气化炉不锈钢药芯焊丝堆焊工艺研究及应用
2018-11-29金明峰杜继红罗永飞高宏鸣
■ 金明峰,杜继红,罗永飞,高宏鸣,昌 佳
1. 概述
煤气化炉长期在高温、高压环境下运行,其主要产品合成气主要由H2S、CO、H2、CO2、N2等强腐蚀性介质组成,因此对气化炉相关工作区域(如激冷室、椎体内壁等)提出了很高的耐腐蚀性能要求。根据腐蚀介质的不同,目前主要采用不锈钢耐腐蚀及镍基材料耐腐蚀两种方式。
采用含Mo的18-8型316L超低碳不锈钢作为耐蚀材料,并要求焊缝金属具有一定量的δ铁素体,可使耐蚀层具有优良的耐腐蚀性能和抗裂性能(如典型的316L型不锈钢)。在Cr-Mo合金钢上堆焊不锈钢,在堆焊焊缝侧将产生脆硬的马氏体组织,降低堆焊焊缝的晶间腐蚀性能,为此采用含Cr量较高的25-13型Cr-Ni奥氏体不锈钢(如309LMo)作为过渡层,可使耐蚀层的化学成分和其他各项性能更容易达到要求。
堆焊方法的选择主要考虑稀释率、熔敷速度、成本及适用性等因素。药芯焊丝气体保护焊由于操作灵活且生产效率较高,可用于气化炉接管内径>300mm的接管内壁堆焊,对此我们进行了大量的焊材选型及焊接热处理工艺试验,选取满足气化炉特殊技术要求的不锈钢药芯焊丝,掌握了不锈钢药芯焊丝气体保护焊堆焊工艺及接头性能影响机理,为合理堆焊工艺制定及生产指导提供技术支持。
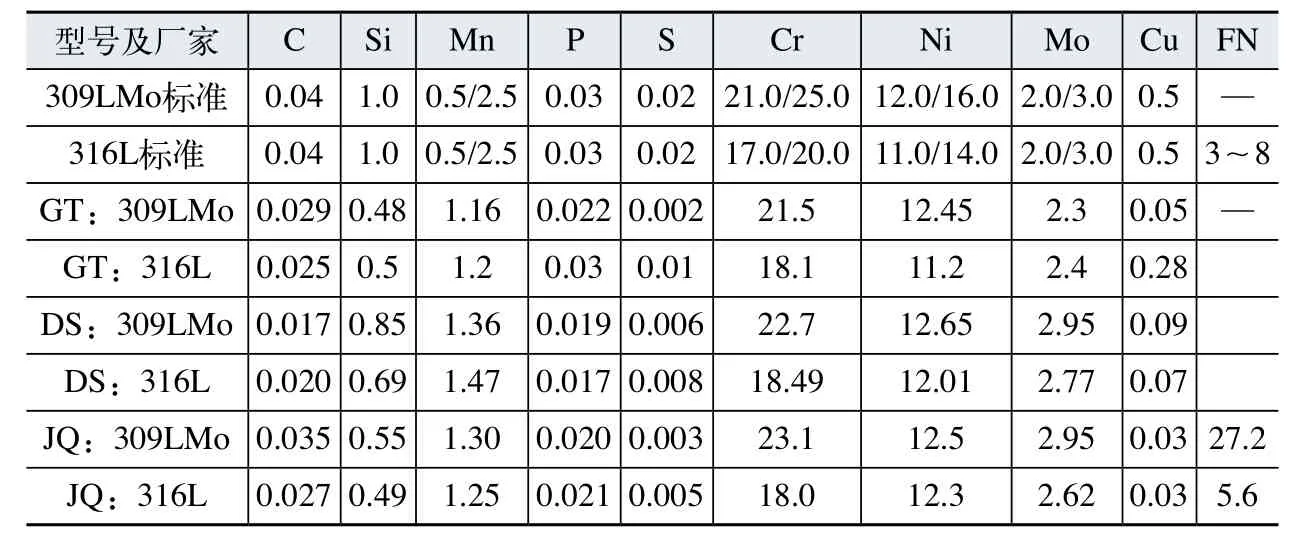
表1 各厂家309LMo及316L药芯焊丝典型化学成分(质量分数)(%)
2. 试验
我们分别对国内外三个厂家(厂家代号分别为GT、DS、JQ)的309LMo+316L不锈钢药芯焊丝堆焊组合进行了系列的焊接及热处理工艺试验,现详细介绍如下。
(1) 试板焊接及热处理 E309LMoT1—1及E316LT1—1药芯焊丝熔敷金属化学成分主要技术要求及各厂家典型数据如表1所示。
各厂家药芯焊丝均采用CO2气体保护焊进行堆焊(100%CO2),堆焊前母材试板预热至100~150℃,堆焊309LMo过渡层(3~4mm)后进行一次300~400℃、3~4h的消氢热处理,随后进行(或不进行)中间消除应力热处理(ISR),再堆焊316L面层,最后进行最终热处理(SR)。过渡层及面层堆焊时搭接量为前一堆焊焊道的40%~50%(4~7mm)。中间热处理的目的主要在于消除焊接残余应力及扩散氢,软化组织,防止在最终热处理前先焊部位出现延迟裂纹;最终热处理的目的主要在于消除焊接残余应力,改善焊缝组织(一般与气化炉整体热处理一并进行)。堆焊过渡层后进行的消氢热处理在一定程度上释放了焊缝组织中的氢元素,降低了接头的冷裂倾向,为此试验时进行了带和不带中间消除应力热处理两种情况,以评估取消中间消除应力热处理(ISR)的可行性。
各厂家不锈钢药芯焊丝试板编号如表2所示,其余焊接参数如表3所示。
(2)检测及结果 各厂家药芯焊丝焊接工艺性能良好,差异不大。各试板宏、微观检测均未发现缺陷,距熔合线6mm处焊缝组织均为奥氏体加少量δ铁素体。
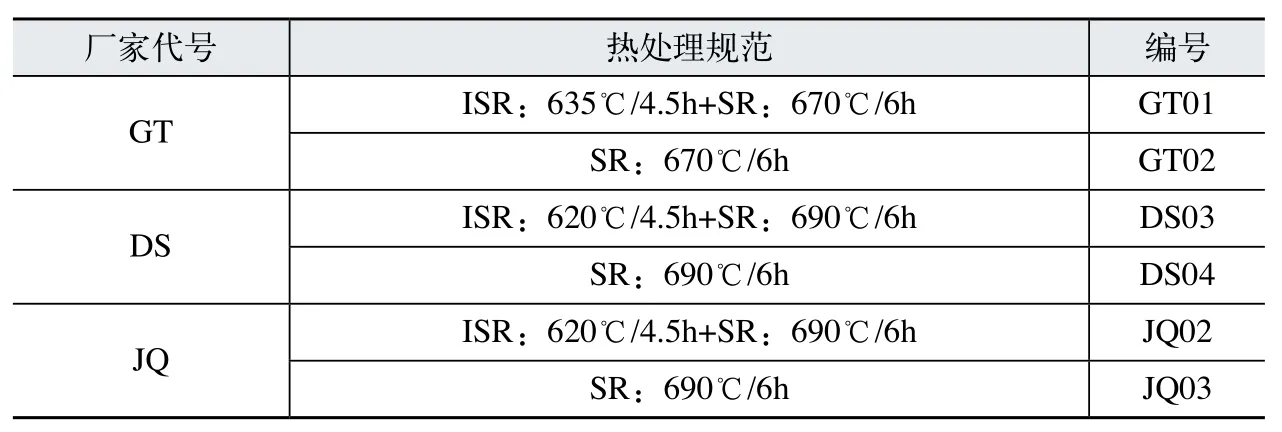
表2 各编号试板热处理规范

表3 各试板焊接参数
各试板堆焊层化学成分及按WRC—1992图确定的FN数如表4所示。各试板采用磁性仪测得铁素体含量及其他各项性能如表5所示。
(3)分析及讨论 总体而言,各厂家药芯焊丝堆焊组合化学成分(过渡层及面层)及FN铁素体数(主要是距熔合线4mm以上的面层,根据WRC图)能满足气化炉产品相关技术要求。通过表4可以看出,各试板距熔合线4mm以上焊缝化学成分趋于稳定。根据表4可知,中间热处理对堆焊层化学成分及根据WRC—1992图示法确定的FN数影响不大。
GT、DS试板弯曲试验均未出现弯裂现象,JQ两块试板均出现了弯裂现象,虽然符合评定标准(NB/T47014),但也说明其焊丝堆焊层焊缝金属塑性相对较差。
各厂家试板按GB/T4334 E法不锈钢硫酸-硫酸铜腐蚀试验法通过晶间腐蚀试验,均未出现晶间腐蚀裂纹。
各厂家试板的各试验位置处硬度均在技术要求范围内(参照我公司某气化炉项目硬度要求HV10≤240)。由表5可知,在本试验范围内,未发现中间热处理对硬度(主要是母材及热影响区)性能有明显影响。
焊缝中含有一定数量的δ铁素体可以提高焊缝的晶间腐蚀性能及抗裂性能,但过多的δ铁素体在长期高温环境下运行,可能会使铁素体δ相转变为脆化的σ相,因此应控制δ铁素体的含量,气化炉堆焊层铁素体含量要求一般为FN3-8(按WRC—1992)。目前对于不锈钢铁素体含量的测定主要有磁性直接测定法、图示间接测算法(WRC、Delong、Schaeffler等图)及金相检测法等。
各厂家试板根据WRC图示法确定的FN数满足相关技术要求,其中DS试板略高于标准规定,JQ公司JQ02试板距熔合线6mm处FN偏下限。GT试板采用磁性仪法测定δ铁素体含量满足技术要求,且距熔合线2mm、4mm、6mm处较稳定,差异较小;而DS、JQ试板采用磁性仪法测定的距熔合线4mm以上δ铁素体含量较低,且各位置处含量差异较大。各试样采用磁性仪法测得的铁素体含量与图示法测得的铁素体含量有差异,采用磁性仪检测法情况下,未进行中间消除应力热处理试样铁素体含量整体高于进行了中间消除应力热处理试样,WRC图示法主要基于化学成分(Cr、Ni当量)测算铁素体数,不能反映热处理条件(及其他对化学成分影响不明显的工艺参数)对铁素体含量的影响。

表4 各试板各堆焊位置处化学成分(质量分数) (%)

表5 各试板其他各项性能
中间消除应力热处理温度较低(远低于奥氏体转变温度),热力学上不满足发生铁素体到奥氏体转变的条件,未进行中间热处理试样铁素体含量整体高于进行了中间热处理的试样。中间消除应力热处理对消除焊接残余应力具有积极作用,为保证堆焊层的耐蚀及抗裂性能,条件允许下应尽量进行中间消除应力热处理。
(4)总结与应用 ①各厂家309LMo及316L药芯焊丝焊接工艺性能良好,无明显差异,GT厂焊丝组合过渡层焊丝与面层焊丝配合优良,可得到无论是化学成分还是铁素体含量(图示法及磁性仪法两种检测方法)均较稳定的堆焊层组织。②各厂家焊丝组合堆焊试样按GB/T4334方法E法进行晶间腐蚀试验通过,晶间腐蚀性能满足标准技术要求。GT及DS焊丝堆焊层塑性良好,弯曲试验未出现弯裂现象,JQ焊丝堆焊层塑性相对略差,出现了弯裂现象。各厂家药芯焊丝组合堆焊层硬度性能均满足气化炉相关技术要求。③各厂家药芯焊丝堆焊组合中:GT公司药芯焊丝综合性能更为良好,可选择其用于气化炉不锈钢药芯焊丝气保焊堆焊,已成功应用于我公司多个气化炉项目;DS公司药芯焊丝堆焊层化学成分及铁素体含量(按WRC计算FN偏高)均匀稳定性有待提高,并需进一步的验证;JQ公司药芯焊丝铁素体含量偏下限,且堆焊焊缝塑性较差,需提高和进一步的验证。
3. 结语
(1)堆焊316L药芯焊丝时采用309LMo药芯焊丝进行过渡层焊接可起到很好缓冲母材稀释影响的过渡作用,可使堆焊层化学成分及力学性能满足气化炉相关技术要求。
(2)采用磁性仪检测法测得的铁素体含量与WRC图示法测得的铁素体含量有差异,WRC图示法不能反映热处理条件(及其他对化学成分影响不明显的工艺参数)对铁素体测量的影响。中间热处理对WRC图示法确定的铁素体含量影响不大,对磁性仪检测法确定的铁素体含量有一定影响。采用磁性仪检测法情况下,未进行中间消除应力热处理试样的铁素体含量高于进行了中间消除应力热处理试样的原因可能是由残余应力引起奥氏体组织顺磁性改变而造成磁性仪测量误差所引起的。
(3)中间热处理对堆焊层化学成分影响不大,但对消除焊接残余应力有积极的作用,为保证堆焊层的耐蚀及抗裂性能,条件允许下应尽量进行中间消除应力热处理。
