薄板铝合金的CMT焊接工艺*
2018-12-05徐国建王子健杭争翔郭云强邱晓杰
徐国建, 王子健, 杭争翔, 郭云强, 邱晓杰
(1. 沈阳工业大学 材料科学与工程学院, 沈阳 110870; 2. 南京中科煜宸激光技术有限公司 研究院, 南京 210038)
铝合金在日常生产生活中应用广泛,铝及其合金具有优异的物理性能、化学性能和力学性能,广泛应用在家电、建筑、汽车、航空航天等领域.随着焊接技术的发展,已有多种铝合金焊接结构应用于具有特殊使用性能要求的环境中,如航空航天飞行器等铝合金焊接产品[1-2].
由于铝与铝合金具有较高的热导性和热膨胀性,因此,当进行铝合金焊接时,容易产生裂纹及气孔,常用的焊接方法包括TIG和MIG焊[3-4].这两种方法虽然均能满足铝及其合金的使用性能要求,但TIG焊效率较低,且易造成夹钨,MIG焊薄板容易产生烧穿等缺陷.
冷金属过渡(CMT)焊是奥地利福尼斯公司在MIG/MAG焊的基础上开发出的一种新型焊接技术.当发生熔滴短路过渡时,CMT焊技术的控制系统在采集到短路电流信号时,将会马上切断焊接电流,同时焊枪处的前送丝机构将会回抽焊丝,从而帮助熔滴过渡到熔池,实现无电流下的熔滴过渡,从而避免了焊接飞溅,且可获得较小的热输入量,因而非常适用于薄板的焊接[5-10].
1 试验材料与设备
1.1 试验材料
试验材料为6082-T6铝合金,T6表示铝合金经过固溶处理后再经过人工时效处理.6082-T6铝合金试板尺寸为130 mm×60 mm×2 mm,其化学成分如表1所示.焊丝选用直径为1.2 mm的ER4043铝硅焊丝.

表1 6082-T6铝合金的化学成分(w)Tab.1 Chemical composition of 6082-T6 aluminum alloy(w) %
1.2 试验设备
试验设备主要由TPS2700型CMT焊机、AⅡ-V6型OTC机器人系统等组成.CMT机器人焊接系统如图1所示.保护气体采用高纯氩气,流量为15 L/min,弧长修正系数为0%,焊缝坡口形式为Ⅰ型.

图1 CMT机器人焊接系统Fig.1 CMT robot welding system
采用金相显微镜和扫描电子显微镜分析焊缝的宏观形貌和微观组织;采用能谱分析仪分析微区成分;采用X射线衍射仪分析相组成;采用维氏显微硬度计分析焊接接头的硬度分布;采用万能拉伸试验机分析焊接接头的机械性能.
2 结果与分析
2.1 焊缝宏观形貌
2.1.1 焊接电流的影响
当焊接速度为110 cm/min、弧长修正系数为0%、焊接电流变化范围为100~115 A时,在6082-T6铝合金试板上进行CMT焊试验.焊接电流对焊缝宏观成型性、熔深、熔宽、深宽比和横断面形貌的影响分别如图2~5所示.由图3、4可知,随着焊接电流的增加,熔宽、熔深与深宽比大体上也随之增加.由图5可见,当焊接电流为100 A时,焊缝尚未完全焊透,表明此时的焊接电流偏小,热输入量不足;当焊接电流达到105 A时,厚度为2 mm的铝合金试板已被熔透,且随着焊接电流的增大,焊接区面积也随之增加.
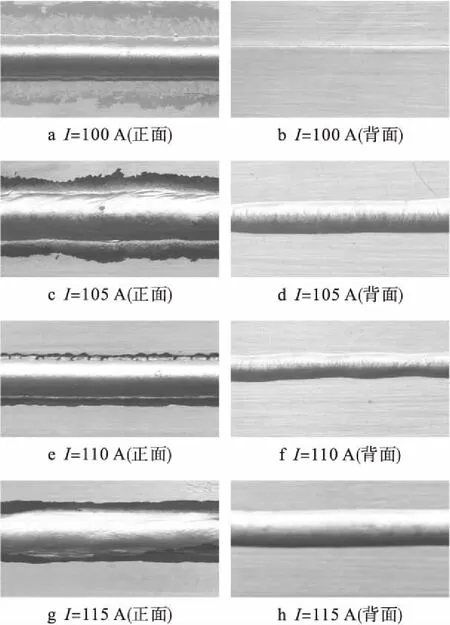
图2 焊接电流对焊缝宏观成型性的影响Fig.2 Effect of welding current on macro formation of weld
2.1.2 焊接速度的影响
当焊接电流为105 A、弧长修正系数为0%、焊接速度的变化范围为90~120 cm/min时,得到的焊缝宏观形貌如图6所示.

图3 焊接电流对熔深、熔宽的影响Fig.3 Effect of welding current on weld depth and weld width

图4 焊接电流对深宽比的影响Fig.4 Effect of welding current on depth-width ratio
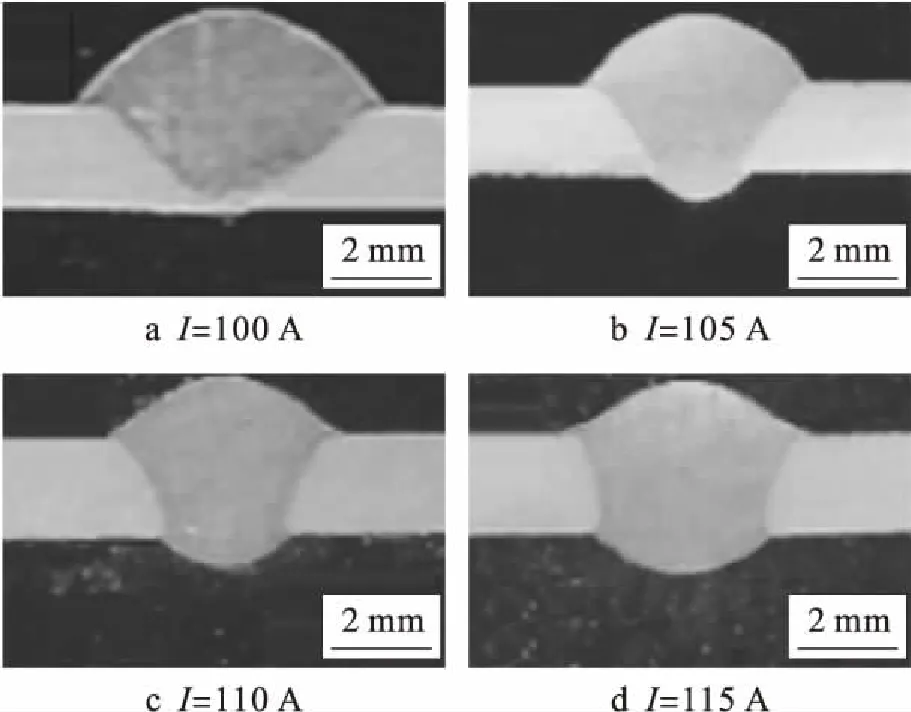
图5 焊接电流对横断面形貌的影响Fig.5 Effect of welding current on morphologies of cross section
焊接速度对焊缝熔深、熔宽、深宽比和横断面形貌的影响如图7~9所示.由图7可见,焊接速度对焊缝熔宽和熔深具有较大影响.随着焊接速度的增加,焊缝熔深、熔宽大体上呈现逐渐减小的趋势.由图8可见,随着焊接速度的增加,深宽比呈现先增后减的趋势.由图9可见,当焊接速度为120 cm/min时,焊缝尚未焊透.这是因为当焊接电流一定时焊接速度过大导致焊接热输入下降的缘故.为了提高焊接生产率,可以适当提高焊接速度,但要确保焊缝能够焊透,避免出现未焊透等缺陷.
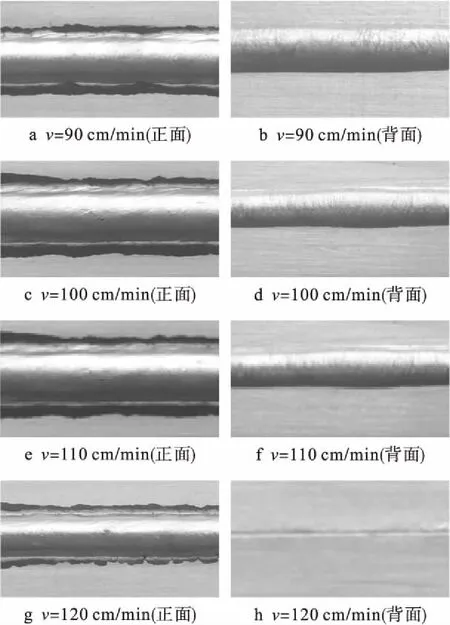
图6 焊接速度对焊缝宏观成型性的影响Fig.6 Effect of welding speed on macro formation of weld
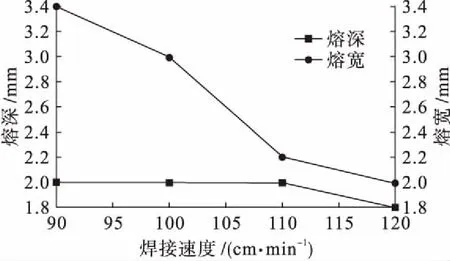
图7 焊接速度对熔深、熔宽的影响Fig.7 Effect of welding speed on weld depth and weld width

图8 焊接速度对深宽比的影响Fig.8 Effect of welding speed on depth-width ratio

图9 焊接速度对横断面形貌的影响Fig.9 Effect of welding speed on morphologies of cross section
通过上述试验,采用控制变量法确定了在最佳CMT焊工艺参数条件下,弧长修正系数为0%,焊接电流为105 A,焊接速度为110 cm/min.在最佳焊接工艺参数条件下,不仅可以获得具有适当熔深和熔宽的焊缝,而且所得焊缝表面成型美观且色泽光亮.
2.1.3 焊接对比试验
对2 mm板厚的6082-T6铝合金进行MIG与CMT焊对比试验.试验中焊接电流为105 A,焊接速度为110 cm/min,保护气体(高纯氩气)流量为15 L/min、坡口形式为I型坡口.焊后焊缝的宏观形貌如图10所示.由图10可见,由MIG焊获得的焊缝具有明显飞溅,这是因为在MIG焊的熔滴短路过渡过程中,当液桥收缩变细时,短路电流密度增大,使得液桥迅速汽化而发生爆炸,从而导致飞溅的产生.与相同工艺参数下的CMT焊缝进行对比后发现,由CMT焊获得的焊缝无飞溅产生,且成型美观.
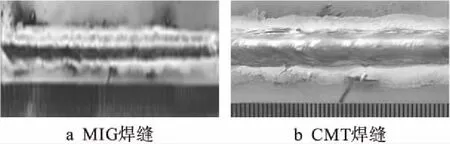
图10 不同焊接方法下焊缝的宏观形貌Fig.10 Macro morphologies of weld under different welding methods
2.2 焊接接头微观组织
经过研磨和抛光后,采用凯勒试剂(1 mL氢氟酸+1.5 mL盐酸+2.5 mL硝酸+95 mL水)对6082-T6铝合金焊接接头进行腐蚀,腐蚀时间约为40 s.腐蚀完成后,立刻用大量清水冲洗掉残留腐蚀剂,然后用无水酒精清洗干净,再用吹风机吹干,最后利用金相显微镜进行组织观察.结果发现,焊缝组织主要由α-Al固溶体组成.
2.2.1 焊接电流的影响
在6082-T6铝合金CMT焊焊接试验中,当焊接速度为110 cm/min、弧长修正系数为0%时,不同焊接电流对焊缝金属显微组织的影响如图11所示.由图11可见,在其他焊接工艺参数不变的前提下,随着焊接电流的增加,焊缝组织逐渐变得粗大.这是因为随着焊接电流的增加,焊接热输入量随之增加,焊缝金属凝固时间变长导致晶粒充分长大的缘故.不同热输入条件下焊缝区的组织形态具有较大差别.当焊接电流较小时,焊缝组织呈不连续短棒状形态分布;当焊接电流较大时,焊缝组织呈连续粗大网状形态分布.

图11 焊接电流对焊缝金属显微组织的影响Fig.11 Effect of welding current on microstructure of weld metal
2.2.2 焊接速度的影响
当焊接电流为105 A、弧长修正系数为0%时,不同焊接速度对焊缝金属显微组织的影响如图12所示.由图12可见,随着焊接速度的增大,焊缝金属的显微组织变得越来越细小.这是因为随着焊接速度的增大,焊接线能量不断减小,焊接熔池凝固速度变快,高温停留时间变短导致晶粒未充分长大的缘故.
2.3 拉伸试验
利用万能试验机对6082-T6铝合金进行拉伸试验,加载位移速度为3 mm/min,拉伸试验结果如表2所示.由表2可见,2 mm板厚的6082-T6铝合金焊接接头的拉伸最大力平均值为4.055 kN,抗拉强度范围为166.79~188.53 MPa.与其他试样相比,1号和8号拉伸试样的抗拉强度较小,这是因为这两个试件的焊接工艺参数不合理导致焊缝中存在焊接缺陷(未焊透)的缘故.此外,拉伸试件的断裂部位均发生于焊接热影响区的软化区,断裂后拉伸试样的实物照片如图13所示.

图12 焊接速度对焊缝金属显微组织的影响Fig.12 Effect of welding speed on microstructures of weld metal

表2 焊接接头拉伸试验结果Tab.2 Tensile test results of welding joints

图13 断裂后拉伸试样照片Fig.13 Photo of tensile sample after fracture
6082-T6铝合金焊接接头的最大抗拉强度为188.53 MPa,与6082-T6铝合金母材的抗拉强度平均值310.24 MPa相比,焊接接头的最大抗拉强度约为母材的61%.观察表2可以发现,当焊接电流为110 A、焊接速度为110 cm/min、弧长修正系数为0%时,6082-T6铝合金焊接接头的抗拉强度值最大,此时焊接接头的伸长率为3.09%.
为了研究6082-T6铝合金CMT焊焊接接头拉伸试验的断裂机制,对拉伸后的试样断口进行微观组织观察,结果如图14所示.由图14可见,拉伸断口存在很多大小不一的韧窝,且韧窝有深有浅,拉伸断口形貌表现为塑性断口.

图14 焊接接头拉伸试样断口形貌Fig.14 Fracture surface morphology of tensile sample of welding joint
2.4 维氏硬度试验
利用HV-1000型维氏显微硬度计对完成拉伸试验的6082-T6铝合金的焊接接头焊缝区、热影响区、母材区的显微硬度进行测量,结果如图15所示.由图15可见,6082-T6铝合金母材区的硬度约为95~98 HV,热影响区硬度约为60~95 HV,而焊缝区硬度约为65~73 HV.可见,热影响区硬度低于母材,这是因为6082-T6铝合金是通过固溶处理加人工时效处理进行强化的,焊接热影响区受到焊接热输入的影响,使得该区发生了“过时效”转变,导致其硬度降低.
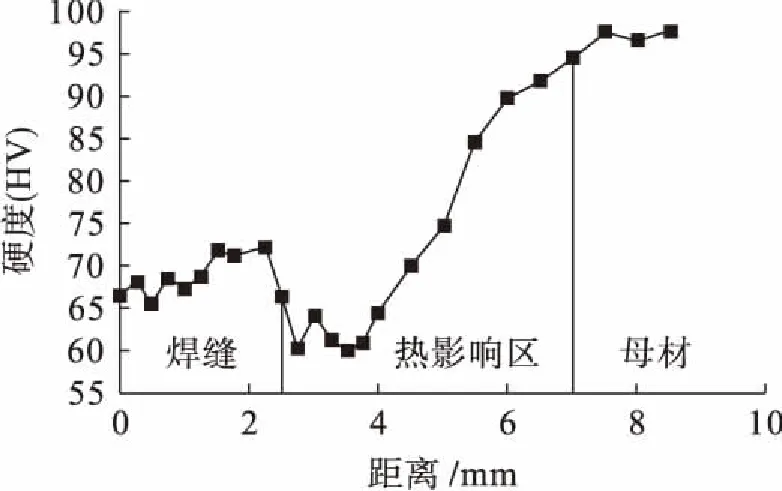
图15 焊接接头硬度分布Fig.15 Hardness distribution of welded joint
3 结 论
通过以上试验分析可以得到如下结论:
1) 2 mm板厚的6082-T6铝合金在最佳CMT焊接工艺参数条件下焊接电流为105 A,焊接速度为110 cm/min,弧长修正系数为0%,保护气体(高纯氩气)流量为15 L/min.
2) 焊接工艺参数对焊缝成型具有较大影响.随着焊接电流的增加,焊缝熔宽、熔深大体上随之增大.随着焊接速度的增加,焊缝熔宽、熔深大体上随之减少.
3) 6082-T6铝合金焊缝区硬度约为65~73 HV,热影响区硬度约为60~95 HV,母材区硬度约为95~98 HV.
4) 焊接接头最高抗拉强度为188.53 MPa,约为母材抗拉强度的61%.拉伸断裂位置处于热影响区,拉伸断口形貌表现为塑性断口.
5) 当对厚度为2 mm的6082-T6铝合金进行CMT焊时,采用最佳焊接工艺参数可以避免传统焊接方法生产效率低、夹钨、裂纹、气孔、焊接变形大等缺陷,且可以获得较高的焊接接头抗拉强度.
