨胀系数为(8~10)×10-6K-1(200~1400 ℃),随着热处理时间的延长,涂层的热膨胀系数逐渐降低。
4)SrZrO3涂层的热导率随着热处理时间的延长先增加后减小,热处理360 h后,SrZrO3涂层的热导率为 1.82 W/(m·K)(1000 ℃)。
5)SrZrO3/YSZ双层涂层循环 548次后失效,SrZrO3/YSZ双层涂层的循环次数大大高于SrZrO3单层涂层。
