乳制品生产软水处理系统及其运行控制
2018-12-13杨国栋尤亮亮
文/杨国栋 尤亮亮 张 微
(1 四川新华西乳业有限公司;2 青岛新希望琴牌乳业有限公司)
水在乳制品加工过程中起着关键作用,必须加强质量控制。本文从软水处理的系统配置、运行控制两方面进行阐述,保证软水水质稳定,满足乳制品生产的要求。
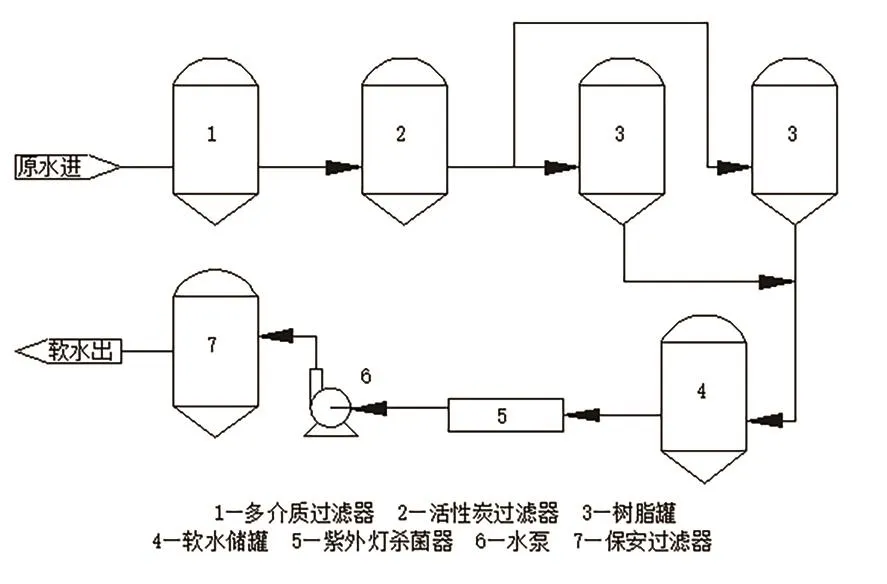
图1 软水处理系统工作流程图
1 软水系统配置要求
软水处理系统包括过滤器、树脂罐、储水罐、泵等功能部件,工作流程图见图1。其中多介质过滤器主要填装不同粒径的石英砂,用于过滤原水中的悬浮杂质;活性炭过滤器主要吸附余氯,同时还吸附小分子有机物等污染性物质,对水中异味、胶体及色素、重金属离子等有较明显的吸附去除作用;树脂罐采用钠离子交换树脂,主要用于去除原水中钙镁离子,降低出水硬度,两个并联,一个再生时一个可以产水,保证后段连续用水的要求;紫外灯杀菌器主要用于杀灭原水中的微生物;保安过滤器主要用于过滤破损流出的树脂。
2 关键控制过程
2.1 多介质、活性炭过滤器
多介质、活性炭过滤器必须配置有正洗、反洗功能,产水达到一定时间后必须进行清洗,清洗时间间隔根据原水水质而定,一般自来水作为原水时清洗周期为3~5天。清洗流量要求为:多介质过滤器正洗流量不低于产水流量,反洗流量为产水流量的1.25~1.50 倍;活性炭过滤器清洗正洗流量不低于产水流量,反洗流量为产水流量的1.00~1.25 倍。清洗时长根据出水水质(是否清澈透明)而定,一般5~10 min。
2.2 树脂罐
钠离子交换树脂主要用于去除原水中钙镁离子,是软水处理系统的关键部件,主要控制再生盐溶液的浓度,保证树脂再生效果,可用8%~10%[1]的食盐溶液进行再生,浓度过低影响再生效果,钙镁离子洗脱不完全,浓度过高可能导致产水中含盐量过高。
树脂再生盐一般使用水处理再生剂盐,但是该产品没有明确界定可用于食品生产,所以食品生产水处理再生盐一般使用《食用盐》(GB/T 5461-2016)中的未加碘食盐。

表1 乳品生产软水水质指标及监控频率表[3]
2.3 软水储罐
软水储罐主要用于储存软水,在树脂罐再生、产水流量减少或故障时可保证一段时间的车间用水。关键控制过程为储罐的卫生和食品安全方面的防护。
储罐卫生主要考虑罐内的微生物膜,特别是长时间使用后影响较大,新建系统可考虑将原位清洗(CIP,Cleaning-in-place)系统管道接入,对储罐进行清洗,主要进行碱洗去除微生物膜。若公司不具备CIP系统,可在最近位置安装简易清洗系统。清洗时间间隔一般为3 个月。控制碱浓度为1.5%~2%,清洗完成后用软水冲洗罐壁直至出水pH值成中性。
食品安全防护主要考虑上锁管理和视频监控。将人孔盖以及上储罐爬梯上锁,安装实时监控系统,并按时间间隔(一般1 周左右)进行视频抽查。
2.4 紫外灯杀菌器
主要控制紫外灯的强度,保证其强度不低于3×104μW/cm2,接触时间不低于1 s[2]。一般2 000 h更换一次可保证该强度。接触时间方面,需要根据水流量大小来设计紫外灯杀菌器的尺寸,从而满足杀菌时间的要求。
2.5 保安过滤器
主要用来过滤破损流出的树脂,其滤芯的更换周期视树脂罐的运行情况而定,一般每半年更换一次滤芯即可满足要求。
3 关键控制参数
乳制品生产软水水质主要关注3 个指标(即软水处理系统主要控制的指标),分别为硬度、细菌总数和大肠菌群(表1)。
其它指标参照《生活饮用水卫生标准》(GB5749-2006)[3]执行。若软水处理系统原水为自来水,其它指标必须符合国家标准要求;若是其它水源,需要按照国家标准进行检测,必要时增加设备进行处理。
按照关键控制过程运行可有效保证软水水质的硬度以及微生物指标。若系统异常,微生物超标,可将系统停运排尽存水后,在系统内充入臭氧进行灭菌。一般保持系统内臭氧压力50 kPa、灭菌时间60 min,可有效杀灭微生物。而且臭氧在水中的半衰期约20 min(20 ℃),多余的臭氧分解为氧气,不存在二次污染[4]。
4 效果及收益分析
4.1 紫外灯杀菌器和保安过滤器
本系统与一般的软水处理系统相比,在软水储罐到车间用水点之间增加紫外灯杀菌器和保安过滤器,可杀灭软水内未去除的微生物,控制软水的微生物指标;过滤掉破损流出的树脂以及软水储罐内可能产生的杂质,保证车间用水水质。
4.2 自清洗系统
针对一般水处理系统存在的忽略对软水储罐清洗的问题,本系统增加就地清洗系统,可实现对软水储罐的清洗、消毒,已申请实用新型专利(申请号CN 201621196492.7)。此方案一方面能节约人工清洗成本(4 000 元/年左右),另一方面可降低安全风险,自动清洗避免了人工进罐、接触清洗液的过程,也避免人员接触储罐带来的微生物污染风险。

表2 食用盐与工业盐理化指标对照表
4.3 食用盐的使用
一般水处理系统使用的树脂再生盐为再生剂盐,该类盐为工业用盐,杂质度偏高、溶解性较差,最主要的是工业用盐未明确是否可用于食品生产。本系统采用未加碘食用盐作为再生剂盐,杂质度低、溶解性好,且明确可用于食品生产。食用盐与工业盐的理化指标对照表[5,6]见表2。
未加碘食用盐优级540 元/吨,工业盐一级785 元/吨,即使用食用盐后可节约245 元/吨。产水量80吨/h的软水处理系统每年耗用再生剂盐350 吨左右,调整盐品类后每年可节约8.5 万元。
5 小结
关于乳制品生产软水处理的相关论述较少,本文从生产角度,对乳制品生产用软水处理系统及其运行控制进行全面阐述。此外,着重分析相关关键控制点及其应用过程,提出了控制过程处理方法的效果及收益分析。以期给相关从业人员提供参考,优化软水处理成本。C
