汽车变速箱阀体机加工工艺设计与研究
2019-01-23蒋荣期
蒋荣期
(广东文灿压铸股份有限公司,广东 佛山 528241)
本文主要探讨的是汽车变速箱阀体的机加工工艺设计方面的问题,在传统工艺的基础上,本文通过加工过程和走刀路径的编程修改来调整与编制该变速阀阀体零件在机加工过程中遭遇的效率低,材料浪费和使用不合理等方面的问题,所以本文主要讲述汽车变速箱阀体机加工工艺的设计,机床和刀具的选择以及合理的加工工艺和走刀路线等内容。要完成这样的研究内容,自然要对该变速箱阀体有足够的了解与研究,譬如在汽车变速箱阀体的结构特点和生产规程等生产技术要求方面要有一定的理解和思考。
1 变速箱阀体的结构工艺性分析
1.1 阀体的作用、结构和特点
文中分析的汽车变速箱阀体是某企业设计并且开发和制造的由动力驱动,具有4个或4个以上车轮的非轨道承载的车辆自动变速系统的核心部件。各类汽车自动变速器最核心的关键部件就是电液控制模块,电液控制模块从根本上决定了自动变速箱是否先进的问题。因为阀体是电液控制模块最核心的载体。变速箱阀体是通过控制液压油,借以控制汽车挡位的一个载体。汽车变速箱阀体是该变速箱的核心零部件之一,阀体零件直接影响变速箱的各项性能,其结构较为复杂,在室温条件下,耐内压强度和力学性能要求方面均要承受较大负荷的零件。
1.2 材料的成分与阀体各表面质量的分析
通过了解和学习,汽车变速箱阀体主要为铝合金压铸件,是通过承载液压油实现挡位转换的重要零部件,对表面质量和平面度要求较高,于是根据设计要求和生产条件等,采用适当的加工生产工艺,首先必须使产品的质量达到要求,并在保证产品质量的大前提下,通过优化其中的各个设计思路与工装刀具的设计提高变速箱阀体的生产效率,缩短加工生产的时间,合理规划生产的各个步骤和生产工艺的整体安排,从而达到提高生产效率的效果。
1.3 重要尺寸分析
由于该变速箱阀体零件平面度会对变速箱阀体的使用性能产生一定影响,比如在配合性质、耐内压强度、抗腐蚀性能、耐磨性、接触刚度、力学性能、疲劳强度和稳定性等方面,所以需要对该阀体的一些重要表面提出质量要求。
同时,根据企业提供的关于该变速阀阀体产品的一些基本数据如下:
产品的最大外形尺寸:270×175×34
产品的成品重量:1.126kg
产品的成品体积:429846mm3
产品成品的面积:223680mm2
产品的硬度:>74HBW
抗拉强度:Rm≥228MPa。
1.4 主要加工表面及要求
在通过对产品2D、3D图的深刻了解、分析与研究后,关于主要加工表面和要求方面得出以下几点:
(1)该变速箱阀体零件的外形尺寸为270×175×34,体形较大,为了能方便零件的装夹并充分满足加工设备的行程要求,我们选择成单工位生产工装夹具。
(2)该变速箱阀体零件存在3个角度方向的加工,所以需要分成两道工序加工。
(3)该变速箱阀体零件需要铣削的面的面积比较大且平面度比较高,需合理的选用面铣刀以提高加工效率,如下图1。
1.5 工装设备的选择
(1)通过分析与比较,选用的op10和op20的CNC加工中心均为立式加工中心,以下是机床基本资料:
机床规格:Mazak-410
工作台长度:X:900mm Y:410mm
机床行程:X:560mm Y:410mm
工作台距刀架距离:630mm
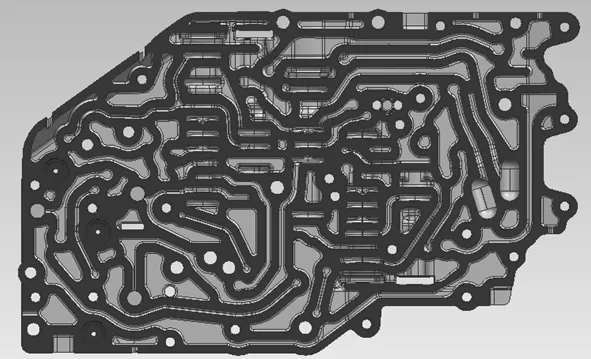
图1 阀体模型加工面(红色部分)
工作台槽距:125mm
刀柄要求:BT40
刀具容量:30+1
转台要求:回转精度±0.01度
这是汽车变速箱阀体设计与研究的前提工艺分析,分析了工艺加工的步骤和方式,列举了汽车变速箱阀体在机加工方面的基本信息和对工装设备的选择,即为走刀路径的合理安排和加工工序的设计做了一定的准备工作。
1.6 设计机加工工艺思路
根据实习处学习到的经验和知识,下面对工件的定位和方法进行初步确定和分析。
工序一采用图2中⑤Y基准孔与⑥D7.2毛坯孔浮动定位,以①②③3点毛坯定面,第④支撑刚辅助支撑,①②③3点反面杠杆缸夹紧杠杆缸。如图2所示。
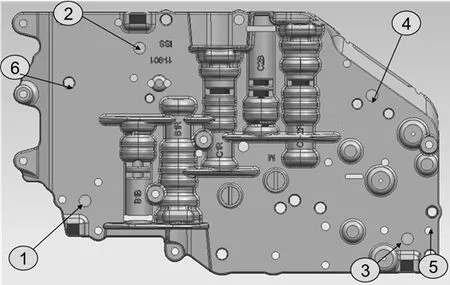
图2
工序二采用如图2中⑤W基准孔与⑥B基准孔定位,以①②③3点已加工的平面作为定面,第④点支撑刚辅助支撑,①②③3点反面杠杆缸夹紧杠杆缸。
1.7 工装夹具的设计
该工件由于形状较为复杂,沟壑凹槽较多,所以需要的夹具也较多。以下列出夹具总的工程图和部分夹具工程图。
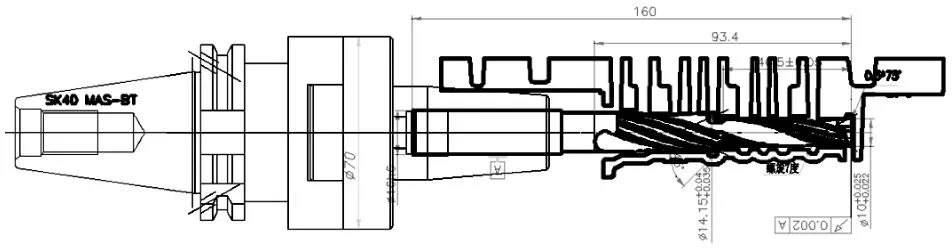
图3 新结构刀具—PCD新型的镗铰一体刀
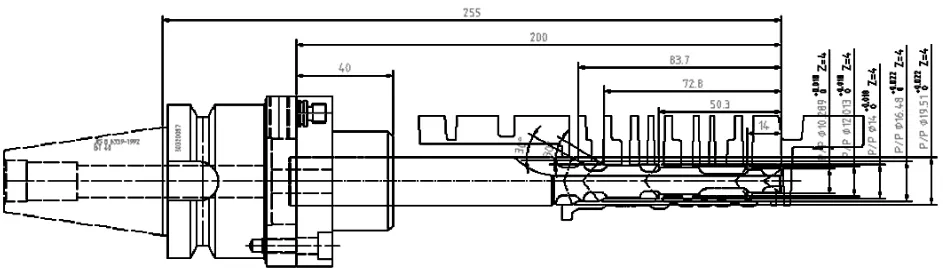
图4 旧结构刀具—PCD钻铰刀
1.8 刀具的选择
在刀具的选择与设计方面,根据汽车变速箱阀体机加工工艺设计与研究,对阀孔刀具做出PCD新型的镗铰一体刀具结构设计(图3),比旧结构刀具—PCD钻铰刀好断屑(图4)。
1.9 工艺工步加工方法
数控加工中选择切削用量时,就是在保证加工质量和耐用度的前提下,为机床的性能提供空间,提升刀具切削性能,切削效率高,成本低。
切削速度vc(mm/min)的选择根据已经选定的背吃刀量、进给量及刀具耐用度选择切削速度,可用经验公式计算,也可根据生产实践经验在机床说明书允许的切削速度范围内查表选取或者参考有关切削用量手册选用。切削速度vc确定后,按N=1000vc/πD计算出机床主轴转速n,对有级变速的机床,按说明书手动选取和计算接近的转速,并填入工艺卡中。
本章内容主要是对汽车变速箱阀体的新型机加工工艺和细节方面进行了深刻的解析,并且分析了加工工序的各个细节,完成了经过改良设计后的机加工工序,并且计算了加工工时,对汽车变速箱阀体的机加工有着重大的意义。
2 结语
本次的汽车变速箱阀体加工工艺设计分为了以下几个步骤。
(1)对汽车变速箱阀体机加工工艺分析与研究就是该课题的主体的学习,即对汽车变速箱阀体的功用和加工的初步了解,还有在实习处学习到的各个加工要求等。
(2)通过对工艺的分析和设计,得出了一定的结果。最终经过对比和计算,该方案切实可行且对生产方面具有一定的参考意义。
