多喷嘴水煤浆气化炉堵渣原因及原料煤粘温特性浅析
2018-12-07李乐伦
李乐伦,李 娜
(1.兖矿新疆煤化工有限公司,新疆乌鲁木齐 830011;2.新疆大学,新疆乌鲁木齐 830000)
1 气化装置生产状况及背景
兖矿新疆煤化工有限公司600kt/a醇氨联产项目采用多喷嘴水煤浆加压气化炉等7项国际先进、国内一流的技术,配套建设300kt/a甲醇、300kt/a合成氨、520kt/a尿素装置。项目共配有3台多喷嘴水煤浆气化炉 (两开一备),以新疆本地煤为原料。原料煤煤质稳定是气化装置稳定运行的基础,可以说在煤化工企业生产中“煤质稳定则气化装置运行稳定,气化装置运行稳定则全厂生产稳定”。新疆的煤炭储量非常大,但是没有太多适合多喷嘴水煤浆气化炉使用的煤炭;而且,在开采过程中,由于遇到断层等工程地质条件的变化,同一矿点的原料煤煤质变化可能也较大,且供应量有限。
兖矿新疆煤化工有限公司600kt/a醇氨联产项目自2012年9月27日气化炉投料以来,由于对原料煤煤质及煤灰性质掌控欠缺,3台气化炉(两开一备)反复出现激冷室渣堵、下降管烧穿、气化炉运行周期短、耐火砖侵蚀严重等问题,气化炉频繁减量、切气、停车,气化装置运行磕磕绊绊、事故频发,生产运营极为被动,成为制约系统长周期、稳定运行的关键因素;而且,频繁开停车消耗了大量的人力、物力、财力,吨氨煤耗及吨尿素氨耗均居高不下。
经统计,仅2015年全年因堵渣造成单台气化炉切气或停车达16次,给公司的运营造成严重影响和带来重大的经济损失。虽然公司 (针对不达标的原料煤)采取了截仓处理及提高炉温、降低负荷、不定期倒炉等应对措施,但终因渣堵严重,气化炉无法继续运行,气化装置被迫停车处理。
因此,“吃透”新疆煤煤质特性,筛选出合适的原料煤,对部分煤种进行调配以拓宽气化煤种,即寻求合适、(煤质)稳定的原料煤成为解决生产被动的关键所在。
2015年公司开始认识到气化用煤灰渣粘温特性的重要性,并逐步以原料煤粘温特性为主导因素,严格把控入厂气化用煤质量,并尝试配煤试烧,经过不断摸索、总结,气化炉工况趋于稳定,基本杜绝了堵渣现象,目前公司双炉 (3台气化炉,两开一备)双系统 (合成氨-尿素系统、甲醇系统)实现了安全、稳定、长周期运行,多喷嘴水煤浆加压气化技术工艺可靠、技术先进的优点得到了体现。
2 气化炉堵渣的原因
水煤浆与纯氧在气化炉内反应,其灰渣呈熔融状态沿气化炉内壁流向渣口,若渣口处温度能够使灰渣处于较好的流动状态 (即该温度下灰渣的粘度适当、流动性好),气化炉则能正常排渣;反之,灰渣的流动性差,不能顺畅流动,就会在气化炉渣口处形成积渣,并伴随气化炉渣口压差上升,这便是气化炉堵渣的原因。
通常认为,气化炉正常操作温度控制在1200~1350℃,即一般高于原料煤灰熔点50~100℃,这是业内及文献中最常见的说法[1],在此温度区间操作就能够保证气化炉下渣顺畅,确保气化炉的安全、稳定运行。但实际生产中情况千差万别,我公司的情况就并非如此。我公司在气化炉投运初期,其操作指导方针是:气化炉炉膛温度高于气化煤灰熔点50~100℃,气化炉正常操作温度控制在1200~1350℃。在这样的操作指导方针下,我公司气化炉的实际运行情况却是运行周期短、耐火砖侵蚀严重,易发生气化炉排渣不畅、下降管烧穿等事故。图1是堵渣频繁时期我公司气化用煤灰熔点的统计。可以看出,原料煤灰熔点波动频繁且幅度较大,波动幅度最高达60℃,如果炉况调整不及时,必定导致气化炉出现问题。结合下文图2可以看出,煤的灰熔点只是表征此时灰渣处于熔融状态,并不能说明其具有较好的流动性,或者气化炉操作温度再升高50~100℃,灰渣就具有较好的流动性。
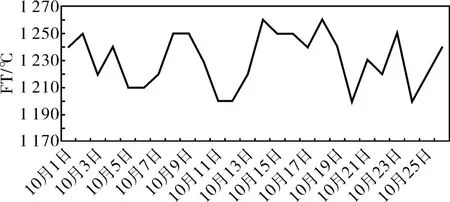
图1 堵渣频繁时期气化用煤灰熔点 (FT)统计
通过对堵渣原因的分析可知,气化炉堵渣与否与灰渣的粘度有直接关系,若能较好地把控灰渣的粘温特性,就能实现气化炉少堵渣、不堵渣乃至稳定、长周期运行。因此,对煤灰的粘温特性进行研究非常有必要。
3 气化炉操作温度的确定
对于煤灰而言,其温度越高粘度越低,灰渣的流动性就越好。原料煤在气化炉内反应后,渣口处灰渣呈熔融流动状态其粘度为25Pa·s时对应的温度称为T25,渣口处灰渣呈熔融流动状态其粘度为3Pa·s时对应的温度称为T3;由于存在热量损失,气化炉炉膛温度一般高于渣口处温度,两者温差一般在20~30℃,称为T损。大量实验数据及工业生产数据表明,当灰渣温度在T25~T3之间,即灰渣的粘度在25~3Pa·s时,灰渣熔融流动性较好,渣口处下渣顺畅。
3.1 炉温上限的确定
依据煤灰的粘温特性曲线,我公司气化炉操作温度高限一般定为T3+T损,且操作温度高限还必须小于1400℃,这是考虑到炉内耐火砖的使用寿命。经验表明,气化炉操作温度每升高100℃,耐火砖损坏率会增加3~4倍,且在较高温度下灰渣粘度非常小,流动性极好,会导致耐火砖表面无挂渣,不能形成有效的保护层,耐火砖直接接触高温气体,侵蚀和剥落加剧,对耐火砖十分不利,其使用寿命将明显缩短。现场经验和实验室测试均表明,当操作温度与特定的灰渣粘度相匹配时,耐火砖使用寿命最长。此外,气化炉操作温度高,还会造成有效气成分偏低、比煤耗和比氧耗偏高、灰水药剂消耗量增大[2]。
3.2 炉温下限的确定
炉温下限的确定,主要是为了确保气化炉能够顺畅排渣,应视煤质情况予以确定。依据煤灰的粘温特性曲线,我公司气化炉操作温度下限一般定为T25+T损。此外,一般来说,气化炉操作温度下限要高于煤的灰熔点,并且保证其灰渣具有一定的流动性,以便能够顺利排渣。
因此,气化炉只有在煤灰最佳粘度对应的温度范围内操作,炉砖表面才能形成一定厚度的灰渣保护层,既延长耐火砖的使用寿命又不堵塞渣口。
3.3 气化炉操作弹性
由于煤形成的条件不同,即使同一地区出产的原料煤,其性质也不是完全相同的,这样一来,在确定气化用煤最佳操作温度时要有一定的弹性,从而提高气化炉抗风险的能力。
我公司以实验室数据为基础,在长期的实际生产中得到较为实用的经验数据是:灰渣的粘度与气化炉操作温度呈负相关,即温度越高灰渣的粘度越小,对于多喷嘴水煤浆气化炉 (液态排渣)而言,可操作温度最大控制范围应满足灰渣粘度在3~25Pa·s内,温度区间越大,气化炉的可操作范围越宽。我公司在保证气化炉能够顺利排渣的情况下,选择气化炉操作弹性区间为T3-T25≥30℃。灰渣的粘温特性是确定液态排渣气化炉操作温度的重要参数,但需要补充一点的是,煤的灰熔点低,不一定其粘温特性曲线就好;此外,通常而言的气化炉正常操作温度一般高于煤灰熔点50~100℃的说法也是不准确的。以下以我公司气化炉所用原料煤M1和M2为例进行说明。
我公司所用原料煤M1和M2的煤质分析数据见表1。

表1 原料煤M1和M2的煤质分析数据
我公司M1煤的粘温特性曲线如图2所示,其灰熔融性温度 (FT)是1120℃,按照气化炉正常操作温度一般高于煤灰熔点50~100℃的说法,M1煤的操作温度应该为1170~1220℃;但由图2可清楚地看出,此温度区间对应的灰渣粘度远远大于25Pa·s,堵渣是必然的。M1煤T25对应的温度为1236℃,T3对应的温度为1262℃,可以计算得到M1煤的气化操作温度上限为1292℃ (T3+T损=1262+30=1292℃),操作温度下限为1266℃ (T25+T损=1236+30=1266℃),操作区间仅26℃ (不足30℃),即M1煤气化温度调整区间较小,操作难度较大。
我公司M2煤的粘温特性曲线如图3所示,其灰熔融性温度 (FT)是1150℃,按照气化炉正常操作温度一般高于煤灰熔点50~100℃的说法,M2煤的操作温度应该为1200~1250℃;但由图3可清楚地看出,M2煤T25对应的温度为1280℃,T3对应的温度为1409℃,可以计算得到M2煤的气化操作温度上限为1439℃ (T3+T损=1409+30=1439℃),操作温度下限为1310℃ (T25+T损=1280+30=1310℃)。但考虑到T3较高,已超过1400℃,故取M2煤的气化操作温度上限为1360℃,操作温度下限为1310℃,此时操作区间约50℃,即M2煤比较适合于水煤浆气化炉液态排渣,操作弹性较大。

图2 M1煤的粘温特性曲线

图3 M2煤的粘温特性曲线
4 结束语
兖矿新疆煤化工有限公司据新疆煤的煤质特性,结合实际运行经验,剖析堵渣原因,认为气化炉堵渣与否与灰渣粘度有直接的关系,故以煤灰粘温特性作为原料煤选煤依据和气化炉操作温度指征,同时考虑煤的灰熔点、灰分、挥发分、内水含量等指标及其成浆性,逐渐摸索出适合多喷嘴水煤浆气化炉的煤种及配煤比例,严格把控原料煤煤质,合理确定气化炉操作温度及操作弹性范围,并优化气化装置及后系统操作,实现了整个生产系统的稳定、高效、长周期运行。