Incoloy825阀门开裂原因分析
2019-01-09
(中化泉州石化有限公司设备部,福建 泉州 362103)
1 Incoloy825阀门主要参数
某公司渣油加氢处理装置Ⅱ系列间断注水线截止阀(规格DN80 1500LB,铸造,阀体材质Incoloy825)于2014年12月巡检时发现其对接焊缝上有1处砂眼。通过调整工艺操作和关闭相关阀门等隔离措施暂时停用了该间断注水线。2015年6月Ⅱ系列换剂检修期间,检修单位对砂眼部位进行打磨后渗透检测(PT),准备补焊时观察到其阀体和焊接坡口部位有较多裂纹。随即联系该阀门厂家派技术人员到现场,在厂家人员的见证下扩大了阀门检查范围,对装置内类似部位的同厂家Incoloy825阀门(共计20台)的阀体和焊接坡口处均进行了PT,都发现了大量表面裂纹。同时,对相关Incoloy825阀门的裂纹部位进行了轻度打磨(打磨深度约2~3 mm),裂纹均未消除。发现裂纹的Incoloy825阀门主要参数见表1。
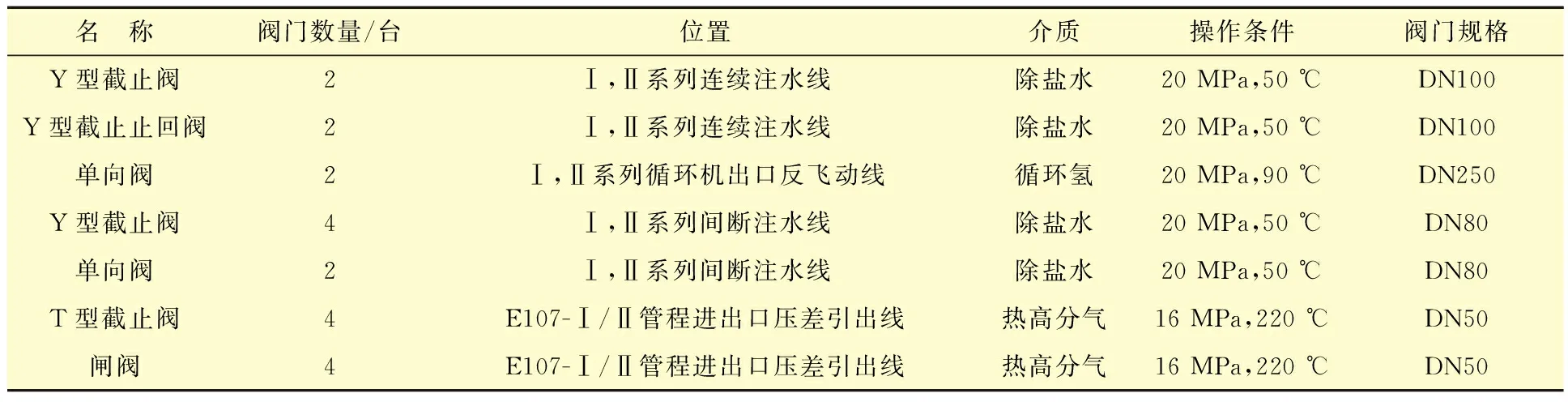
表1 Incoloy825阀门主要参数
观察到裂纹后,设备专业立即组织维保单位对更换下来的旧阀门进行了取样送检,并委托有资质的第三方检测机构,对其中的1台Y型截止阀(Ⅰ,Ⅱ系列间断注水线)裂纹产生原因进行了分析。
2 开裂原因分析
2.1 宏观检查及渗透检测
通过对阀门阀体(局部任意选几点)及焊接坡口部位进行PT,发现阀体和焊接坡口侧有较多裂纹。裂纹有单个的,也有密集的。其中密集裂纹见图1中A和B,A处面积约40 mm(纵向)×50 mm(环向),最长一条约18 mm;B处面积约40 mm(纵向)×20 mm(环向),最长一条约7 mm。在阀体上还发现大面积的麻坑,麻坑直径约1.5 mm,深度约1.5 mm。
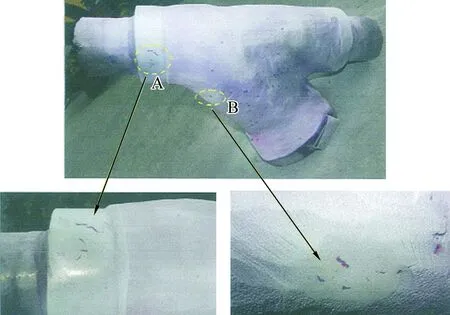
图1 阀门裂纹宏观形貌
2.2 化学成分分析
对阀体取样进行化学成分分析,结果见表2。由表2看出阀体化学成分满足相关标准的要求。
2.3 拉伸试验
从阀体上截取拉伸试样,拉伸试验结果见表3。由表3可以看出,阀体的抗拉强度满足相关标准要求。

表2 化学成分分析结果 w,%
表3 拉伸试验结果
2.4 金相分析
从阀体的A和B处分别截取全厚度金相试样,厚度约26 mm,见图2。由图2可见,金相试样经化学试剂侵蚀后其表面局部有明显的补焊痕迹,测得该处补焊最深约7 mm。
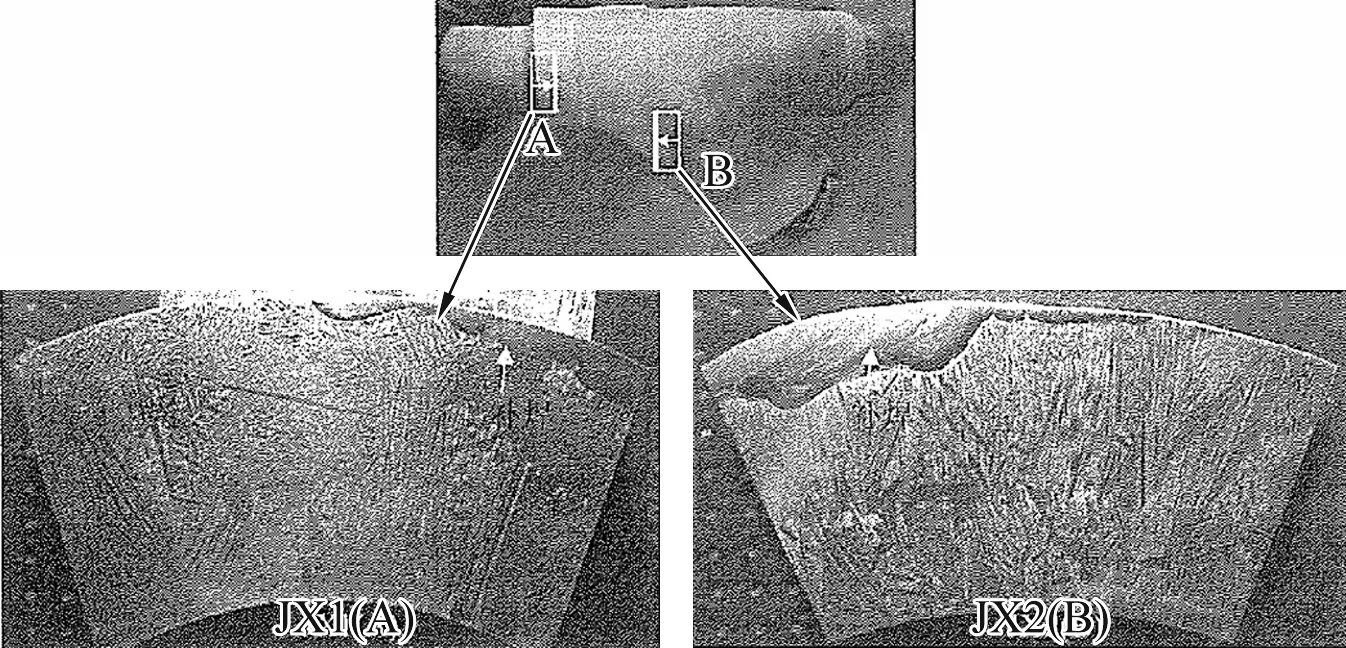
图2 金相试样取样部位及宏观形貌
2.4.1 JX1试样
JX1试样微观形貌见图3。由图3可以看出,1号部位位于阀体的近外壁,为未补焊处,有沿晶微裂纹存在;2号、3号部位为阀体与补焊焊道的过渡区及附近,有沿柱状晶晶界扩展的裂纹;4号部位也位于阀体上,可见有明显的铸造缺陷(疏松)。
2.4.2 JX2试样
JX2试样微观形貌见图4。由图4可以看出,1号部位为补焊处,有明显的沿柱状晶扩展的裂纹,在裂纹处还可观察到凝固断裂的特征;2号、3号和4号部位为阀体与补焊焊道的过渡区及附近,有较多的沿晶裂纹;5号部位位于阀体上,有明显的铸造缺陷(疏松)。
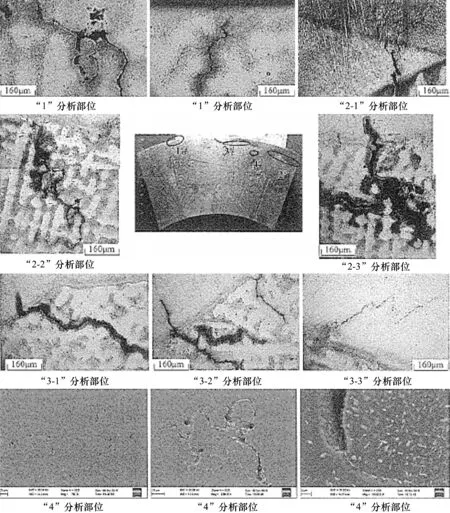
图3 JX1试样
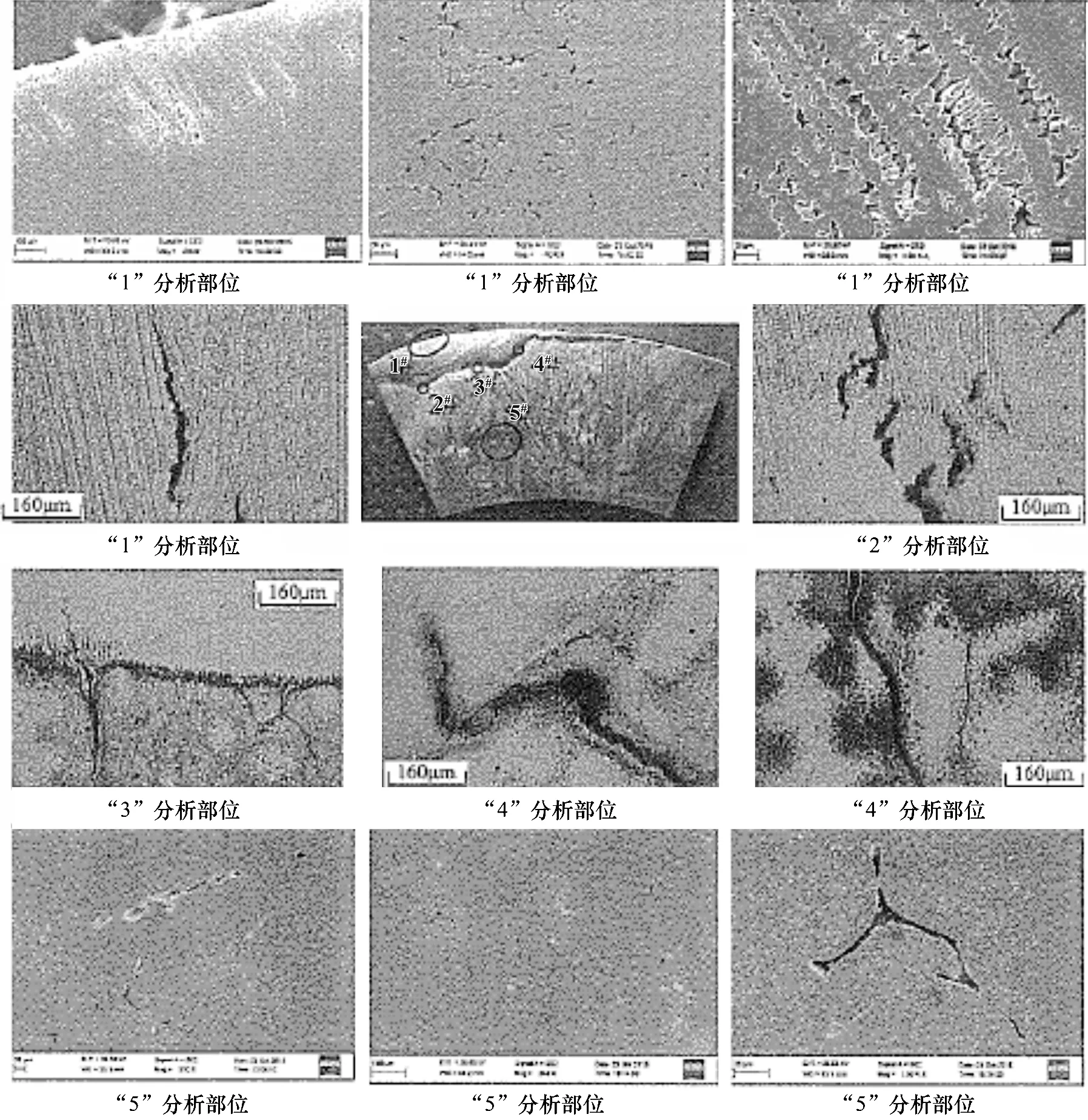
图4 JX2试样
2.5 硬度测试
对金相试样JX1和JX2进行维氏硬度(HV)测试,测试结果见表4。补焊焊缝金属的硬度为176~207.5,补焊与阀体过渡区为173.4~211.7,阀体母材硬度为155.2~199.6。由表4可知,所测硬度符合要求。
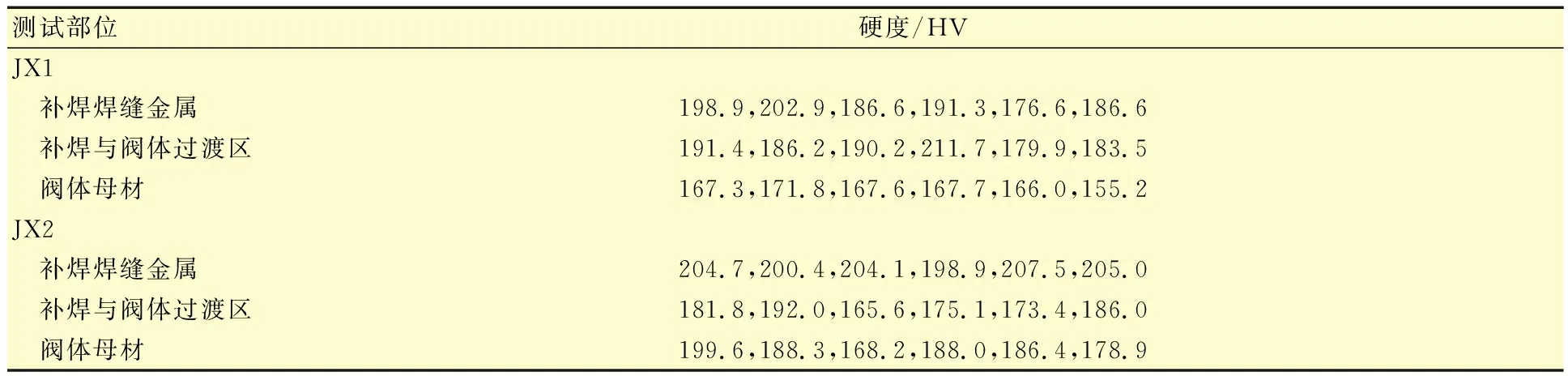
表4 硬度测试结果
2.6 断口分析
从阀体A和B处分别截取断口试样,编号分别为XM1和XM2。敲开裂纹,断口的宏观形貌见图5。由图5可以看出,开裂部位呈深褐色断面,银白色为人为的敲断面,裂纹断裂面距外表面最长(深)约6 mm,断裂面呈凹凸不平状。

图5 断口宏观部位
断口的微观形貌见图6。由图6可见,断裂面虽然已被氧化,但仍清晰可见树枝晶的结构形态,该处断裂面属典型的焊接热裂纹形貌,人为敲开面为韧窝形貌。
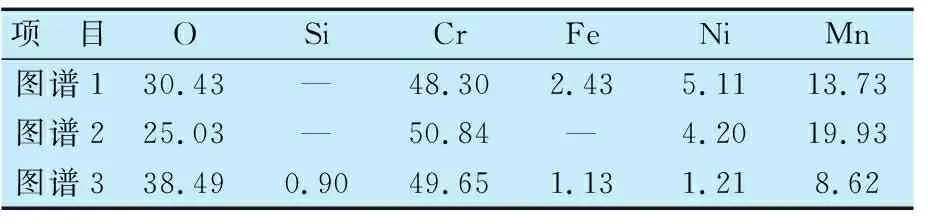
2.7 X射线能谱分析
选取XM2断口试样中的裂纹断裂面部位进行能谱分析,分析结果见表5。由表5可以看出,断口上有较多的Mn元素在晶界富集,这种富集会降低金属的熔点,在晶粒边界产生低熔点相。
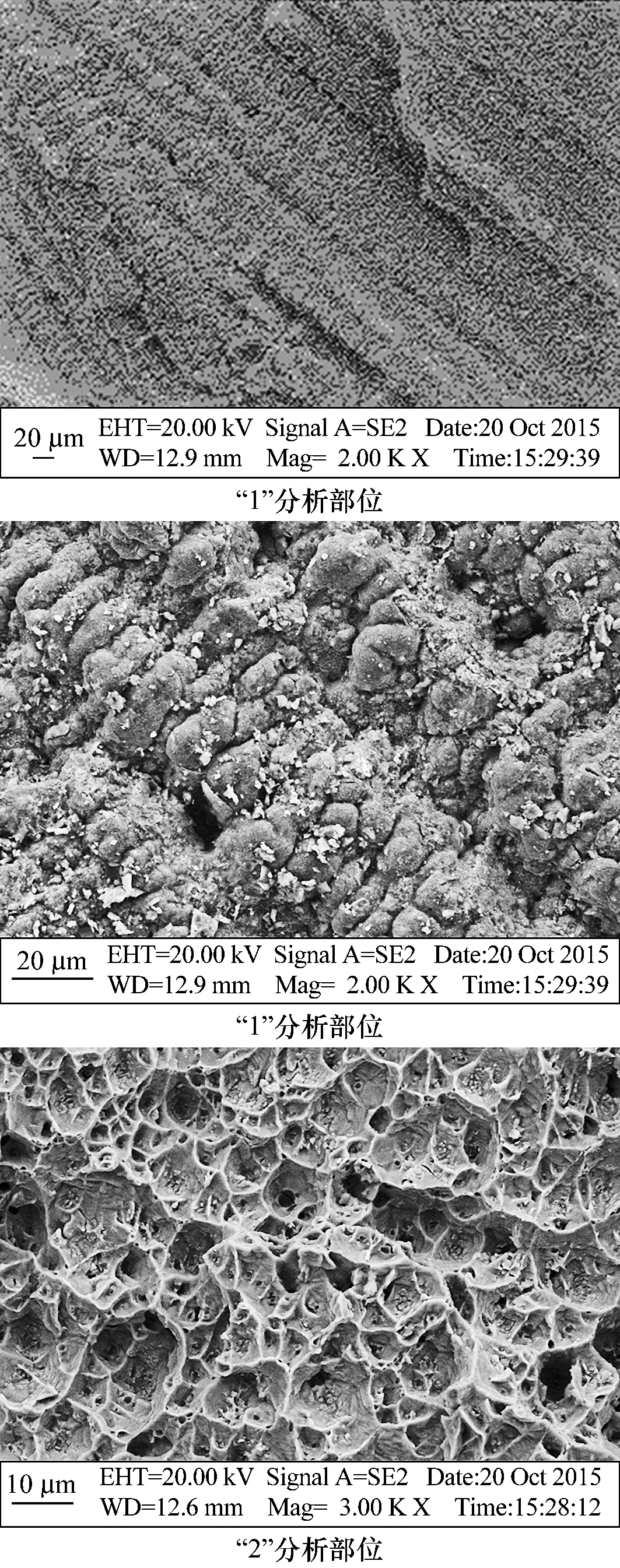
图6 断口微观形貌
2.8 主要理化分析结果
(1)PT检查结果表明,阀体外表面有裂纹和麻坑,裂纹最长约18 mm;
(2)阀体的化学成分满足相关标准的要求;
(3)阀体的拉伸性能指标也能满足相关标准的要求;
(4)阀体的硬度符合标准要求;
(5)金相和断口分析结果表明,阀体表面补焊处裂纹具有典型的焊接热裂纹特征;阀体其他部位的缺陷为典型的铸造缺陷(疏松或缩松);
(6)能谱分析结果表明,断口上有Mn元素富集严重,这种“富集”会降低金属的熔点。
3 结论及措施
综合上述各项试验、分析结果认为,该Incoloy825阀门阀体上的裂纹有两种性质,一种是铸造时产生的缺陷,另一种是阀体表面补焊产生的焊接热裂纹。
由于高铬镍耐蚀合金(包括奥氏体不锈钢)液态流动性较差,因此铸造时补缩较为困难,容易出现缩松和疏松类铸造缺陷,同时焊接过程中也容易出现焊接热裂纹。从针对阀门进行的解剖分析结果推断,阀体铸造后存在许多铸造缺陷,制造厂仅针对部分缺陷较严重的部位进行了补焊,导致既有部分表面缺陷残留,同时在补焊修复部位又出现焊接热裂纹。
Incoloy825高压注水阀阀体外表面裂纹属铸造缺陷和补焊产生的热裂纹,两者均属制造缺陷,装置停工换剂期间进行了检修更换。