激光熔覆锡基巴氏合金微观组织和力学性能
2018-11-17郝云波朱忠良王联凤
郝云波,赵 凯,杨 萍,朱忠良,杨 洋,王联凤
激光熔覆锡基巴氏合金微观组织和力学性能
郝云波,赵 凯,杨 萍,朱忠良,杨 洋,王联凤
(上海航天设备制造总厂有限公司,上海 200245)
锡基巴氏合金具有较低的摩擦因数、良好的耐磨性及抗胶合性,被广泛应用于航空、航天、船舶、起重机械等设备轴承零部件表面的耐磨材料。本研究中采用激光熔覆成形(LCD),在20钢基体上进行锡基巴氏合金熔覆,并采用光学显微镜(OM)、扫描电子显微镜(SEM)、X射线衍射仪(XRD)、能谱分析仪(EDS)对熔覆层和过渡层的微观组织、相组成和成分分布进行检测分析;采用万能拉伸试验机对不同厚度锡基巴氏合金/20钢间结合强度进行测试,并对断口形貌进行检测分析。结果表明:熔覆层微观组织中分布着较多块状析出物,合金层主要由SnSb、Cu6Sn5及锡基固溶体相组成;锡基巴氏合金/20钢中间界面层厚度约6 μm,两种合金间的结合强度随合金层厚度的增大而增大,锡基巴氏合金/20钢断口属于准解理断裂。
激光熔覆成形;锡基巴氏合金;20钢;结合强度
巴氏合金是1839年由美国人Babbitt发明的,主要有锡基巴氏合金和铅基巴氏合金。这种材料是由软基体和硬质点的组织组成,具有良好的减磨性、耐磨性、顺应性和嵌入性等摩擦磨损性能,因此在工业领域应用广泛[1−4]。锡基巴氏合金具有较低的膨胀系数和摩擦因数,良好的耐磨性、耐腐蚀性、导热性和韧性被广泛应用于汽轮机、涡轮机、内燃机、核电机组等[5]轴瓦表面耐磨材料,应用涉及船舶、航空航天及工程机械等领域[6]。锡基巴氏合金制备工艺方法的不同对其微观组织和力学性能有重要的影响,常见巴氏合金层的制备方法有挂锡浇注法、挂锡堆焊法、电镀法、火焰喷涂法、电弧喷涂法等[7]。对于批量小尺寸大的轴瓦,通常采用离心浇注工艺浇注在轴瓦的内表面,制成双金属轴瓦[8]。离心浇注过程中巴氏合金容易产生微观偏析、组织粗大、夹渣、气孔、裂纹、脱胎等缺陷影响滑动轴承的耐疲劳、耐腐蚀和耐磨损等性能,需要切除较厚锡基巴氏合金缺陷层,造成材料严重浪费[3]。
为改善离心浇铸巴氏合金的组织和性能,张伟[5]在离心浇铸巴氏合金层表面采用高能激光束快速扫描,进行锡基巴氏合金表面激光重熔实验研究,结果表明,激光重熔后组织得到细化,硬质析出相均匀分布在锡基固溶体中,整个重熔组织致密,无裂纹、气孔等缺陷,平均硬度提升了25%。为改善锡基巴氏合金层与轴瓦胚体间的结合强度,张忠礼等[9]通过先在基体表面喷涂Fe-Cr-Al、钼、Ni-Al合金丝等自结合材料作为过渡层,厚度约为100 μm,然后再使用电弧喷涂锡基巴氏合金到预定尺寸,该过渡层对提高巴氏合金与基体金属的结合强度具有重要作用。张胜全等[10]研究了钎焊温度对锡基巴氏合金/钢基体过渡层组织的影响,结果表明,随着钎焊温度的升高,过渡层厚度增大,合金层中相(Cu6Sn5)的数量大量减少,相(SnSb)发生团聚;当焊接温度为320~340 ℃时,锡基巴氏合金/钢过渡层硬度(HV)达到141.3~146.2。KOBERNIK等[11]采用等离子电弧沉积法将锡基巴氏合金粉末熔敷到低碳钢表面,熔合区分布着极其少量的熔敷金属及Fe元素构成的混合组织,得到的锡基巴氏合金涂层具有更好的耐磨性。DIOUF等[4]通过研究离心浇铸和重力浇铸锡基巴氏合金结合强度,发现浇铸过程中冷却速度影响界面微观结构从而影响合金与基体的结合性能。由于钢在锡池中浸浴时,其表面形成的FeSn2薄层不能提供足够的粘结强度,因此,SÜRÜL等[12]采用在锌池中浸浴形成FeZn9中间层,实现钢衬背与巴氏合金的高粘结强度。采用传统方式制备锡基巴氏合金出现的主要问题为:两种金属结合强度较低,锡基巴氏合金层组织粗大且容易出现气孔、夹渣等缺陷,材料去除量大造成锡基巴氏合金的严重浪费。针对上述问题,本文作者提出采用激光熔覆的方式在低碳钢表面制备锡基巴氏合金熔覆层。激光熔覆成形技术是利用高能激光束熔化金属表面形成熔池,并将合金粉末同步输送入熔池最终形成熔覆层的一种工艺方法,主要应用于零部件修复、表面改性及增材制造。目前,国内外未见有关激光熔覆制备低熔点锡基巴氏合金的文献报道。
本文作者在20钢基体上采用激光熔覆制备锡基巴氏合金熔覆层,观察合金层及界面层微观组织和元素分布,检测合金层物相组成及两种合金间结合强度并对断口形貌进行分析,为激光熔覆锡基巴氏合金技术在制备轴承零部件表面耐磨材料的工程化应用方面积累了经验。
1 实验
实验采用的激光熔覆成形(LCD)设备主要由激光器、六轴机械臂、双筒送粉器、冷水机及中央控制柜组成,如图1(a)所示。激光器采用碟片式激光器,最大输出功率可达6000 W,实验过程中采用连续模式输出激光。采用纯度为99.99%的高纯氩气作为保护气体和粉末输送载气。由于轴瓦胚体常用材料主要为铸铁、铜合金、钢等,故本实验中采用尺寸为100 mm×100 mm×20 mm的20钢做基板进行锡基巴氏合金激光熔覆成形。实验前对基板进行砂纸打磨及无水乙醇清洗,去除表面油污并增加激光吸收率。所用锡基巴氏合金粉末粒度为45~105 μm,锡基巴氏合金粉末对应化学成分如表1所列。实验前,锡基巴氏合金在真空烘干箱内进行70 ℃下烘干400 min以降低粉末中的水含量,增加粉末的流动性。

表1 锡基巴氏合金化学成分
20钢熔点约为1500 ℃,而锡基巴氏合金固相点温度为240 ℃,液相点温度为370 ℃,因此在成形过程中所需激光能量较低。在熔覆第一层时,因熔覆层直接与20钢基体接触,熔覆工艺参数直接影响两种合金间的结合强度。且熔覆第一层时基体温度较低散热较快,熔池移动过后能够迅速凝固。在熔覆后续层时应控制热输入量,防止熔覆过程中基体热累积导致已熔覆锡基巴氏合金熔化而流淌。因此,本研究中采用改变激光功率的方式熔覆第一层和后面层的熔覆。根据前期工艺实验,第一层工艺参数为激光功率2000 W,从第二层起激光功率调整为800 W,整个熔覆过程扫描速度和送粉速率保持不变,分别为=20 mm/s,=19.97 g/min。
将激光熔覆后的锡基巴氏合金样块按照ISO4386标准加工成所需的力学性能测试样件,如图1(b)所示;拉伸样件尺寸如表2所列,其中a、b、c、d分别代表不同熔覆层厚度下的拉伸样件。两种合金间接触面积约为200 mm2,按照图1(c)所示的测试方法进行结合力测试,分析不同合金层厚度对两合金间结合强度的影响,并对拉伸断口进行观测分析。从熔覆样块中部切取样件进行磨抛腐蚀,并在光学显微镜(OM)、扫描电镜(SEM)下观察熔覆层及结合面微观组织,采用扫描电镜附带的能谱仪(EDS)测试熔覆层各元素组成和分布,采用X射线衍射仪(XRD)对熔覆层相组成进行检测和分析。

图1 成形装备及测试方法

表2 测试样件尺寸
2 结果与分析
2.1 宏观形貌
按照第一层激光功率=2000 W和后续层激光功率=800 W的工艺参数在20钢基体上熔覆锡基巴氏合金,实验结果如图2(a)和(b)所示。由图2可知,锡基巴氏合金熔覆层表面平整,无明显的裂纹或气孔等缺陷,熔覆层两侧有规律性堆叠现象。分析认为,机械臂带动熔覆头进行直线运动,在起始及终了位置由于加速和减速过程激光束加热时间相对较长且锡基巴氏合金固相线温度只有240 ℃,因此,在熔覆起始和终了处,热量累积引起熔池向外侧流淌,造成熔覆层两端产生有规律性的堆叠现象。按照结合力测试样件尺寸将熔覆块体加工成所需的测试样件如图2(c)所示,并按照测试方法在万能拉伸试验机上进行结合力测试。从熔覆块体中部切取尺寸为12 mm×12 mm× 30 mm锡基巴氏合金熔覆样块,如图2(d)所示,磨抛后进行XRD检测。采用4%的硝酸酒精溶液进行腐蚀及微观组织观察。
2.2 微观组织
微观组织决定宏观性能,图3所示为光学显微镜下测试件不同位置处的微观组织。图3(a)所示为光学显微镜下20钢的微观组织,20钢主要由铁素体和珠光体组成,其中铁素体对应着图中灰色部分,珠光体对应着黑色部分。图3(b)所示为20钢与锡基巴氏合金层界面处的微观组织,由图可知,锡基巴氏合金层与20钢结合界面为一条亮色中间界面层,中间界面层的产生表明锡基巴氏合金与20钢基体实现了冶金结合,这对提高两种合金间的结合强度至关重要。图3(c)所示为锡基巴氏合金熔覆层微观组织,由图可见,有较多的菱形块状析出物均匀分布在锡基巴氏合金基体中。基体相为黑色部分的锡基固溶体相,基体相中除弥散分布的块状析出物,还有细小白色颗粒状析出物。根据文献[13]可初步判断,块状析出物为(SnSb)析出相,细小颗粒状析出物为(Cu6Sn5)析出相,黑色部分为锡基固溶体相。SnSb相与Cu6Sn5相均属于硬质点颗粒,在摩擦过程中其凸出于表面主要起支撑作用,较软的基体相具有良好的塑性,主要起减磨作用[1]。软的基体相在磨擦过程中很快被磨损而下凹,用来储存润滑油,硬质点颗粒相较为抗磨而凸起,主要承受支撑轴压力[14]。
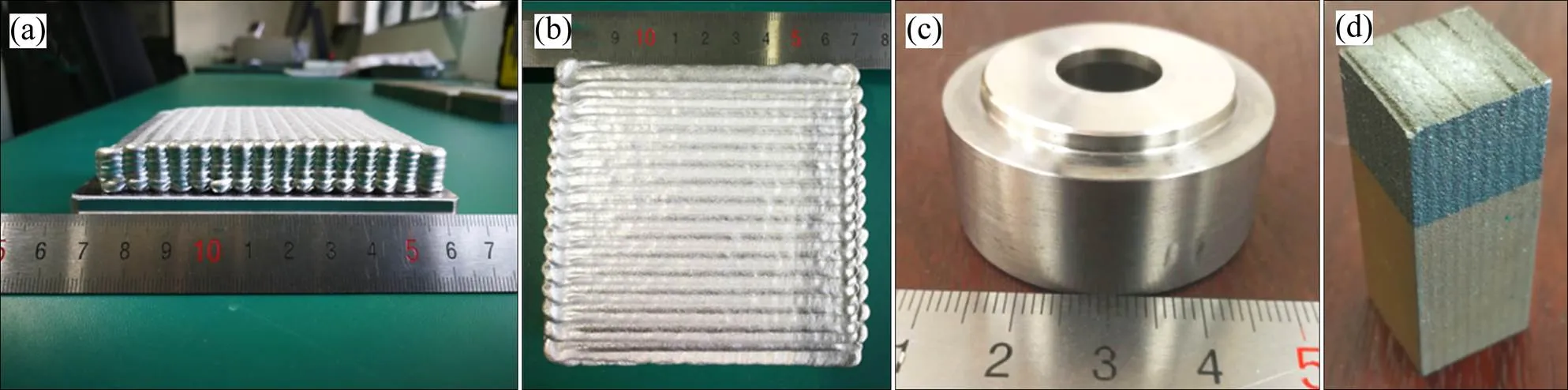
图2 激光熔覆锡基巴氏合金的宏观形貌
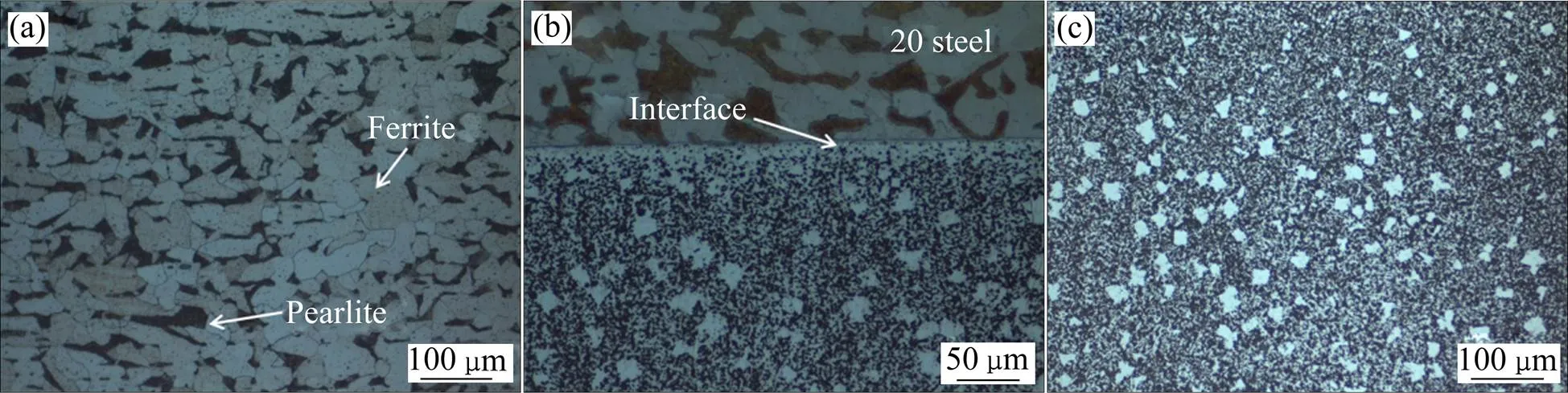
图3 激光熔覆锡基合金不同位置微观组织
为更进一步分析锡基巴氏合金层相组成,本研究中采用X射线衍射仪(XRD)对锡基巴氏合金层相组成进行检测,检测结果如图4所示。结果表明,锡基巴氏合金层主要有锡基固溶体相、SnSb、Cu6Sn5金属间化合物相组成。锑与铜一部分溶于锡中形成锡基固溶体起强化基体的作用,主要为四方晶型。另一方面锑、铜与锡形成金属间化合物SnSb和Cu6Sn5,它们的形成增强了锡基巴氏合金层的硬度、耐磨性。

图4 锡基巴氏合金XRD谱
在扫描电镜下对锡基巴氏合金层的微观组织进行观察,如图5(a)所示,可知锡基巴氏合金微观组织中弥散分布着菱形块状析出物,这与光学显微镜下观察到的微观组织类似。将菱形块状析出物进行局部放大,如图5(b)所示,菱形块状析出物周围及内部分布着较多的深灰色短棒状析出物。为分析菱形块状析出物及短棒状析出物元素组成,对块状析出物、块体内部的短棒状析出物、块体附近的短棒状析出物进行EDS点分析,点分析结果如表3所列。可知菱形块状析出物中主要为锡、锑元素,锡、锑摩尔分数比为(Sn)/(Sb)= 45.83/33.83,考虑到锡基固溶体中锡元素对检测结果的影响并结合XRD物相分析结果可知,菱形块状析出物为SnSb相。结合表3中EDS点分析结果可知,点1和点3处元素组成基本相同,其中锡、铜摩尔分数比分别为(Sn)/(Cu)=36.01/40.56和(Sn)/(Cu)= 36.00/42.19基本相同,可知两处的短棒状析出物为同一种析出相,考虑到锡基固溶体对Sn元素含量的影响并结合XRD检测结果可知,短棒状析出物为Cu6Sn5相。
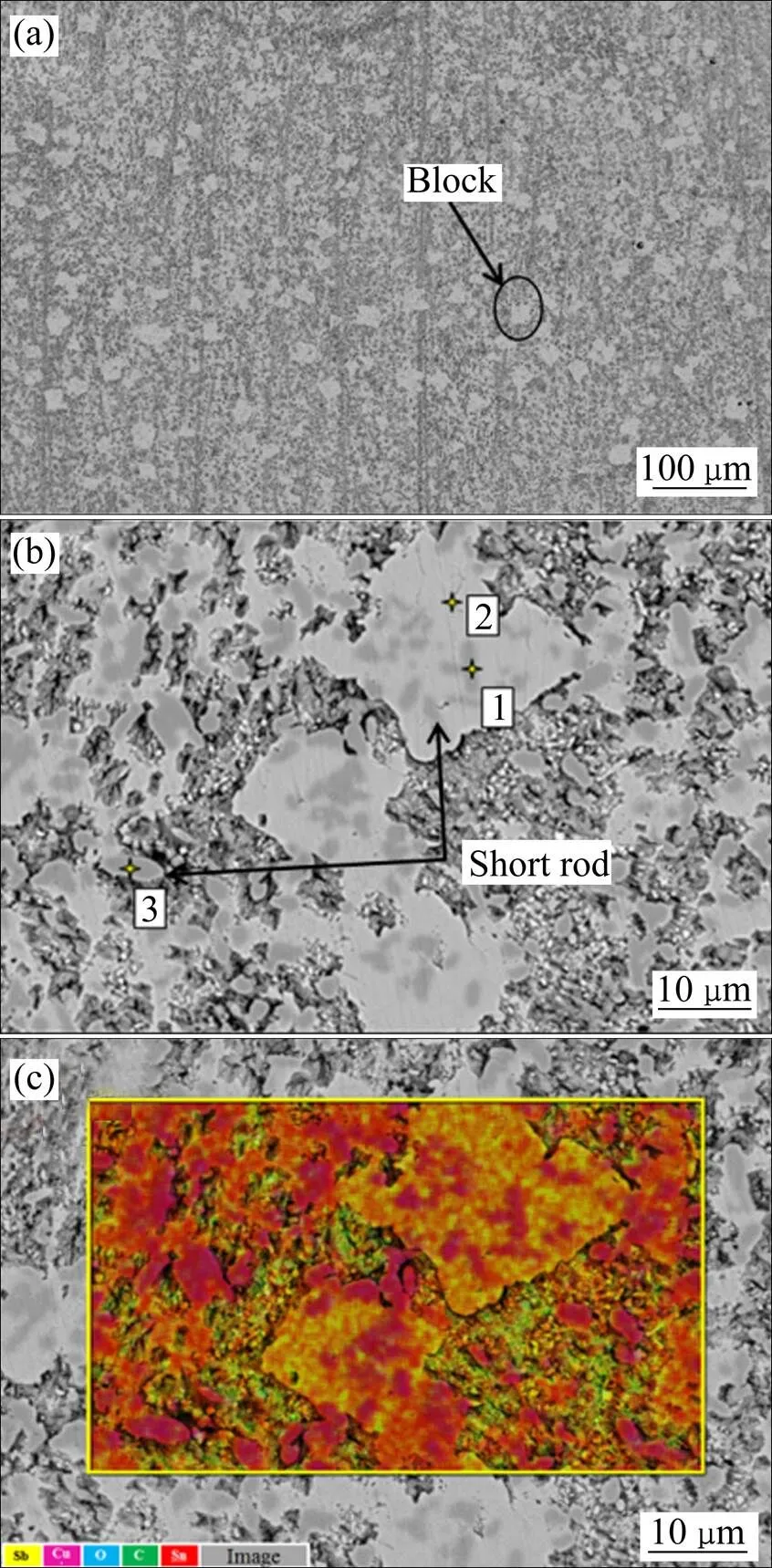
图5 锡基巴氏合金的微观组织

表3 锡基巴氏合金EDS点分析结果
采用EDS面扫对锡基巴氏合金层元素分布进行分析,结果如图5(c)所示。不同颜色代表不同元素,颜色的明亮程度代表元素的富集程度。由图5(c)可知,块状析出物主要为锑元素富集,短棒状析出物主要为铜元素富集,基体相主要为锡元素。因此,验证了块状析出物为SnSb金属间化合物相,短棒状析出物为Cu6Sn5金属间化合物相的结论。Cu6Sn5不仅在锡基固溶体相中析出,同时在SnSb金属间化合物相中析出。分析认为激光熔覆属于快速加热快速凝固过程,在锡基巴氏合金凝固阶段,Cu6Sn5相首先从液相中析出。而块状SnSb析出相主要由包晶反应生成,如式(1),根据Sn-Sb二元相图[15]可知,当熔池温度降低到260 ℃时析出相,然后通过包晶反应生成软的固溶体相,并把硬质相包裹起来,形成在软基体相上分布着硬质颗粒相的作用。
+→(1)
由于锑比锡轻,形成的相的密度比相的小[14],因此有上浮的趋势;而首先从液相中析出的Cu6Sn5相呈骨架结构分布,阻止了SnSb相的上浮[16],使得硬质点相在锡基巴氏合金微观组织中均匀分布。SnSb相和Cu6Sn5相属于硬质金属间化合物相,其分布于锡基固溶体中使得锡基巴氏合金硬度增大,塑性降低。
图6所示为锡基巴氏合金/20钢结合面微观组织及元素分布。由图6(a)可知,20钢与锡基巴氏合金之间存在一条明显的亮白中间界面层,这与光学显微镜下观察到的情况一致。对中间界面层进行EDS点分析,如图6(b)所示。有EDS点分析结果(见表3)可知,中间界面层主要由铁、铜、锡、锑元素组成。激光熔覆锡基巴氏合金第一层时功率较大,在20钢表面形成了熔池,锡基巴氏合金与20钢发生冶金反应。根据Fe-Sn二元合金相图[17]可知,铁与锡在不同温度下会有不同的析出相存在,如Fe3Sn、Fe3Sn2、FeSn、FeSn2。这些析出相均为脆硬相,适量的Fe-Sn金属间化合物有利于提升锡基巴氏合金/20钢结合强度,脆性相过多则容易在两种合金界面处产生裂纹。
为分析沿界面各元素分布,本研究采用EDS线扫描沿20钢向锡基巴氏合金层进行元素线扫,如图6(c)所示,扫描位置见图6(a)。由图可知,沿扫描方向铁元素含量降低,锡、锑、铜元素含量沿界面层升高。锡基巴氏合金侧铜元素变化幅度较大,分析认为,在锡基巴氏合金侧铜元素产生偏析,生成相导致。根据线扫描元素分布可知,锡基巴氏合金/20钢中间界面层在6 μm左右,铜元素在界面处含量突然升高,说明其在界面处有聚集现象。中间界面层的形成表明两种金属材料间实现了冶金结合,这对于提高两种材料间的结合强度具有重要意义。

图6 锡基巴氏合金/20钢中间界面层
2.3 结合强度及断口分析
采用万能拉伸试验机对不同厚度的锡基巴氏合金层结合力进行测试,并按照式(2)进行结合强度计算:

式中:max为最大剪切应力;为200 mm2。
测试结果如表4所列,随锡基巴氏合金层厚度的增大,结合强度增大,这一结果符合ISO4386提出的规律。分析认为,合金层厚度较小时,由于刚度低、变形大,在压力作用下合金层主要发生撕裂断裂如图7(a)和(b)所示,其主要特征是断口不平整,内圈低外圈高,表现为明显的撕裂状。当合金层厚度增大时,其刚度相应增大,变形量降低,此时撕裂作用不显著,呈现整体断裂状,其典型特征为整个断口表面平整,如图7(c)和(d)所示。随合金层厚度的增加,断裂形似由撕裂转变为拉断,因此结合力逐渐增大。当结合强度不随厚度的增加而增加时,此时的结合强度为绝对结合强度。
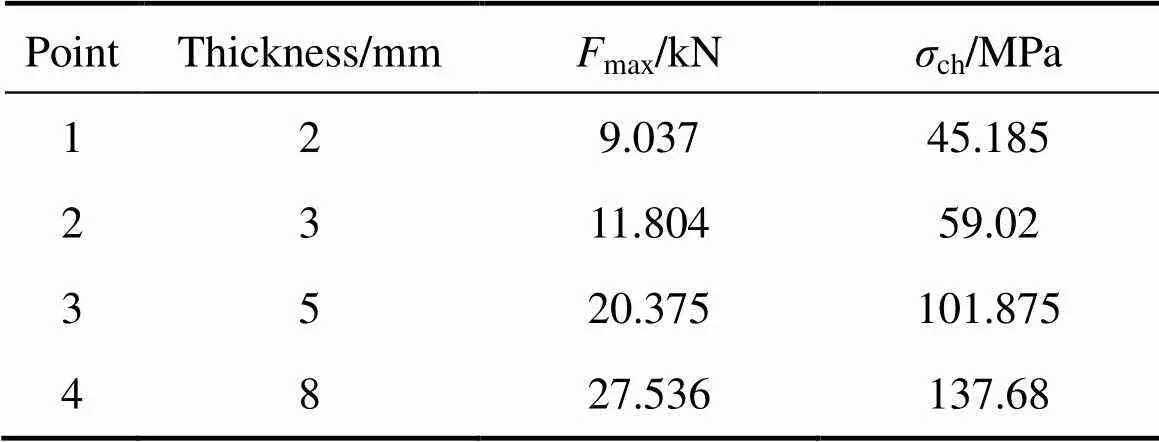
表4 不同厚度对应的结合强度
图8所示为锡基巴氏合金/20钢断口的SEM像。图8(a)和(c)所示为不同模式下断口的微观形貌SEM像。由图8(a)和(c)可知,断口上分布着较多菱形块状析出物或凹坑。分别对图8(a)和(c)进行局部放大,如图8(b)和(d)所示。图8(b)中断口上不仅分布着阶梯状光滑的解理面,在其附近也分布着较浅的韧窝。分析认为锡基巴氏合金/20钢断口属于准解理断裂。锡基固溶体为软的基体相,在拉伸力作用下主要发生韧性断裂形成细小的韧窝状断口。SnSb相为块状硬质金属间化合物相,镶嵌于基体相中。在外界拉力作用,由于SnSb相塑性较差,拉伸过程中一方面从基体相中脱落或留于基体相上;另一方面发生脆性断裂,形成解理面。图8(d)所示为分布于断口上的块状SnSb相和短棒状Cu6Sn5相。
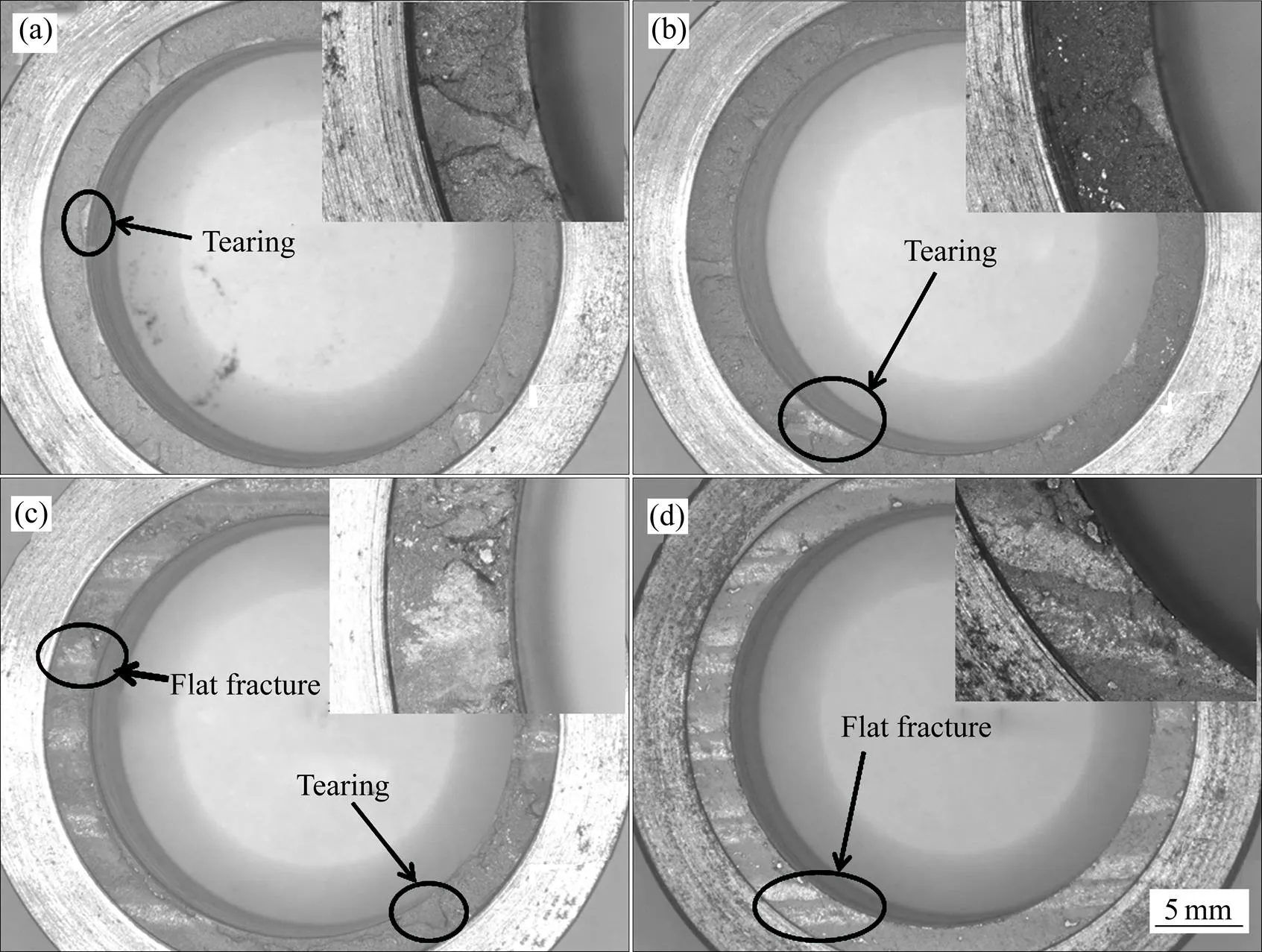
图7 锡基巴氏合金断口宏观形貌
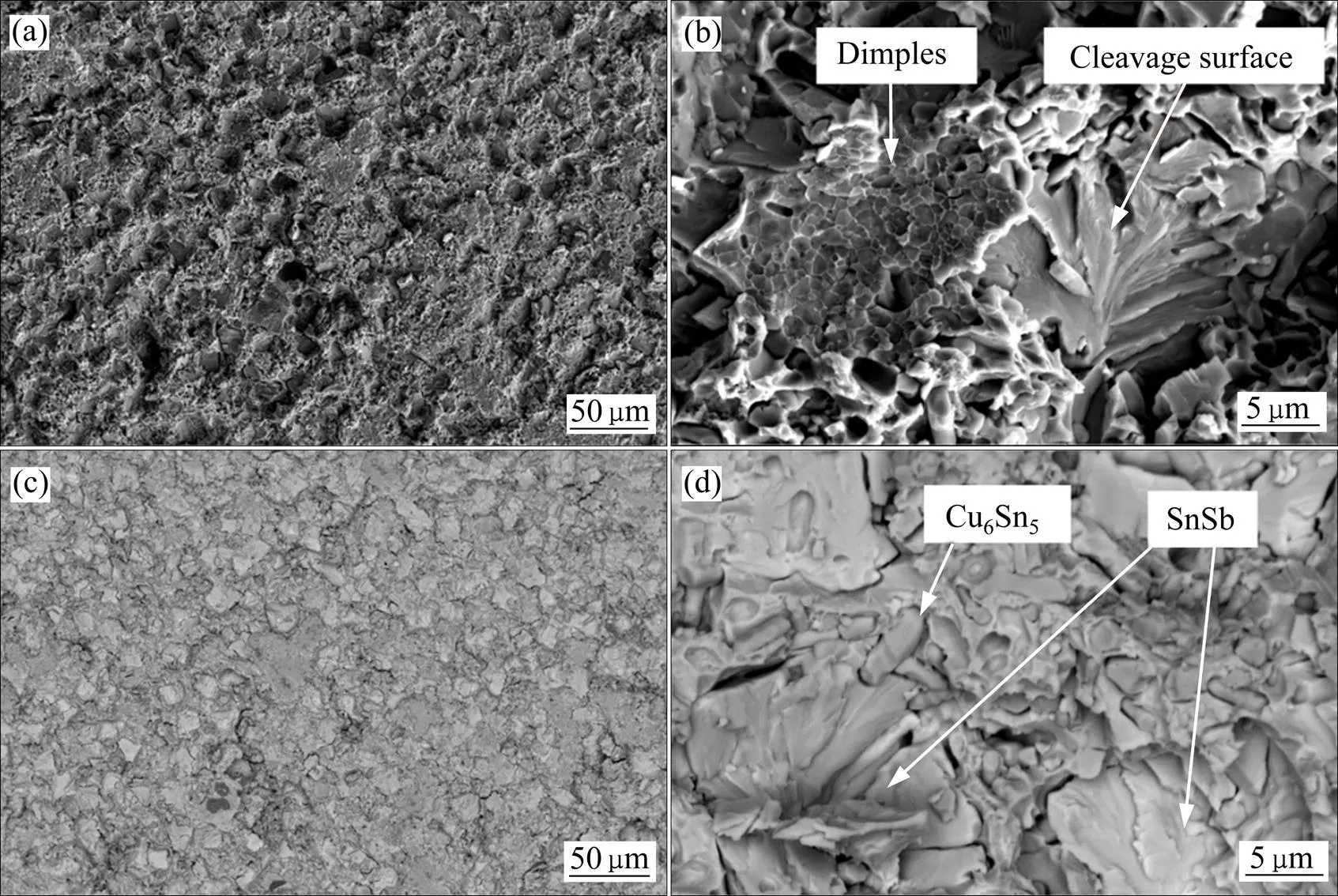
图8 断口微观形貌
3 结论
1) 采用激光熔覆成形技术在20钢板上制备了锡基巴氏合金熔覆层,熔覆层形貌良好,由于机械臂在起始及终了位置存在加速和减速过程,热量累积,熔覆层两侧边缘出现有规律的堆叠现象,总体形貌较好,无宏观裂纹和气孔等缺陷。
2) 锡基巴氏合金微观组织主要由SnSb、Cu6Sn5、锡基固溶体相组成,Cu6Sn5相的首先析出阻止了块状析出物SnSb的聚集,使得硬质相颗粒均匀分布在较软的锡基固溶体基体中,Cu6Sn5相不仅分布于锡基固溶体中同时也分布于块状SnSb相内。锡基巴氏合金与20钢间形成了厚度约6 μm的中间界面层,实现了两种合金间冶金结合。
3) 随合金层厚度的增大,锡基巴氏合金/20钢断裂形式从撕裂到整体断裂,结合强度逐渐增大。锡基巴氏合金/20钢断口属于准解理断裂。
[1] 郭正兴, 何永勇, 路新春. 巴氏合金ZSnSb8Cu4的摩擦磨损行为[J]. 润滑与密封, 2014, 39(7): 5−10. GUO Zheng-xing, HE Yong-yong, LU Xin-chun. Tribological performance of tin-based white metal ZSnSb8Cu4[J]. Lubrication Engineering, 2014, 39(7): 5−10.
[2] ZEREN A, FEYZULLAHOGLU E, ZEREN M. A study on tribological behaviour of tin-based bearing material in dry sliding[J]. Materials & Design, 2007, 28(1): 318−323.
[3] ZHOU F, ZHANG Q, SHI M, GUO J, LI H. The effect of TIG arc brazing current on interfacial structure and bonding strength of tin-based Babbit[J]. Journal of Adhesion Science & Technology, 2017, 31(21): 2312−2322.
[4] DIOUF P, JAVES A. Investigation of bond strength in centrifugal lining of Babbitt on cast iron[J]. Metallurgical and Materials Transactions A, 2010, 41(3): 603−609.
[5] 张 伟. 锡基巴氏合金减摩材料激光重熔组织与硬度的研究[J]. 热加工工艺, 2015, 44(8): 32−34. ZHANG Wei. Research on microstructure and hardness of tin-base Babbitt alloy made by laser remelting[J]. Hot Working Technology, 2015, 44(8): 32−34.
[6] 王建梅, 薛亚文, 马立新, 唐 亮. 蠕变对巴氏合金ZChSnSb11-6力学性能和显微组织的影响[J]. 中国有色金属学报, 2014, 24(10): 2513−2518. WANG Jian-mei, XUE Ya-wen, MA Li-xin, TANG Liang. Influence of creep on mechanical properties and microstructures of Babbitt alloy ZChSnSb11-6[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2513−2518.
[7] 邹军涛, 赵 艳, 王 婵, 杨晓红, 梁淑华. ZChSnSb11-6/20号钢双金属复合材料的扩散连接[J]. 中国有色金属学报, 2016, 26(7): 1451−1458. ZOU Jun-tao, ZHAO Yan, WANG Chan, YANG Xiao-hong, LIANG Shu-hua. Diffusion bonding of ZChSnSb11-6/20 steel bimetal composites[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(7): 1451−1458.
[8] 刘宝兴, 姜继海. 滑动轴承新型铸造锡基巴氏合金浇铸工艺研究[J]. 机械工程师, 2008(9): 23−25. LIU Bao-Xing, JIANG Ji-hai. Study on the techniques of the new sliding bearing founding alloy[J]. Mechanical Engineer, 2008(9): 23−25.
[9] 张忠礼, 段思华, 张洪兵, 李德元, 孙文哲, 杨春麒. 电弧喷涂锡基巴氏合金涂层的组织与性能[J]. 焊接学报, 2010, 31(4): 17−20, 24, 113−114. ZHANG Zhong-li, DUAN Si-hua, ZHANG Hong-bin, LI De-yuan, SUN Wen-zhe, YANG Chun-qi. Microstructure and properties of arc sprayed tin-based Babbitt alloy coating[J]. Transactions of the China Welding Institution, 2010, 31(4):17−20, 24, 113−114.
[10] 张胜全, 张 博, 王一纯, 丁业立. 钎焊温度对锡基巴氏合金/钢基体过渡层组织的影响[J]. 特种铸造及有色合金, 2016, 36(7): 694−697. ZHANG Sheng-quan, ZHANG Bo, WANG Yi-chun, DING Ye-li. Effect of brazing temperature on the transition layer microstructure of the steel and Sn based Babbitt metal[J]. Special Casting & Nonferrous Alloys, 2016, 36(7): 694−697.
[11] KOBERNIK N V, MIKHEEV R S, KREMLEV S S. Plasma-powder deposition of Babbit alloys[J]. Welding International, 2014, 67(8): 49−52.
[12] SÜRÜL K, BEISS P, AKIN O. Bonding strength of the Babbitt alloy Sn-12Sb-6Cu-1.8Bi[J]. Materialwissenschaft UndWerkstofftechnik, 2010, 41(8): 657–665.
[13] 张胜全, 王一纯, 张 博, 丁业立. 显微激冷处理对ZChSnSbll-6合金组织性能的影响[J]. 热加工工艺, 2016, 45(17): 88−90. ZHANG Sheng-quan, WANG Yi-chun, ZHANG Bo, DING Ye-li. Effect of micro-chilling treatment on microstructure and properties of ZChSnSb11-6 alloy[J]. Hot Working Technology, 2016, 45(17): 88−90.
[14] 段海平, 冯 弘, 赵清华. 机械振动对Sn-Sb合金相的影响[J].铸造技术, 2004(9): 686−688, 690. DUAN Hai-ping, FENG Hong, ZHAO Qing-hua. Effect of mechanical vibration onphase of Sn-Sb alloy[J]. Foundry Technology, 2004(9): 686−688, 690.
[15] 陆文华. 铸造合金及其熔炼[M]. 北京: 机械工业出版社, 1996: 10. LU Wen-hua. Cast alloy & melting[M]. Beijing: China Machine Press, 1996: 10.
[16] 张忠礼, 段思华, 丁 勇, 罗 超. 电弧喷涂锡基巴氏合金层的磨损性能[J]. 沈阳工业大学学报, 2010, 32(1): 50−54. ZHANG Zhong-li, DUAN Si-hua, DING Yong, LUO Chao. Wear performance of arc sprayed Sn-based Babbitt alloy coating[J]. Journal of Shenyang University of Technology, 2010, 32(1): 50−54.
[17] 赵 晶, 宋 波, 毛璟红, 李 岩. Fe-Sn合金体系中Sn析出规律研究[J]. 中国稀土学报, 2010, 28(S1): 400−403. ZHAO Jing, SONG Bo, MAO Jing-Hong, LI Yan. Study on precipitation of tin in Sn-Fe alloys[J]. Journal of the Chinese Rare Earth Society, 2010, 28(S1): 400−403.
Microstructure and mechanical properties of tin-based Babbitt alloy made by laser cladding deposition
HAO Yun-bo, ZHAO Kai, YANG Ping, ZHU Zhong-liang, YANG Yang, WANG Lian-feng
(Shanghai Aerospace Equipment Manufacturer Co., Ltd., Shanghai 200245, China)
Tin-based Babbitt alloy has a low coefficient of friction, good wear resistance and anti-adhesion, which is widely used in aerospace, shipbuilding, cranes and other equipment bearing parts surface wear-resistant materials. In this study, laser cladding deposition (LCD) was used to fabricate tin-based Babbitt alloy on a 20 steel substrate. Optical microscope (OM), scanning electron microscope (SEM), X-ray diffractometer (XRD) and energy dispersive spectrum (EDS) were used to test the microstructure, phase composition and composition distribution of the cladding layer and the transition layer. The universal tensile testing machine was used to test the bonding strength of the tin-based Babbitt/20 steel with different thicknesses. The fracture surface morphology was tested and analysed by SEM. The results show that there are many massive precipitates distributed in the microstructure of the cladding layer. The alloy layer is mainly composed of SnSb, Cu6Sn5and tin-based solid solution phases. The thickness of interface of tin-base Babbitt/20 steel is about 6 μm, the bonding strength between the two alloys increases with the thickness of the alloy layer increasing, and the fracture of the tin-based Babbitt/20 steel belongs to the quasi-cleavage fracture.
laser cladding deposition; tin-based Babbitt alloy; 20 steel; bond strength
Project(2017YFB1103905) supported by the National Key Research and Development Program of China; Project(XC-ZXSJ-02-2016-01)supported by the Shanghai Induction Technology Absorption and Innovation Program, China; Project(17YF1408500)supported by the Shanghai Youth Science and Technology Talent Yang Fan Program, China
2018-02-08;
2018-06-20
HAO Yun-bo; Tel:+86-21-24187144; E-mail: m18221247257@163.com
国家重点研发计划资助项目(2017YFB1103905);上海市引进技术的吸收与创新计划资助项目(XC-ZXSJ-02-2016-01);上海市青年科技英才扬帆计划资助项目(17YF1408500)
2018-02-08;
2018-06-20
郝云波,助理工程师,硕士;电话:021-24187144;E-mail: m18221247257@163.com
10.19476/j.ysxb.1004.0609.2018.10.08
1004-0609(2018)-10-2016-08
TG665
A
(编辑 何学锋)
