干冰喷射技术在线清洗切丝机铜排链的可行性分析
2018-11-23
(江西中烟工业有限责任公司广丰卷烟厂 江西 广丰 334600)
引言
切丝机铜排链清洗的重要性
切丝机是制丝车间的关键设备,技术含量高,操作复杂,它性能的好坏直接影响整体烟丝的质量。切丝机铜排链是切丝机进料机构的核心部件在烟叶切丝加工过程中,烟叶以设定的速度进入由上、下铜排链构成的楔形通道,并在输送过程中以恒定的压力逐步压实,形成一定密度的烟饼[1],过程中切丝机铜排链上会逐渐累积一定的碎烟杂质、烟油,如清理不及时,则会引起烟料打滑,进而影响切丝精度,甚至造成铜排链跑偏安全螺钉切断、系统停机,进而影响生产进度。所以铜排链需要定期清洗维护。
切丝机铜排链现有清洗方案
人工清洗法
目前基于切丝机铜排链的清洗方法应用最普遍的还是采用人工清洗的方式。铜排链拆下后通过热水浸泡、高压水冲洗、钢刷刷洗等方式来达到清洗的效果。采用此种清洗方式的优点是清洗铜排链技术含量较低,无需额外的附件设备清洗效果较为理想可实现对铜排链的全方位清洗;缺点为费时费力,对排链本身有一定的损害,人工拆卸、清洗、安装一次铜排链需要10~20个工时,同时频繁的拆卸还会对铜排链造成损伤影响使用寿命。
切丝机铜排链清洗机清洗[2]
在一定体积的水箱内,通过电机转动带动滚轮上铜排链旋转配合热水浸泡,蒸汽喷射、高压水冲洗以及毛刷清扫来实现铜排链自动清洗。优点是有一定的自动化,但未能实现在线清洗,还是需要拆卸铜排链,同时清洗后的水还可造成二次污染。
干冰喷射清洗技术的发展
干冰最早出现于1930年的美国实验室,上世纪四十年代美国海军首先利用干冰作为清洗介质,用来清洗油脂[3],取得了理想的效果,上世纪六十年代到七十年代涌现出了像雷金纳德·瑞德(Rdginald Lindall)、,埃第温·瑞斯(Echvin Rice)、卡尔文·冯(Calwin Fong)等一批优秀学者,他们在干冰清洗领域进行了探索性的尝试,这些人的成果为以后干冰清洗技术的成熟推广做出了巨大的贡献。
清洗的重要性伴随着整个清洗行业的发展,得到不断的完善,并逐渐地被总结概括出来,提升到全新的理论的高度,指引着二氧化碳在整个清洗行业的飞速发展。
随着干冰市场化的日益活跃,国内的干冰清洗设备也有了长足的发展,这与大批相关学者不懈的理论研究与实际研发息息相关:
在干冰清洗设备的开发研究方面战江涛等人做出了较大贡献[4],将干冰生产的全自动化变化现实,实现了干冰颗粒的无级调节。
陆国维[5]在提高干冰生产率方面作出了较大贡献,充分的利用了节流膨胀技术使得干冰产量有了较大幅度提升。
G.SPUR[6]阐述了干冰的除污机理,同时计算了清洗射流与被清洗物体表面的相互作用情况。同时提出了最佳喷射压力,最优喷射角度,以及最理想的喷射距离等等。
大连理工大学的孙洪孟[10]利用颗粒干冰作为清洗介质,采用双喉管喷枪技术对不同污染物进行了清洗测试最终发现,颗粒干冰适用于清洗有机油污,且对清洗物体表面损伤较小。
2008年哈尔滨工业大学的史金海[7]使用干冰喷射枪进行工频耐压试验,同时发现干冰冷喷射技术可以实现高压或者是低压的带电设备在带电带负载的情况直接进行无损清洗而又不会发生触电,表明该技术可应用于高压输变电网线路的清洗。
2006 年,Sheng-Chung Yang 等人优化了微粒干冰清洗MOS的方法(如图1所示),通过研究发现当喷嘴的出口尺寸为0.30mm,夹角为15度,以50MS均匀发送脉冲信号,距离40MM效果最佳[8]。
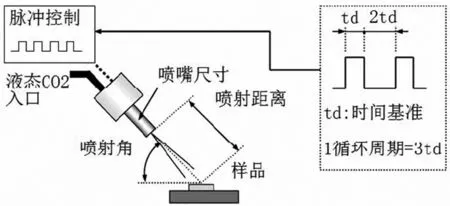
图1 微粒干冰脉冲喷射法简图
切丝机铜排链进行干冰清洗的可行性
1.理论分析
常规颗粒固态CO2(俗称干冰)喷射清洗法通过固态CO2制造设备制造直径为3-16mm的固态CO2颗粒。干冰颗粒与压缩空气混合形成的高速射流通过文丘里喷嘴高速喷出,集中射向被清洗物体表面,如图2所示。利用固体颗粒之间的摩擦碰撞、高速气流的冲击力,并通过动力学、热力学、化学反应等几种因素的综合作用,将污垢剥离物件表面,能够实现工业模具、化工设备等硬质表面污染物的清洗。

图2 微粒干冰除污示意图
纵观国内外研究现状,干冰喷射清洗技术已然成为一种主流的清洗方案,在遗迹修复、印刷行业、铸造行业、塑料行业、食品与饮料、汽车行业乃至航空航天都有着广泛应用,但在烟草设备清洗领域目前还是空白。
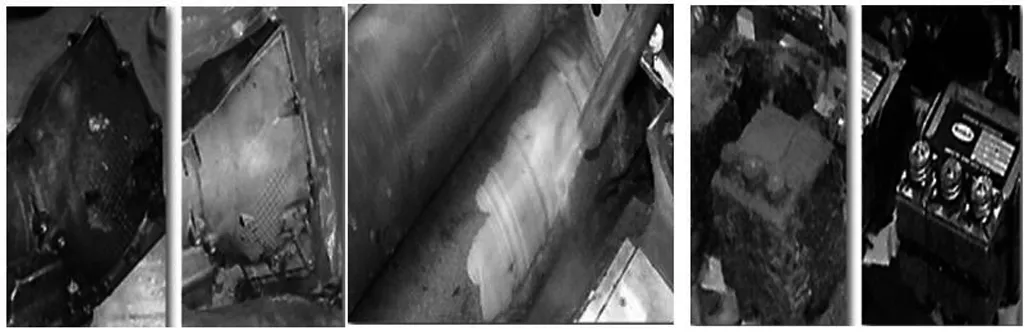
汽车行业 印刷行业 电器行业
图3干冰喷射应用领域
2.优势分析
与其他清洗方法相比,干冰喷射法清洗切丝机铜排链的技术优势主要体现在如下几个方面:
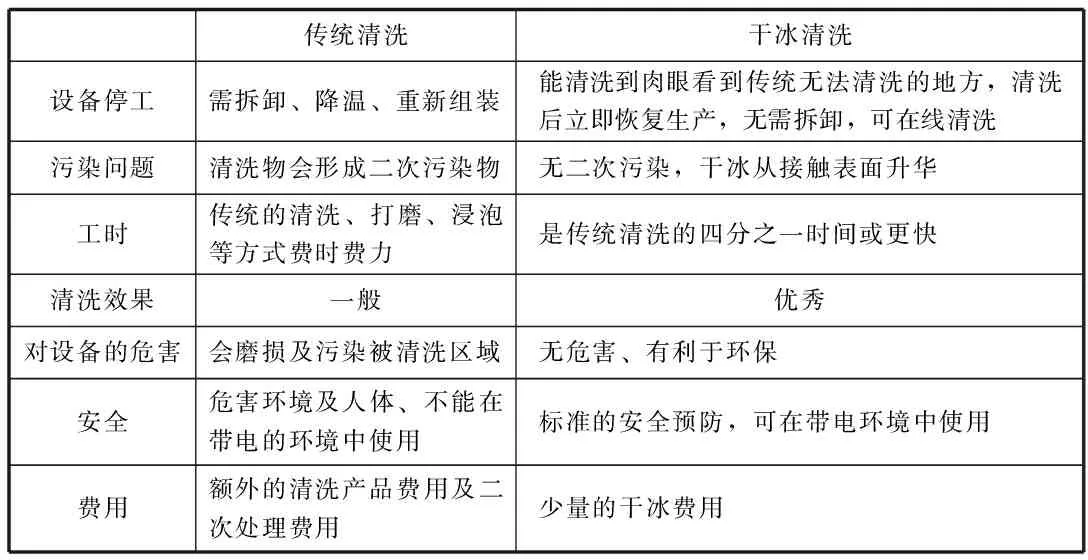
传统清洗干冰清洗设备停工需拆卸、降温、重新组装能清洗到肉眼看到传统无法清洗的地方,清洗后立即恢复生产,无需拆卸,可在线清洗污染问题清洗物会形成二次污染物无二次污染,干冰从接触表面升华工时传统的清洗、打磨、浸泡等方式费时费力是传统清洗的四分之一时间或更快清洗效果一般优秀对设备的危害会磨损及污染被清洗区域无危害、有利于环保安全危害环境及人体、不能在带电的环境中使用标准的安全预防,可在带电环境中使用费用额外的清洗产品费用及二次处理费用少量的干冰费用
3.技术可行性分析
以我厂为例,我厂目前有四台SQ313型切丝机,每台切丝机每天生产结束后进行人工铲除保养1小时左右,每月进行一次接卸高温水清洗保养,耗时20小时左右。
(1)清洗效率提升
采用干冰喷射清洗法清洗时间按铜排链两个运行周期计算仅需六分钟清洗效率提升900%。
(2)节省劳动力
4台*1人*200次(全年保养约200次)/年=800人次/年。
(3)节省蒸汽
4台*140m3*(12-2)次*1元/ m3=5600元。
(4)节约回收烟丝
可回收烟丝约360kg,平均每公斤烟丝约72元,共节约烟丝费用360元/kg*72元=25920元
(5)推广价值高
干冰喷射清洗法可实现切丝机铜排链在线清洗,填补行业内切丝机铜排链在线清洗技术空白,同时还可推广应用到其他关键烟机设备的清洗,例如制丝线加料喷嘴内部积垢的清洗、加料管道的清洗除垢、卷包设备ZB45及ZJ17胶水桶的在线清洗等。
4.实施面临困难
(1)与铜排链转速匹配。要实现切丝机排链在线清洗,需专门设计一种匹配铜排链转速的自动移动往复机构,最好可根据铜排链转速实现速度自动调节。同时在实际运用中,喷射干冰的用量也会与喷射距离、喷射角度、喷射压力等参数的影响而有较大差异。
(2)温降的影响。由于干冰本身的低温特性,常态下为-78.5℃,干冰喷射清洗法必然会对铜排链表面产生一定的温降,铜排链与烟叶直接接触会对烟叶温度产生影响。温度与水分是烟丝质量的两个关键参数,为了避免温降影响需要采取额外的补温措施。
(3)杂质飞散。干冰喷射是由高速气流带动,冲击污垢后瞬间气化膨胀体积膨胀800多倍,造成杂质飞散不易收集。
5.可采取的补偿措施
(1)利用干冰喷射清洗技术实现切丝机排链的在线自动清洗需要自动往复移动机构来匹配铜排链的转速,推荐采用plc控制模块接入切丝机转速单元实现速度匹配。
(2)为了防止铜排链温降可能对烟丝品质产生影响,可采用如下对策:在清洗过的表面上同时采用热空气吹扫,将铜排链温降控制在合理的范围内。
(3)在线清洗装置安装在一个封闭的容器内,内部设有噪音消除装置,防止高速喷射产生噪音,采用大流量负压管道将清洗产生的尘垢排走并收集。
结论
通过对干冰喷射清洗法清洗切丝机铜排链的技术优势分析与可行性分析,认为可以把干冰喷射清洗技术引入到切丝机排链在线清洗中。