浅谈6拐印度曲轴镦锻工艺设计
2018-11-14匡利华中车资阳机车有限公司
文/匡利华·中车资阳机车有限公司
本文分析了6拐印度曲轴基本结构和参数、镦锻工艺难点;采用了新工艺设计、计算机模拟仿真和工艺试验等研究方法;成功开发了6拐印度曲轴,材料利用率达到62%。
印度6拐曲轴是印度国家铁路公司从美国引进的机车柴油机用曲轴。此前资阳公司已成功开发2种印度曲轴,印度ALCO16V251曲轴和印度EMD710曲轴,印度6拐曲轴是第3种,其柴油机转速为1100转/分钟,功率为2940kW。
镦锻工艺分析
6拐曲轴基本机构及参数
图1为印度6拐曲轴三维零件图,材料为42CrMoA,由6个曲拐和3个法兰组成(1个曲拐=2个曲柄臂+1个连杆颈+1个主轴颈)。6个曲拐有3个相位,1(6)曲拐、2(5)曲拐、3(4)曲拐在圆周上以120°分布。为方便表达,本文将从左至右编号为1~6拐。
与印度ALCO16V251曲轴零件参数比较
从表1和2可以看出,6拐印度曲轴和印度ALCO16V251曲轴比,连杆颈开档和单拐长度尺寸有差异。由于这两个参数的差异,镦锻工艺及镦锻模具不能借用印度ALCO16V251曲轴,必须全新设计。
工艺设计目标及难点分析
⑴难点1:为节约生产成本,本次工艺设计要求减少校直工序。
⑵难点2:印度ALCO16V251曲轴连杆颈开档为177.8mm,6拐印度曲轴连杆颈开档为101.6mm,开档尺寸比印度ALCO16V251曲轴小76.2mm,镦锻难度大。

图1 6拐曲轴三维零件图

表1 6拐印度曲轴主要结构参数

表2 印度ALCO16V251曲轴结构参数表
⑶难点3:前面分析了6拐曲轴和印度ALCO16V251曲轴的差异,印度ALCO16V251曲轴镦锻工艺已经非常成熟,因此本次工艺设计可借鉴印度ALCO16V251曲轴镦锻工艺设计经验,同时采用近净成形技术设计锻件余量,在现有工艺条件下,保证材料利用率最大化。
采用新工艺进行锻造设计
曲线双分模设计
本次工艺设计的新工艺为曲柄分模方式——曲线双分模方式(图2),传统曲柄分模方式为单分模(以连杆颈中心作为锻件分模线);单分模的缺点不利于坯料的分料,曲柄安装面容易塌角,并且在曲柄底部(靠近连杆颈侧)形成大量工艺余块。曲线双分模优点:减小曲柄圆周余量,曲柄臂安装面成形好。

图2 曲柄的双分模与单分模
坯料直径余量小
锻件主轴颈直径为φ250mm,坯料选择φ260mm,单边余量为5mm,此余量为目前所有RR产品中余量最小,降低坯料用料重量,节约生产成本。
镦锻顺序优化
在曲轴输出端有一个法兰,用料长为710mm,镦锻第6曲拐时法兰会参与定位,由于法兰坯料长,锻造难度大,为保证锻造质量,将法兰锻造定位第1火次,并确定锻造变形顺序为:输出端法兰→第6拐→第5拐→第4拐→第3拐→第2拐→第1拐→自由端法兰。此工艺方法的优点为降低了输出端法兰的锻造难度,同时降低操作工更换模具的劳动强度。
镦锻模具外侧圆弧面设计
和传统镦锻模具(图3a)比,成形下模具外侧设计一个圆弧面,如图3b所示,使坯料在镦弯过程中曲柄臂外侧形成自然圆弧,形成一个与零件形状相似斜面,实现近净成形目的。
计算机数值模拟
模拟参数的设置
采用Deform模拟软件模拟一个单拐成形,分析不考虑热传导因素对成形的影响,工艺参数设置:
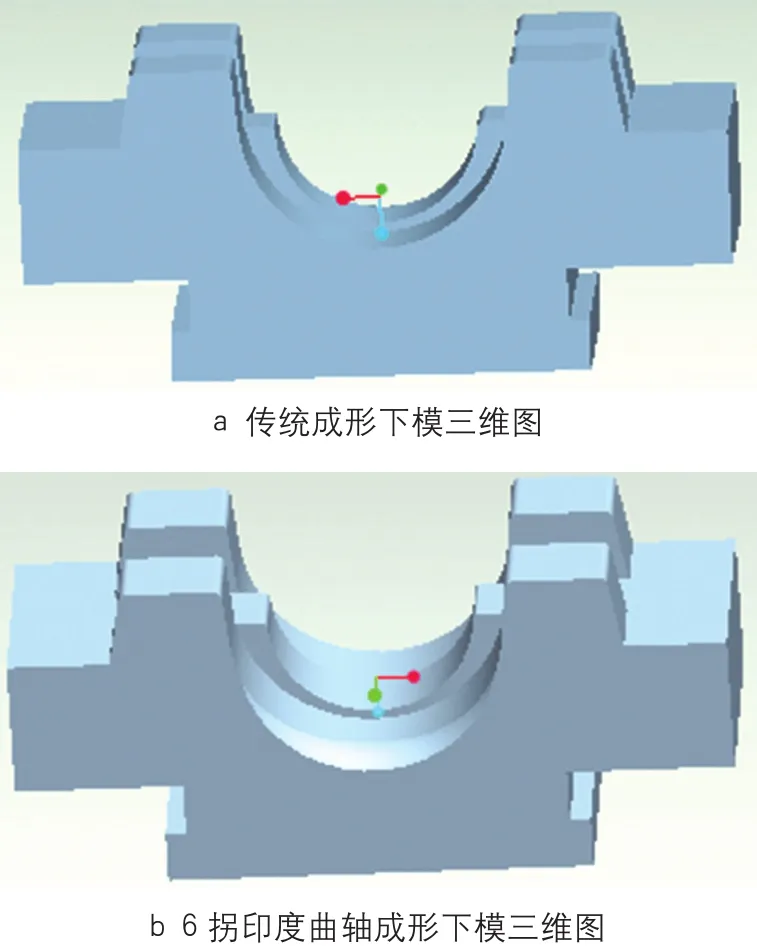
图3 镦锻成形下模
⑴材料:42CrMoA;
⑵坯料规格:第一次模拟为φ260mm×198mm,连杆颈部位坯料φ240mm×80mm;
⑶网格划分:分析采用四面体网格,仅对坯料划分网格,网格数量为56230,并在成形部位进行细化,在成形过程中动态网格再划分;
⑷模拟步长:0.1s/步;
⑸摩擦边界条件:采用剪切模型,剪切系数m=0.7;
⑹速度:压机垂直向下的速度5mm/s;
⑺坯料温度设置1180℃。
模拟结果分析
图4为模拟结果,锻件成形无塌角、缺肉等缺陷,但曲柄下侧飞边肥大。根据分析,坯料用料偏多。因此将坯料规格设置为φ260mm×195mm进行第2次模拟,图5为第2次模拟结果,曲柄底部飞边减小。图6分别为垂直方向载荷-行程曲线和水平方向载荷-行程曲线。
工艺试验
双拐试验
根据第2次模拟结果分析,坯料规格选择φ260 mm×195mm,进行双拐试验,图7为双拐锻件实物照片。试验结果与第二次模拟结果相符,进一步验证了参数设计合理,表3为双拐锻件划线报告,锻件余量分配和表面质量满足工艺要求。

图4 第1次单拐锻件模拟照片
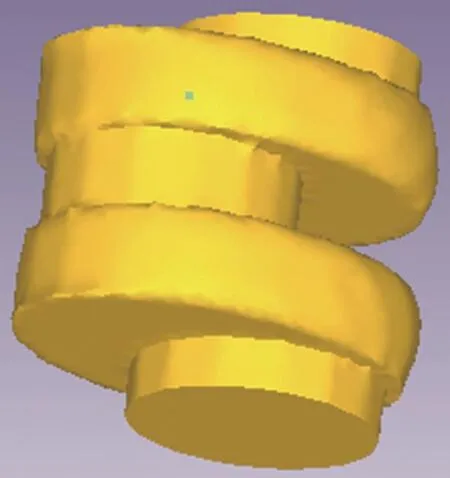
图5 第2次单拐锻件模拟照片
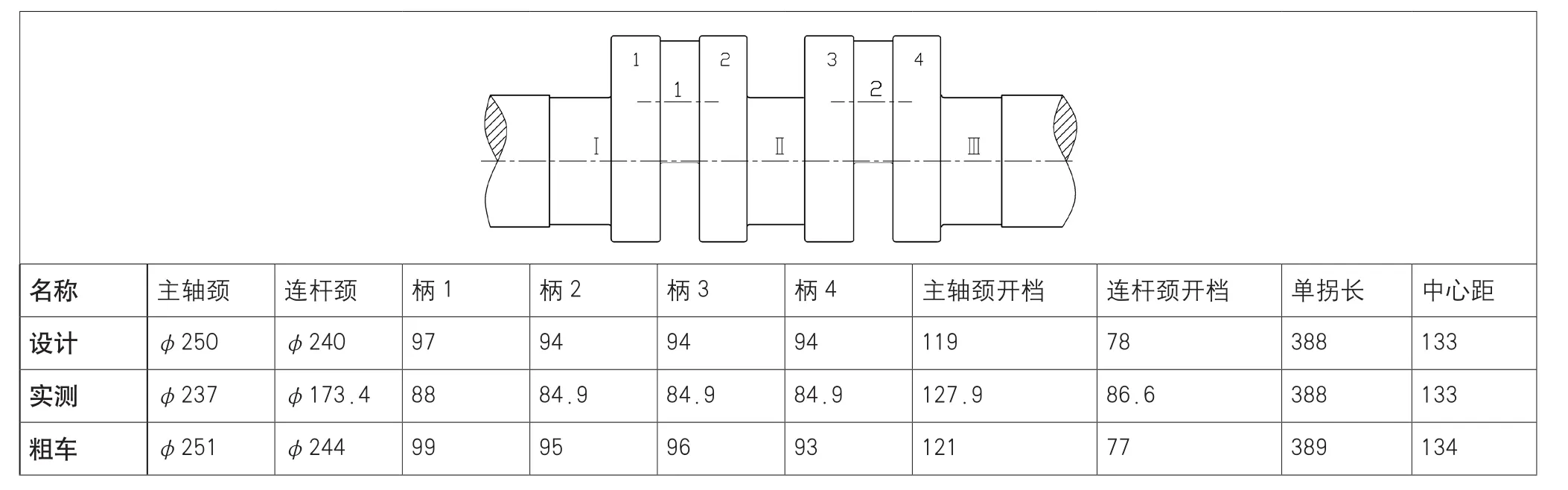
表3 双拐锻件划线报告 单位(mm)
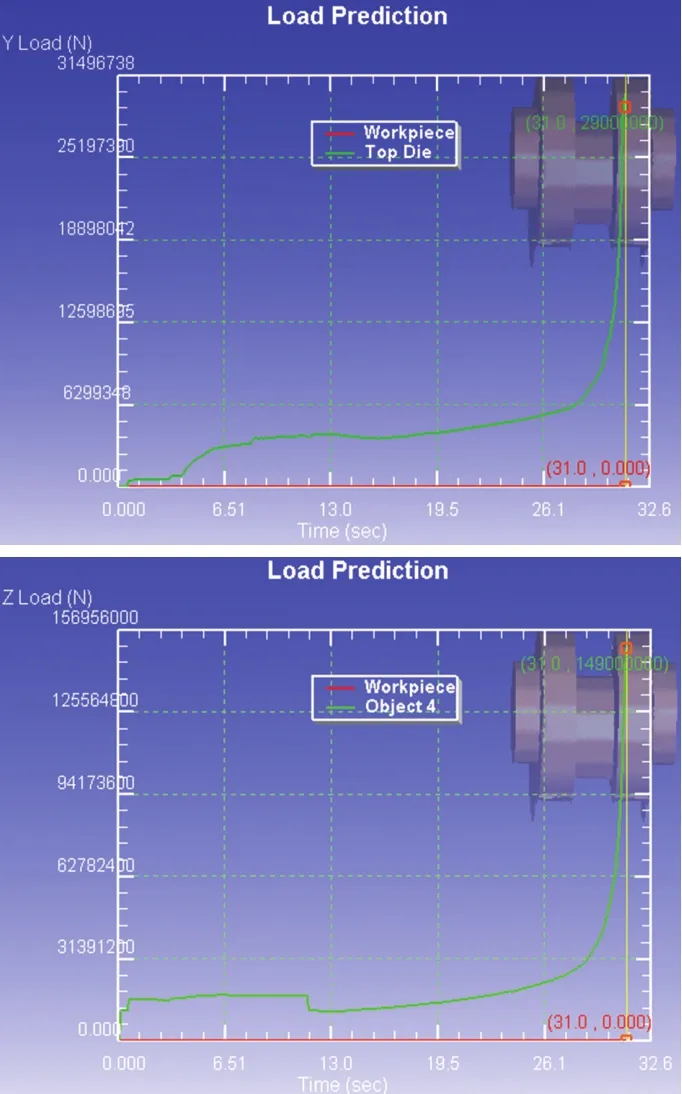
图6 载荷-行程曲线

图7 双拐锻件实物照片
图8 成品曲轴实物图
试验验证
根据计算机数值模拟和双拐试验结果,验证了镦锻工艺参数和模具设计合理,投入首支整轴生产验证,图8为6拐印度曲轴成品实物图。
结论
⑴成功开发6拐曲轴,实现批量生产;
⑵采用曲线双分模设计、小余量坯料直径、优化镦锻顺序和模具外侧圆弧面设计等新工艺方法实现锻件近净成形,用数值模拟和工艺试验验证了工艺的合理性。
⑶原材料利用率与ALCO16V251曲轴比,材料利用率提高了8%,达到62%。
