2A14瓜瓣化铣后表面粗糙原因分析
2018-11-29徐宋娟
■ 徐宋娟,张 净
2A14(LD10)铝合金属Al-Cu-Mg系铝合金,具有高的机械强度和好的耐热性,可进行热处理强化,其加工性能良好,广泛应用于航空航天领域重要结构件。箱底瓜瓣在拉伸成形后进行化铣加工后发现,瓜瓣表面存在一扇形区域较粗糙,呈橘皮状,明显区别于周围平滑部位。瓜瓣加工工艺:下料→检验→预拉伸→淬火→拉伸成形→去余量→检验→人工时效→修整型面→化铣→检验交付。
1.试验过程与结果
(1)低倍检查 分别从瓜瓣粗糙部位和平滑部位取样进行低倍检查,腐蚀后发现粗糙部位晶粒明显粗大(见图1),平滑部位晶粒细小(见图2)。根据GB/T3246.2—2012铝合金低倍评级图进行评级,粗糙区晶粒度为7级(晶粒平均面积36mm2),平滑区晶粒度为3级(晶粒平均面积1.2mm2)。

图1 粗糙区腐蚀后的粗大晶粒

图2 平滑区腐蚀后的较细晶粒
(2)金相检验 分别截取平滑部位和化铣后粗糙部位横截面进行镶嵌试样,磨抛腐蚀后发现,粗糙部位板材晶粒粗,另一面(涂胶保护)晶粒较细的(见图3);平滑处整个截面晶粒均细小,如图4所示。板材整个截面组织正常,均为α(Al)+强化相Al2Cu、Mg2Si,未见过烧、过热现象。
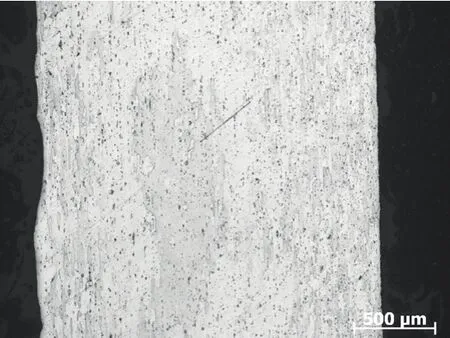
图3 粗糙部位显微组织
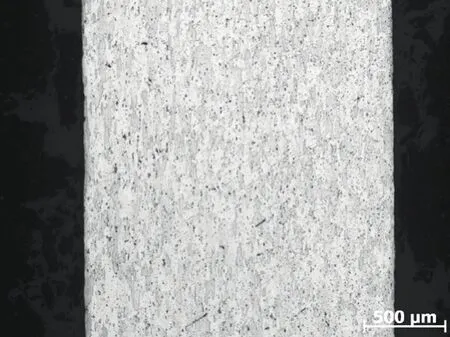
图4 平滑部位显微组织
(3)电镜观察及能谱分析将瓜瓣粗糙部位及平滑部位置于电镜下观察,形貌如图5所示。
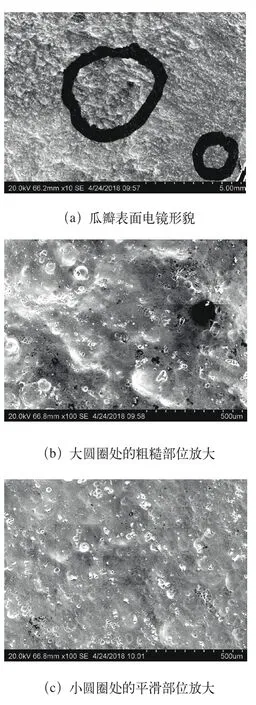
图5
分别对两区域进行能谱成分分析,结果显示两部位成分无明显差异,主要元素符合2A14材料标准要求。
2.分析讨论
瓜瓣化铣工艺是利用强腐蚀溶液,借助有效的保护措施(刷涂化铣保护胶),将成形(如轧制、冲压、挤压等)后的不需要的部分去除,从而获得零件所需尺寸和形状,是一种特种加工工艺。铝合金的化铣过程实质是铝在碱性溶液中的一个化学溶解过程,其化学反应式为:
2Al+2NaOH +2H2O=2NaAlO2+3H2↑
当化学反应在铝基体表面均匀进行时,化铣后表面平滑连续;当反应在金属表面有选择或有顺序进行时,则化铣后表面表现为凹凸不平,较粗糙。
化铣后瓜瓣表面粗糙可能与其热处理状态、晶粒度、变形量等有密切的关系。
从金相检查结果来看,板材的组织是正常的,无过热、过烧现象,说明淬火工艺正常;由于为同一块瓜瓣,也排除热处理状态及晶粒度对瓜瓣化铣后面粗糙的影响。
化铣后瓜瓣粗糙区有规律的分布在瓜瓣最大变形区,说明与变形有关。在热处理过程中,材料由某一变形程度开始发生再结晶并且得到粗大晶粒,这一变形程度称为临界变形程度。当零件变形量小于临界变形程度时,退火(淬火)时只发生多边化过程,原始晶界只需作短距离迁移就足以消除应变的不均匀性。当变形程度达到临界变形程度时,个别部位变形不均匀性很大,其驱动力足以引起晶界大规模移动而发生再结晶,此时形核率低,因而得到粗大晶粒。此后,在变形程度增大时,形核率不断提高,再结晶晶粒不断细化。有关文献介绍,2A14(LD10)合金的临界变形量为7.5%。在临界变形区内的合金淬火加热时,晶粒会急骤长大。由工艺流程可知,瓜瓣淬火前进行预拉伸成形,此变形量与原材料板材残余变形量相叠加正好处于临界变形程度范围内,淬火—人工时效后发生了晶粒长大现象,产生了再结晶粗大晶粒,再继续拉伸,就形成了瓜瓣的“橘皮”状表面,即化铣后瓜瓣表面较粗糙;在拉伸过程中板材不同部位的变形程度不一,当变形量尚未达到此范围之前或超过此范围之后,晶粒并不长大,化铣后粗糙度又无显著变化,因此化铣表面粗糙与其变形量的大小有直接的关系。
3.结语
零件化铣后表面粗糙与淬火预拉伸变形有关,其变形量与原材料板材残余变形量相叠加正好处于临界变形程度范围内,淬火—人工时效后发生晶粒长大现象,故引起化铣后瓜瓣表面粗糙。
