锆合金板材酸洗工艺研究
2018-12-28于军辉
高 峰,徐 斌,于军辉
(1.西安建筑科技大学冶金学院,陕西西安 710055;2.国核宝钛锆业股份公司,陕西宝鸡 721013;3.国家能源核级锆材研发中心,陕西宝鸡 721013;4.陕西省核级锆材重点实验室,陕西宝鸡 721013)
随着核动力反应堆技术朝着提高燃料燃耗、反应堆热效率以及安全可靠性的方向发展的趋势,核燃料元件的制备对锆及锆合金材料提出了更高的要求[1]。燃料棒包壳管内表面装有UO2芯块,外表面承受高温高压的循环水,所以核材料设计方对其表面提出的更高的要求。粗糙、有划伤和化学污染的表面会加速锆合金腐蚀速率,对反应堆的安全和寿命造成一定的威胁。目前,锆合金生产制造厂对采用酸洗的方法消除管材内外表面划伤、点坑、色差等缺陷[2]。在锆板的生产过程中,最终产品需要经过酸洗处理,由于酸洗过程较难控制,表面易出现过酸洗。另外,锆合金对氢具有较强的吸附力,过酸洗会引起氢溶解到材料中,导致材料产生氢脆。因此,本试验研究了锆板的成品酸洗工艺,探索合适的酸液配比,用以控制酸洗速率,并找出合适的酸洗去除量,以便满足工业化大生产的需要。
1 实验
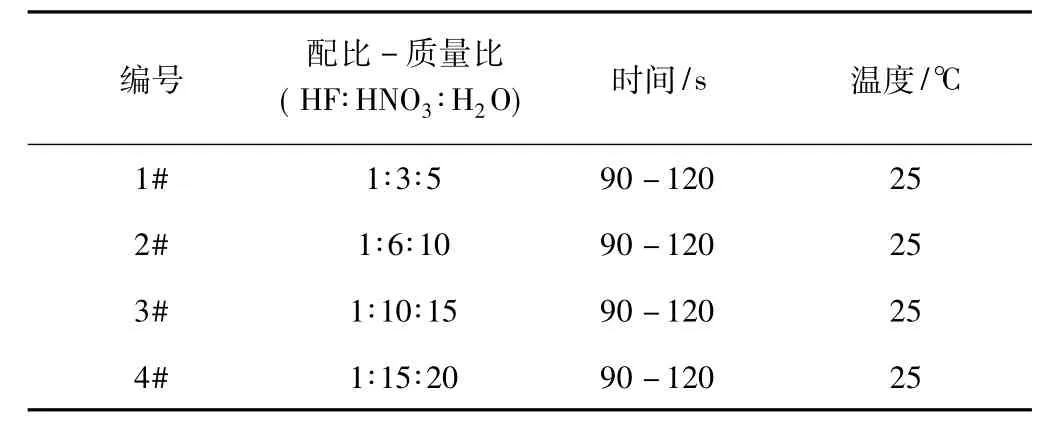
表1 4种酸液配比的酸洗试验方案
试验采用Zr-4合金板材,厚度为2 mm,化学主元素为1.40% ~ 1.70%Sn,0.18% ~ 0.24%Fe,0.07% ~ 0.13%Cr,0.09% ~0.06%O,0.007% ~0.012%Si,余量为 Zr。酸洗使用酸洗液为工业氢氟酸和工业硝酸。在全自动锆合金脱脂酸洗生产线上按照板材表面处理→酸洗→漂洗→风干的工艺流程进行酸洗。在相同的时间、温度和酸洗方式条件下,采用4种不同的酸液配比进行酸洗试验。4种酸液配比的酸洗试验方案如表1。
选用最佳的酸液配比方案,采用4种不同的酸洗去除量进行酸洗试验。4种试验方案如表2所示。
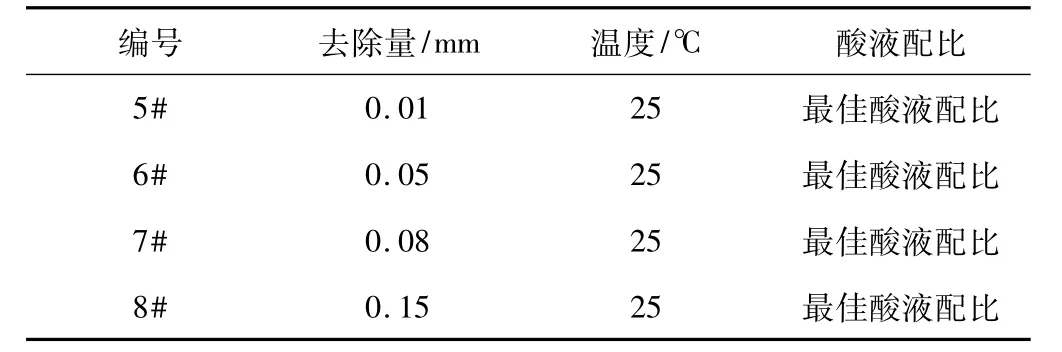
表2 4种酸洗时间的试验方案将表2和表3合并
选用最佳的酸液配比方案及酸洗去除量,采用三种不同的表面处理方式后进行酸洗试验。两种试验方案如表3所示。

表3 两种不同表面处理方式的酸洗试验方案
2 结果和分析
2.1 酸液配比对板材表面的影响
酸洗温度在25℃,酸洗时间为90-120s的条件下,进行4种不同酸液配比的酸洗试验,其结果如表4所示。
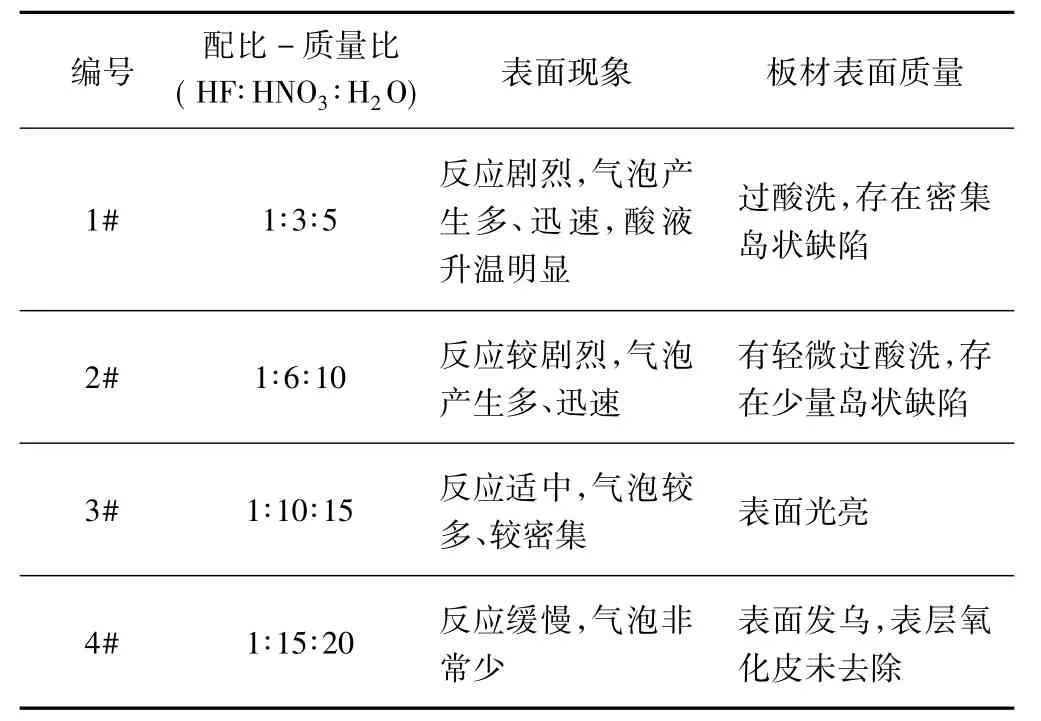
表4 4种酸液配比的酸洗试验结果
通过表4可以看出,参照1#试验方案,酸液配比HF∶HNO3∶H2O=1∶3∶5时,由于HF含量相对较高,反应速率较快,并伴随着酸液的剧烈升温,造成板材表面过酸洗且存在密集的岛状缺陷,猜测岛状缺陷形成的机理,主要是由于酸洗前板材表面压入杂质和表面污染层不均匀所致,酸洗时机体优先发生腐蚀,而杂质元素的腐蚀速率较低或不发生腐蚀,此时杂质颗粒顶端与周边机体形成窄幅酸液流动通道。[3]结合流体流动的特性,通道中的流速由中间位置到边缘逐渐降低,酸洗速率也随流速的变化二发生变化,导致杂质颗粒暴露,同时颗粒周边形成较为均匀的凹坑,从而形成岛状缺陷,如图1所示。
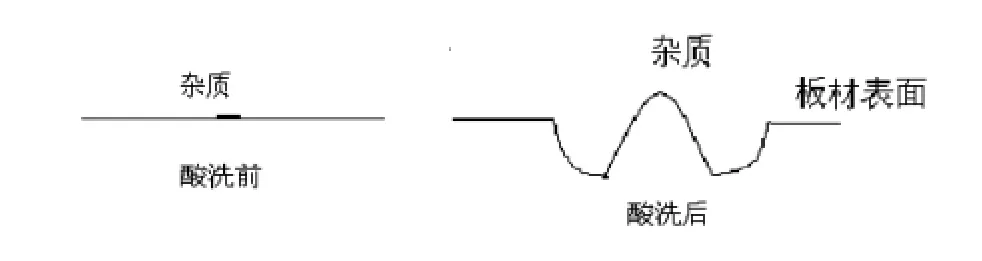
图1 岛状缺陷形成示意图
酸洗液中HF含量不变,随着HNO3及H2O质量比发生变化时,对抑制酸洗速率有较为明显的效果。当酸液配比HF∶HNO3∶H2O=1∶10∶15 时,腐蚀速率比较适中,酸洗操作易于控制,也不易出现过酸洗现象,并且表面光亮;再次提高硝酸和水的含量,当酸液配比 HF∶HNO3∶H2O=1∶15∶20 时,锆板酸洗速率明显放慢,在酸洗120s后仍表面发乌,表层氧化皮未去除现象通过试验结果看到,酸液配比 HF∶HNO3∶H2O=1∶10∶15 为最佳酸液配比。
图2 板材酸洗过程

图3 板材表面岛状缺陷
2.2 酸洗去除量对板材表面的影响
按照 HF∶HNO3∶H2O=1∶10∶15 进行酸液配比,酸洗温度在25℃条件下,进行4种不同酸洗去除量的酸洗试验,其结果如表5所示。

表5 4种不同酸洗去除量的酸洗试验结果
通过表5可以看出,选取最佳的酸液配比后,去除量在0.05 mm时能得到干净光洁的酸洗表面;去除量在0.01 mm时由于酸洗去除量较小,表面发乌,氧化皮去除未能全部去除;随着酸洗去除量增大,去除量达到0.15 mm时由于酸液升温较为明显,酸洗速率提升较快酸洗过程不易控制,并且表面产生大量密集岛状缺陷。
2.3 不同表面处理后酸洗对板材表面的影响
按照 HF∶HNO3∶H2O=1∶10∶15 进行酸液配比,去除量同为0.05 mm条件下,对3种经过不同表面处理的板材进行酸洗,其试验结果如下:未经任何表面处理的板材直接酸洗后,仍存在大量岛状缺陷;当采用使用履带式抛光机(粒度400#)对板材整板进行抛光再进行酸洗,酸洗后板材表面岛状缺陷数量明显减少;当采用板材水砂机(粒度600#)对板材表面均匀化处理再进行酸洗,酸洗后板材表面干净、光洁,基本没有岛状缺陷存在。
3 结论
(1)冷轧锆合金板材成品酸洗最佳酸液配比配比(质量比)为:HF∶HNO3∶H2O=1∶10∶15。
(2)按照 HF∶HNO3∶H2O=1∶10∶15 进行酸液配比,酸洗温度在25℃条件下,酸洗去除量为0.05 mm时,酸洗过程易于控制,能得到较为光洁的酸洗表面。
(3)在板材酸洗前,增加抛光工序,有利于避免岛状缺陷的产生。
