钛/铝异质金属搅拌摩擦焊技术研究进展
2018-11-30黄永宪吕宗亮万龙孟祥晨曹健
黄永宪,吕宗亮,万龙,孟祥晨,曹健
哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001
钛及钛合金材料具有质轻、耐高温、比刚度高、抗腐蚀性能好等优点,广泛应用于航空航天、轨道交通及原子能产业等[1-8]。据统计,在20世纪80年代,仅美国航空航天领域每年用钛量达1.3~1.9万多吨,其中F22战斗机的用钛量占飞机总重量的45%[6]。铝及铝合金也凭借其质轻和比强度高等特性在航空航天和自动化等领域得到广泛应用[9]。近年来,随着汽车制造、航空航天等行业对轻量化提高能效比,节约环保的要求越来越高,为发挥以上2种金属不同的性能优势,实现性能互补,在YF-12战斗机机翼蜂窝夹层[10](钛合金蒙皮和铝合金蜂窝夹层连接而成)、空客飞机座位导轨[11]和复合铝底钛锅[12]等部件均采用钛/铝复合结构。因此,钛/铝异种金属复合结构的连接问题已成为研究热点[13-17]。
然而,由于钛/铝异种金属两者之间的热物理和化学性能差异巨大,导致其焊接存在巨大的困难,具体体现在以下4个方面:① 钛和铝均属于活泼金属,表面易氧化生成致密的TiO2和Al2O3,导致焊缝夹渣等缺陷并降低接头强度。此外钛在高温下的吸氢、氧和氮行为亦降低接头性能。② 钛和铝的熔点相差约800 ℃,若采用熔焊进行连接,当温度达到钛熔点时,铝及铝合金元素大量烧损蒸发。③ 钛和铝的线膨胀系数和热导率相差很大,钛的线膨胀系数和热导率分别为铝的1/3和1/16。④ 钛和铝的晶格参数、晶格类型、原子半径等差异巨大,导致其冶金不相容,易反应生成大量脆性金属间化合物,在焊接应力作用下极易产生焊接裂纹。因此,采用熔焊连接钛/铝异种金属面临着巨大的困难。
搅拌摩擦焊(Friction Stir Welding, FSW)作为固相连接方法,具有高效、优质、焊接应力小、变形小等优点。焊接过程中,利用高速旋转的硬质搅拌头与待焊工件之间的摩擦产热与形变热使搅拌头附近的材料发生塑化而不熔化,黏塑性的材料在搅拌头轴肩和搅拌针共同作用下不断填充到搅拌头的后面,从而形成致密焊缝[18-20]。FSW对于克服异种材料性能差异带来的焊接困难具有极大的优势且具有广阔的应用前景,相关工艺及机理研究也越来越受到重视,钛/铝异种金属FSW成为焊接领域的研究热点之一。
钛/铝异种材料FSW连接方式如图1所示。为避免搅拌头与钛合金摩擦过程中大量磨损并保证异种材料在搅拌头作用下充分混合,图1(a)为钛/铝对接且搅拌头偏向铝合金侧一定距离[21];

图1 钛/铝搅拌摩擦焊的3种接头[17,21-22]Fig.1 Three types of FSW joints of Ti/Al alloys[17,21-22]
图1(b)为铝板在上钛板在下的搭接接头,焊接时搅拌针端部压入钛板一定距离实现连接[22];图1(c)为“差高-偏置”模式,搅拌头轴肩过量扎入铝板,并使轴肩底部端面刚好与钛板上表面轻微接触,在保证铝侧焊缝处的产热和材料的塑性流动的同时,还可避免搅拌头轴肩与钛合金板表面摩擦导致的过量磨损和产热[17]。
1 钛/铝对接搅拌摩擦焊
在采用FSW对接实现钛/铝异种金属的连接时,一般将钛合金置于前进侧(Advancing Side, AS),铝合金置于后退侧(Retreating Side, RS),且搅拌针偏向铝合金,控制搅拌针边缘扎入钛合金的量为0~1.2 mm,如表1所示。

表1 钛/铝对接FSW焊接窗口
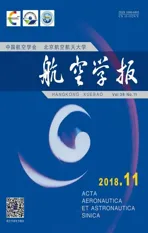
图2和图3为典型的钛/铝异种金属搅拌摩擦焊对接接头的横截面形貌。与同种材料FSW相比较,钛/铝对接接头呈现以下特点:① 焊核区(Stir Zone, SZ)与钛之间存在清晰的界面,而与铝之间则界面模糊;② 焊核区主要为细小的再结晶铝晶粒和在搅拌针作用下脱落的块状钛,故而焊核区主要由铝及镶嵌其中的强化颗粒钛组成,因而接头界面的宏观形貌与母材(Base Material, BM)的相对位置有关;③ 在后退侧存在与同种材料FSW相似的热机影响区(Thermo-Mechanically Affected Zone, TMAZ)和热影响区(Heat Affected Zone, HAZ),而在前进侧界面处存在钛中α和β相的晶粒。一般而言,在接头反应界面靠近轴肩区域,因搅拌针对钛基体的摩擦作用出现由钛元素组成的漩涡状叠层,且该结构与偏移量大小有密切关系,如图4所示。
钛/铝异种金属的连接难点主要是控制连接界面金属间化合物的种类和厚度,钛/铝异种材料FSW的研究重点也集中于此。宋志华等[21]认为界面冶金反应生成金属间化合物是实现钛/铝有效连接的机制。吴爱萍等[26]指出界面微结构特征在沿厚度方向并无变化,在界面处存在连续的厚度约为100 nm的TiAl3金属间化合物,且为唯一的反应产物,如图5所示。他们指出搅拌头旋转速度对接头质量至关重要,当转速为1 250 r/min时,界面存在较厚的金属间化合物,接头断裂发生于界面处且抗拉强度最低;当转速为500 r/min时,焊核存在挤压不足的现象,断裂发生于焊核区;当转速为750 r/min时,界面具有很薄的金属间化合物层,断裂位于TMAZ和HAZ之间,强度为215 MPa,达到铝合金的68%。文献[24]则表明在界面处的大部分区域未发现金属间化合物的存在,钛/铝之间主要的连接方式为扩散焊;界面处漩涡结构诱导的“微机械连接”及金属间化合物的存在使钛/铝之间的连接机制变得更为复杂,且弥散分布的钛颗粒起到了增强相的作用。Dressler等认为,尽管接头中存在的TixAlx相属于硬脆物,但是当其厚度可控在较薄(1 μm)的范围内时,可起到增强接头的作用,接头强度为348 MPa,达到2024-T3母材的73%。

图2 AA2024/TC4钛合金对接接头宏观形貌[24]Fig.2 Macrostructure of AA2024/TC4 friction stir butt joint[24]

图3 AA6061/TC4对接接头宏观形貌[22]Fig.3 Macrostructure of AA6061/TC4 friction stir butt joint[22]
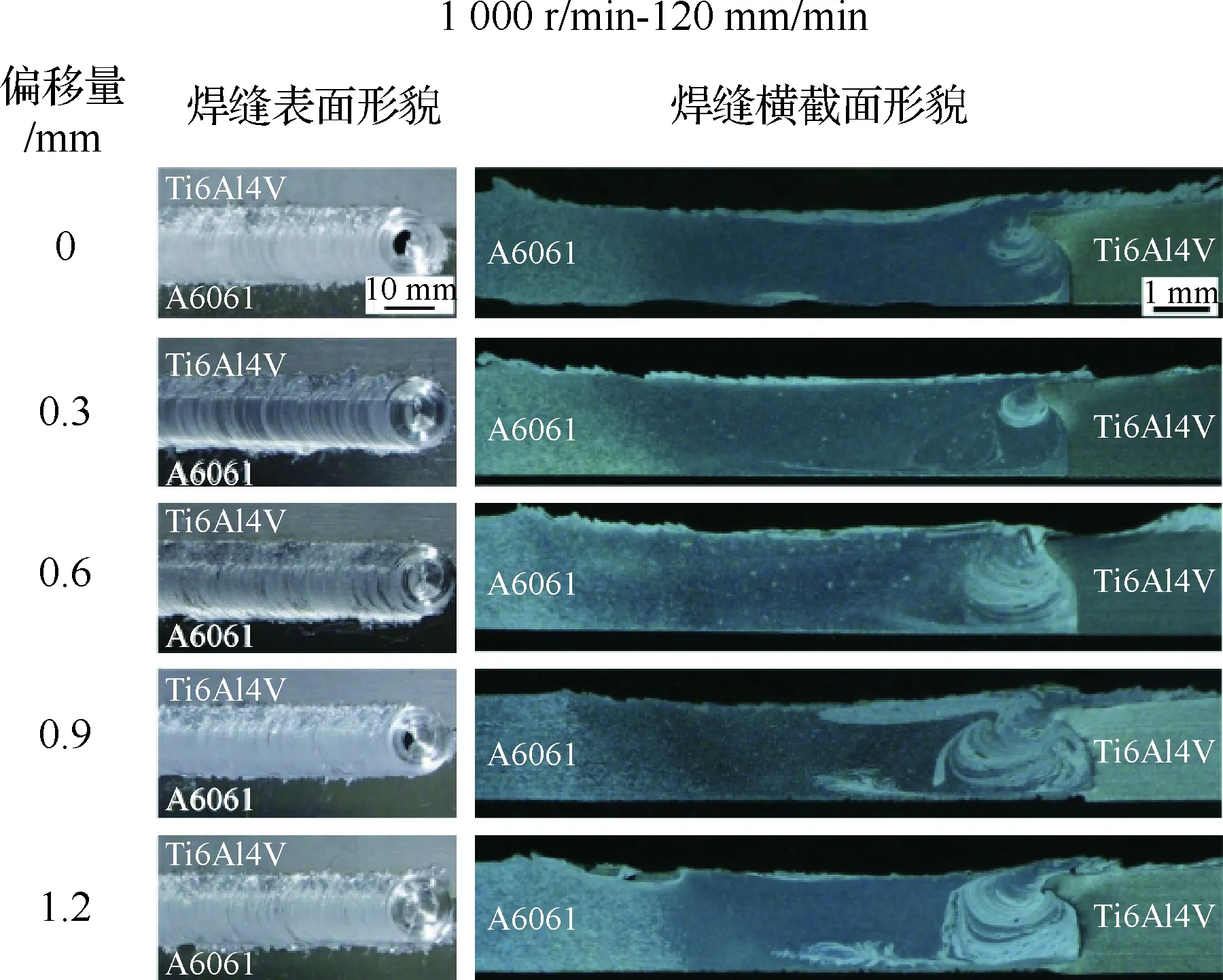
图4 不同偏移量下的接头横截面形貌特征[21]Fig.4 Cross-sectional morphologies of joint at different offsets[21]

图5 透射电镜下的界面微观形貌[21,24]Fig.5 Ti/Al interface microstructure by transmission electron microscope[21,24]
陈玉华等[23]采用FSW连接TC1和LF6铝合金时发现搅拌头的磨损较为严重,在焊核和铝合金母材的边界存在搅拌头磨损后脱落的颗粒,如图6所示。对颗粒进行能谱分析,发现其主要成分为62.09%Fe,17.03%Cr,6.79%Ni,6.92%Ti和6.44%Al,与搅拌头材料的成分很接近。作者认为,为实现钛/铝异种材料的FSW接头,一方面调整工艺控制焊接接头中金属间化合物,另一方面研制耐磨损的搅拌头避免焊具磨损。

图6 搅拌头磨损后的颗粒形貌[23]Fig.6 Morphologies of particles due to FSW tool wear[23]
与同种材料的FSW相比,异种材料FSW可调的工艺参数更多,如搅拌针偏移和母材的相对位置等。对于钛/铝异种金属的对接接头一般采取将钛置于前进侧[16,21,23,25-26]。宋志华等[21]在研究不同偏移量对接头性能的影响时发现,当转速为750 r/min,偏移量分别为0.9 mm和1.2 mm时接头均断裂于铝合金一侧的HAZ处;转速为1 000 r/min且偏移量为1.2 mm时,接头均断于界面处,如图7所示。吴爱萍等[26]研究了在不同偏移量下的焊接参数区间:当偏移量为0时,难以成形;当偏移量较小时,需要匹配高旋转速度和低焊接速度;当偏移量为0.9 mm和1.2 mm时转速区间为500~1 000 r/min,焊接速度区间为120~280 mm/min,如图8所示。

图7 不同偏移量和转速下的拉伸强度[21]Fig.7 Tensile strength of joint at varied offsets and rotational speeds[21]

图8 不同偏移量下的工艺窗口[26]Fig.8 Process window at varied offsets[26]
2 钛/铝搭接搅拌摩擦焊
采用FSW实现钛/铝异种金属的搭接连接时,一般将铝合金置于上侧,钛合金置于下侧,控制搅拌针尖端扎入钛合金表面的量为0~0.3 mm,以防止搅拌针尖端与钛合金发生强烈摩擦,导致焊具材料发生磨损、热输入过高和金属间化合物过厚,目前针对铝/钛搭接FSW的研究较少,其研究重点主要在如何控制界面金属间化合物厚度,如表2所示。
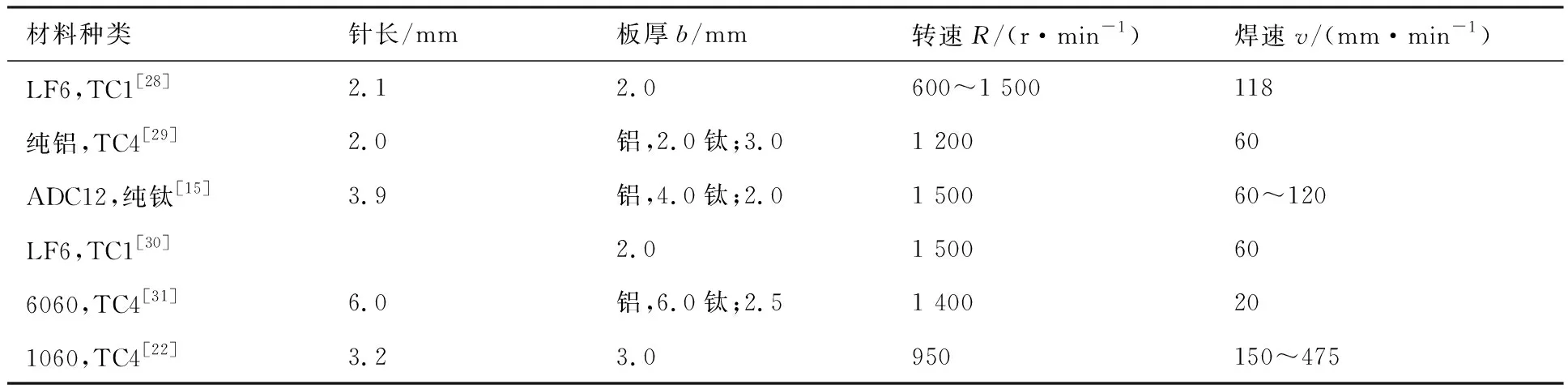
表2 钛/铝搭接FSW工艺窗口
图9为典型钛/铝异种金属FSW搭接接头宏观示意图[15],在FSW搭接过程中,当搅拌针端部扎入钛板后,在搅拌作用下块状钛合金呈非连续性从基体上剥落,并在随后的强塑性变形过程中逐渐细化,与动态再结晶的铝合金紧密混合,呈现非均匀分布状态。该层钛合金的厚度与压入量及焊接速度有关[22]。陈迎春和Nakata[15]认为当焊接速度增大时,焊接热输入降低,位于上部的铝合金材料软化不足,影响搅拌针端部与钛合金的接触。Chen等[13]在解释焊核区“弯钩状”或“钳状”区域的形成原因时指出,焊核区塑化金属在搅拌针螺纹的摩擦力和周围冷态金属压力共同作用下向上做螺旋运动,钛合金碎片借此流入铝合金中,在轴肩的挤压作用和搅拌针下部出现的瞬时低压作用下向下运动,最终形成“弯钩状”形式与铝合金交叠分布。
钛/铝异种金属的FSW搭接接头在焊核区界面处的组织形态随搅拌针的压入量的不同而呈现出不同的形式。当搅拌针压入钛板内部时,大量钛在搅拌针的搅拌、摩擦及挤压作用下无规则地分布于焊核区,处于粘塑性状态的铝合金则在强形变作用下填充进入破碎钛合金碎片间隙,形成类似于“弯钩状”和“钳状”的层状结构。一般而言,该结构内部存在TiAl3金属间化合物、动态再结晶的铝、以及在强塑性变形下溶解或扩散进入铝中的钛,证明钛/铝发生了冶金反应,如图10所示[22]。当搅拌针未压入钛板内部时,界面处组织平滑过渡,界面处无明显钛的层状结构,界面处金属间化合物单一,仅发现细微薄层由Al、Si、TiAl3组成,如图11所示[15]。由于钛/铝金属间化合物属于硬脆相,其厚度对接头强度的影响起决定性作用,研究表明当钛/铝金属间化合物的厚度大于5 μm时,接头强度随厚度增大而减弱。

图9 ADC12铝合金/纯钛搭接接头宏观图[15]Fig.9 Macrostructure for lap joint between ADC12 and pure Ti[15]
针对钛/铝搭接接头,影响接头强度的参数主要是焊接速度,焊接转速和下压量。Wei等[22]针对1060铝合金与TC4的研究发现,随着焊接速度的增加,接头强度呈先增加后降低的趋势,当焊接速度为300 mm/min时接头强度最高且断裂位置在铝合金母材,表明强度与铝合金母材等强,如图12所示。陈迎春和Nakata[15]在针对ADC12铝合金和纯钛的焊接时得出与上相似的结论。但当焊接速度过低时,由于热输入过大,难以形成良好接头,如图13所示。


图10 焊核区层状组织[22]Fig.10 Lamellar structure in weld nugget zone[22]

图11 钛/铝搭接接头界面组织[15]Fig.11 Microstructure of interface of Ti/Al lap joint[15]
图12 不同焊接速度下的接头拉伸强度和断裂[22]Fig.12 Tensile strength and fracture of joint at different welding speeds[22]
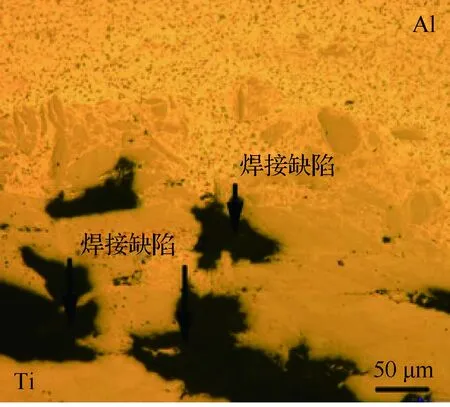
图13 低焊接速度下孔洞缺陷[15]Fig.13 Cavity defect at low welding speed[15]
3 钛/铝搅拌摩擦点焊
回填式搅拌摩擦点焊(Refill Friction Stir Spot Welding, RFSSW)是由德国GKSS于1999年发明[32],其原理在于通过搅拌针、袖套和夹套之间的相对运动及配合,实现上下两层材料的无匙孔点焊,如图14所示。该技术是在FSW基础上衍生而来的一种新型固相连接技术,其在铝/钛异种金属的点连接上具有较大的优势。德国GKSS的Plaine[33]和波兰的Piotr[34]等的研究主要集中于旋转速度、保持时间、扎入量等对钛/铝接头界面金属间化合物的组成和分布以及力学性能的影响,如表3所示。
Plaine等[33]采用完全析因实验法分析旋转速度和保载时间两个因素对接头拉剪能力的影响。设置转速为2000、2500、3000 r/min,保载时间为1、3、5 s,共计9组试验,得到1.5 mm厚6181铝合金和TC4钛合金RFSSW的优化参数为转速2 500 r/min和保载时间2 s,界面处产生了连续的厚度为0.8 μm的TiAl3金属间化合物层,如图15所示,接头拉剪载荷达到6 449±554 N。旋转速度是影响接头性能最重要的参数,其次是保载时间。

表3 钛/铝RFSSW工艺窗口Table 3 Process window for RFSSW of Ti/Al alloys
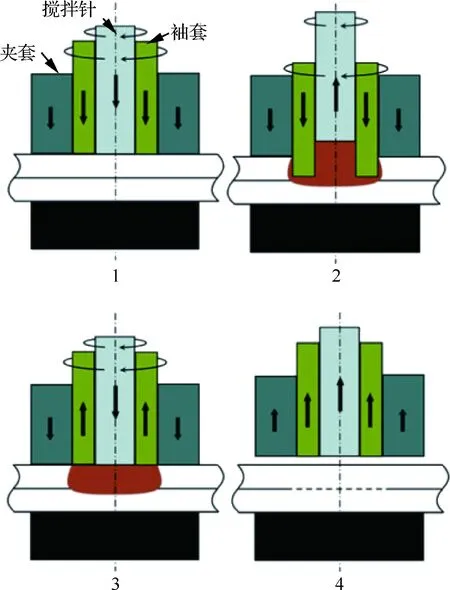
图14 RFSSW示意图[33]Fig.14 Schematic diagram of RFSSW[33]

图15 点焊接头宏观和微观形貌[33]Fig.15 Macro- and micro-structures of spot joint[33]
保载时间亦影响元素互扩散和接头金属间化合物厚度,进而影响接头力学性能[35]。研究表明控制金属间化合物厚度最小化是获得高质接头的关键。其形成一般存在2.7 s的潜伏期,随着保载时间的增加,金属间化合物逐渐向铝合金一侧增厚生长,如图16所示。
钛/铝RFSSW接头的疲劳测试存在两种不同的失效模式[36]:施加高循环载荷时,一般失效起点位于上层铝板的表面凹痕处,然后沿厚度方向起裂;施加低循环载荷时,失效起点位于连接界面处且沿界面金属间化合物发生裂纹扩展,如图17所示。另外,Plaine等[35]还研究了钛/铝点焊接头的耐蚀性,通过动电位极化测试发现不通焊缝区域(母材、热影响区、热机影响区和焊核区)的腐蚀电位值相差不大。由于晶粒细化引起焊核区的耐蚀性相对于母材和HAZ有所提高,如图18所示。
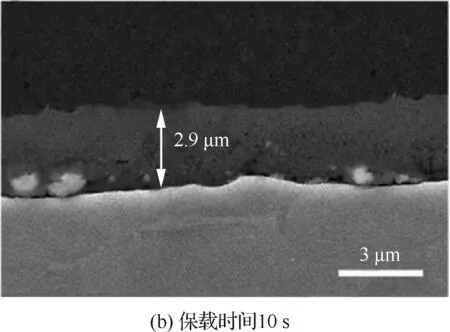
图16 不同保载时间下金属间化合物厚度[37]Fig.16 Thickness of IMCs at different dwell times[37]

图17 RFSSW接头的疲劳失效模式[36]Fig.17 Fatigue failure modes of RFSSW joint[36]

图18 钛/铝点焊接头动电位极化测试曲线[35]Fig.18 Potentiodynamic polarization test of Ti/Al spot joint[35]
4 钛/铝搅拌摩擦焊新方法
无论是搭接、对接还是点焊,在实现钛/铝的有效连接时,虽然通过控制搅拌针与钛合金的接触方式可避免焊具磨损,但对控制要求极为苛刻。针对这种情况,一些学者提出了新颖的手段实现接头高质量和焊具无磨损。
黄永宪等[39]通过将高速旋转的铝合金耗材棒(转速为ω)与毛化的钛合金基体发生旋转挤压,在钛合金表面固相沉积0.2 mm厚铝合金层,再将待焊铝板通过FSW与钛合金连接,如图19所示。该过程中控制搅拌针尖端扎入铝合金固相沉积层而不接触钛合金表面,避免了焊具磨损。同时由于铝合金固相沉积层与钛合金基体之间存在冶金反应,生成了约50 nm的TiAl3金属间化合物,连接质量高,拉伸载荷达到了12.2 kN。
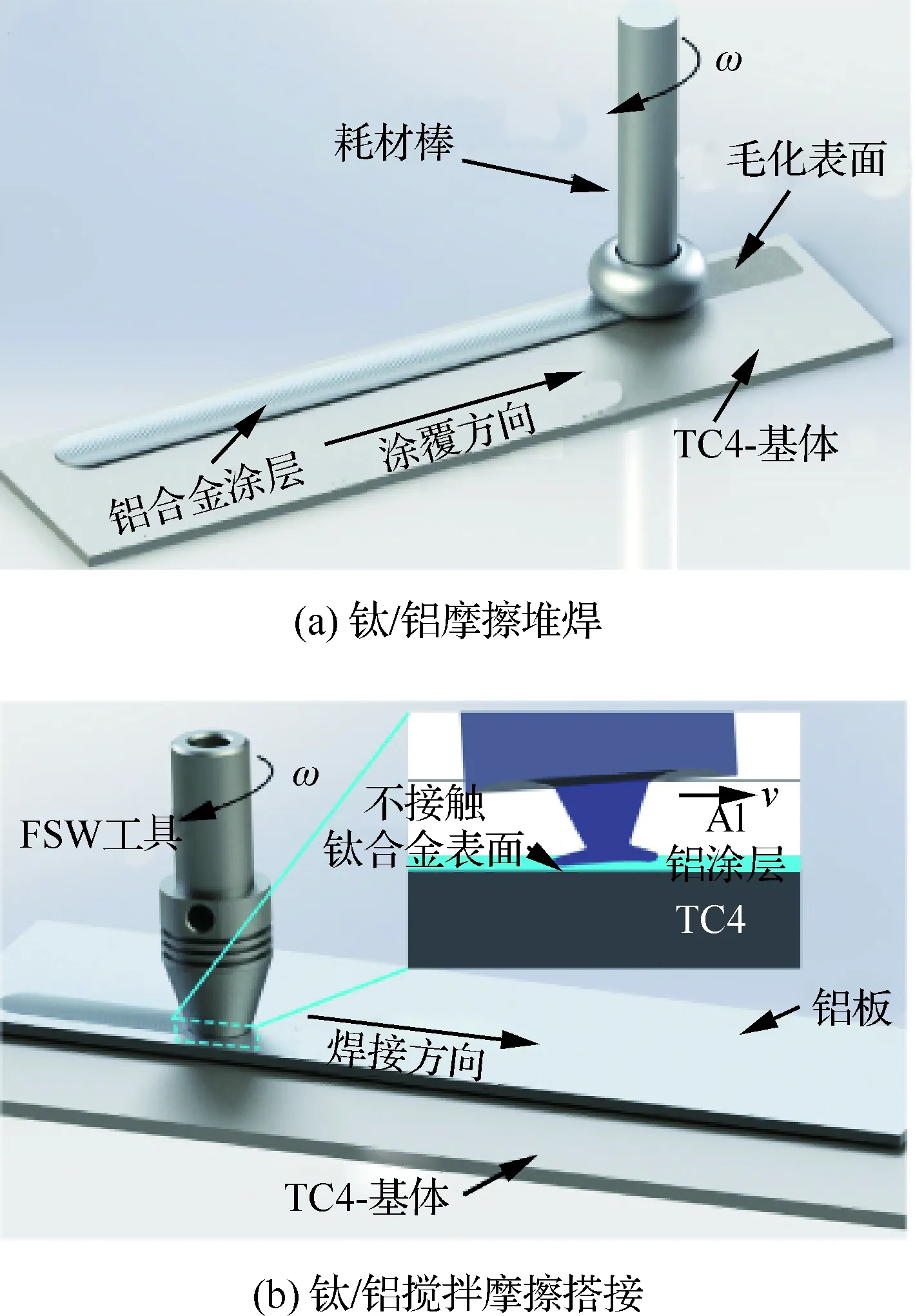
图19 摩擦堆焊辅助搅拌摩擦搭接技术[39]Fig.19 Friction stir lap welding assisted by pre-friction surfacing technology[39]
李博等[17]通过设计“差高-偏置”的复合接头,同时采用圆柱铣削组合式搅拌头实现了TC4和5A06铝合金的冶金结合,如图20所示。由于搅拌针的偏移扎入使得焊核区形成了颗粒增强的复相组织,界面金属间化合物厚度控制在2~3 μm的范围,最终获得焊接质量高的复合接头,接头抗拉强度达到了铝合金母材的88%左右。
张鑫等[27]通过在对接面添加厚度为0.05 mm的Zn薄片作为中间层,以实现2A14铝合金和TC4钛合金的FSW,如图21(a)所示。研究发现,Zn元素的加入在一定程度上能减小界面金属间化合物的生成,并且促使接头由脆性断裂转变成韧性+脆性断裂的复合形式。通过该方法,在转速为375 r/min且焊速为75 mm/min时接头强度达到最大值为237.3 MPa,为母材强度的56.7%。与此类似,张贵锋等[40]通过在搭接界面添加一层锌钎料。采用无针搅拌头对上层铝合金板进行摩擦加工,在摩擦热的作用下钎料在钛合金基体表面发生熔化铺展,最终实现钛/铝搅拌摩擦钎焊,如图21(b)所示。界面处未观察到明显的金属间化合物且钎焊层在轴肩锻压作用下非常致密。当采用转速1 500 r/min且焊速375 mm/min时,断裂发生于铝合金母材而非界面。

图20 复合接头宏观形貌[15]Fig.20 Macroscopic observations of hybrid joint[15]
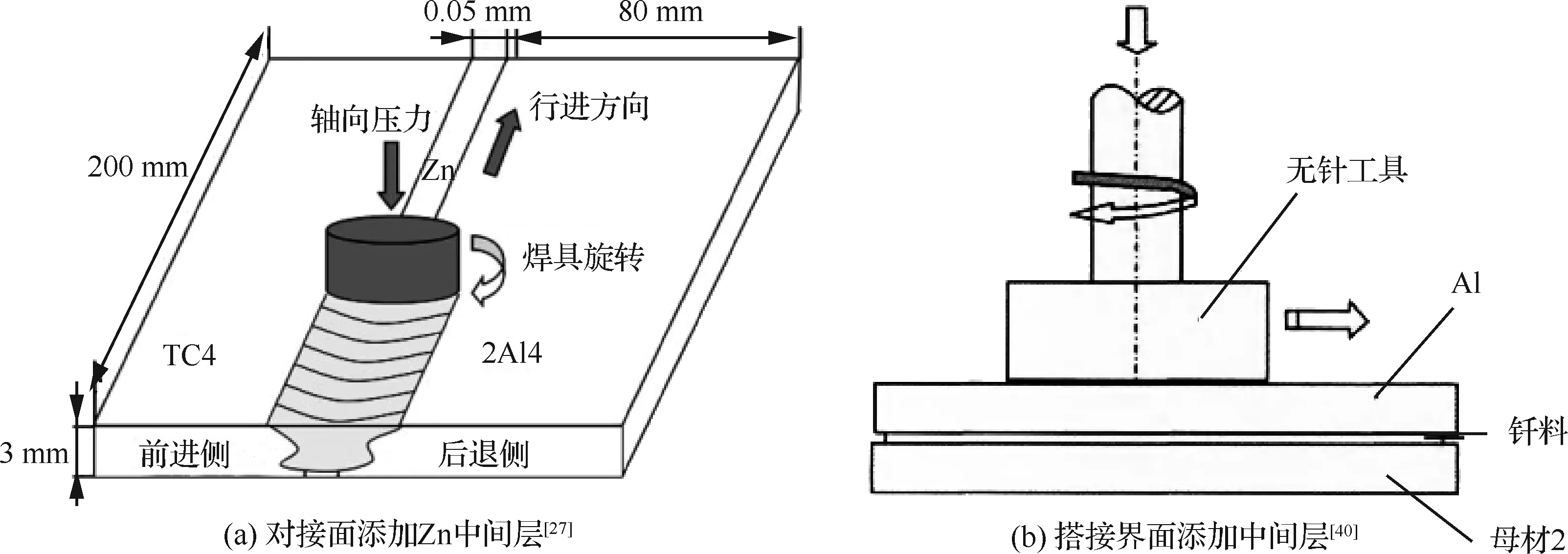
图21 过渡层辅助FSW方法[27,40]Fig.21 FSW assisted by a transition layer[27,40]
5 结论与展望
钛合金与铝合金复合结构件在航空航天、轨道车辆等领域的应用具有巨大的潜在需求,然而采用熔焊连接钛/铝时存在焊接性差、易生成脆硬的金属间化合物和接头强度低等问题。
FSW作为一种固相连接方式,具有焊接温度低、残余应力和变形小以及接头质量高等优势,具有较大的潜力连接钛/铝异种金属。目前,已实现多种形式的钛/铝异质金属的FSW接头。通过焊具设计和焊接工艺参数的优化,消除焊接缺陷并实现界面金属间化合物形态和分布的调控,可获得高质量的焊接接头;通过FSW新技术(摩擦堆焊或过渡层辅助FSW等),显著提高了焊具寿命并在一定程度上抑制了金属间化合物的形核和长大,保证焊缝的一致性并提高接头承载性能。
尽管钛/铝FSW技术已取得阶段性成果,但目前仍主要围绕工艺参数对接头成形、组织和性能的影响开展研究,为实现成果转化,需进一步开展以下工作:① 连接机制尚未明晰,尤其是FSW过程中产生的强形变诱导的钛/铝连接界面原子互扩散行为和界面金属间化合物的形成机制;② 连接过程中热-机耦合和材料流动是接头良好成形的关键,需采用理论建模和数值模拟开展研究;③ 钛/铝异质金属热膨胀系数差异巨大,焊接热循环易引起界面错配,降低接头服役性能,需开展低热输入FSW技术的研究工作。