浅谈超倍尺宽钛合金板坯成形工艺
2018-11-14杨武王炳正张佳丽闫沛堂兰州兰石铸锻有限责任公司
文/杨武,王炳正,张佳丽,闫沛堂·兰州兰石铸锻有限责任公司
以钛合金板坯锻件为研究对象,改变传统的镦粗拔长展宽工艺,采用直接拔长进行展宽,解决传统镦粗工序中经常出现坯料腰部折叠缺陷的质量问题,提高锻造生产效率约22%,提高材料利用率约2%。通过有限元模拟分析成形展宽过程,为实际生产提供理论指导,并通过实际生产验证整个工艺过程,为研制更高质量、生产效率、材料利用率的成形工艺提供指导。
本文针对某公司钛合金板坯锻件,材料为TA2,要求成形尺寸2050+15(宽)×260(高 )±10×L(随 长 )(单 位:mm),原材料钛锭经过表面加工去除表面缺陷及取样后,尺寸为φ990mm×2600mm。成形宽度尺寸/原材料截面尺寸≈2.07,超过一倍尺寸。根据传统经验公式计算,要保证最终展宽成形尺寸原始坯料截面直径需≥φ1450mm。
常规成形工艺为钛锭先镦粗,保证镦粗后截面尺寸≥φ1450mm后再进行平砧间拔长展宽。锻造过程由于TA2的材料特性,容易造成镦粗过程中表面折叠缺陷,为防止折叠过深,需分多道次进行镦粗,出现折叠现象后立即进行轻滚圆拔长再进行镦粗,严重影响锻造效率及锻造质量。本文采取直接拔长的方式进行展宽,在试验前通过有限元数值模拟分析软件对试制方案进行分析,最终通过实际生产验证工艺方案的可行性。
工艺方案
锻造工艺路线:芯棒展宽—换专用芯棒继续展宽—上下平砧成形修整,选用50MN快锻压机进行整个锻造工序。具体过程为:将钛合金锭平放在大平板上,上端采用φ630mm芯棒分两次进行压扁,总压下量控制在300mm左右,左右移动芯棒进行展宽至坯料高度约为550mm。
为防止芯棒展宽过程中出现板坯料中间尺寸偏大,两端偏小的情况,特制专用芯棒进行进一步展宽,展宽至宽度约为2000mm,高度约为440mm。
最后采用特制上平砧(700mm砧宽,2300mm砧长)、下平板进行拔长及整形。
工艺的数值模拟
模型建立及参数设定
采用SolidWorks软件对钛合金锭、芯棒、特制芯棒、下平板、上下平砧进行三维建模,并导入有限元模拟软件中。TA2材料属性由数据库中已有的模型导入,本文采用的快锻压机设定正常开启5台泵的上砧平均压下速度下限约为50mm/s。采用六面体网格对钛锭模型进行网格划分,为保证模拟的准确性,设定网格数量32000个。数值模拟的其他参数见表1。

表1 有限元模拟的其他参数
模拟过程分析
图1为上下工装及钛锭初始摆放位置,上砧与芯棒接触均匀压下,压下300mm后,左右横移芯棒继续压下至图2状态,此时坯料高度约为550mm。

图1 钛锭初始压下状态

图2 芯棒展宽结束
由于钛锭总长为2600mm,采用芯棒展宽过程中由于两端偏载的问题,坯料变形不均匀,在实际生产过程中必然会造成两端展宽小,中间展宽大的问题,需采用特制芯棒重点对两端进行展宽,如图3、图4所示。此时坯料高度高点为455mm,低点约为380mm。
图5表示采用上平砧及下平板,开始整形拔长,压下量设定为100mm。图6为整形结束,此时测定宽度最大点为2165mm,最小点为2065mm,高度尺寸为265mm。

图3 特制芯棒展宽两端
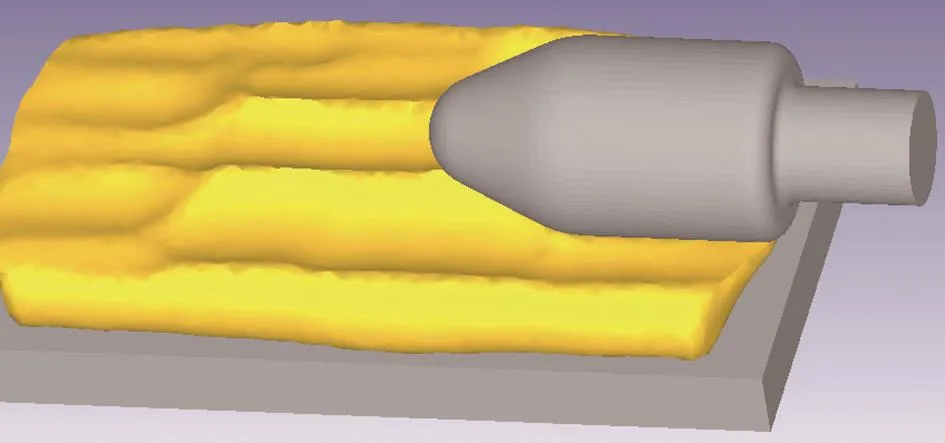
图4 特制芯棒展宽结束
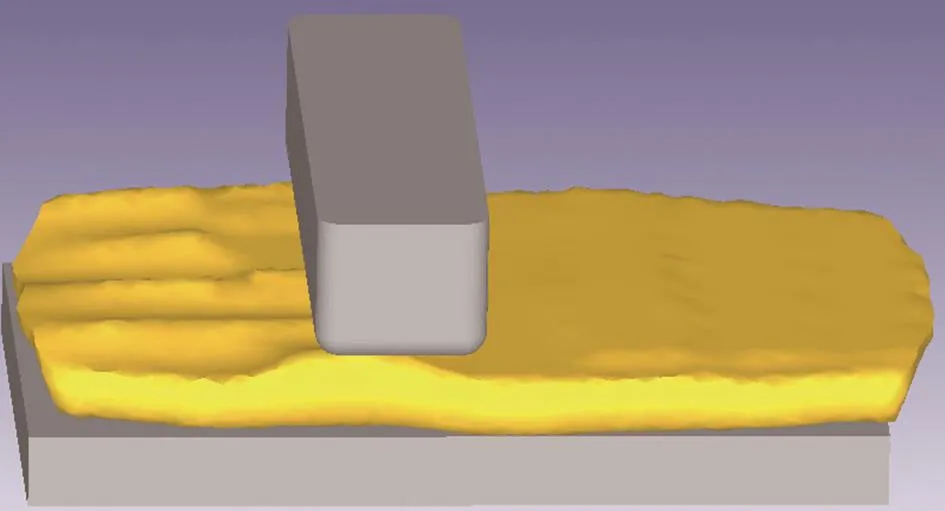
图5 平砧整形拔长

图6 最终成形
生产实际验证
利用数值模拟形成的工艺参数,在生产实际中进行试验,图7为最终锻造成形的TA2板坯,试验过程中在厚度约为265mm时,展宽最宽点达到2150mm,与优化后的仿真结果非常接近。且两端头舌头长度仅约50mm,低于常规钛板成形的舌头长度150~250mm。最终通过加工后材料利用率达到91.6%,高于常规的钛板成形利用率约2%,符合最终成形的质量要求。

图7 实际生产的合格钛板
结论
⑴通过对超倍尺宽钛板展宽成形工艺的优化,改变传统镦粗后展宽方式,避免了镦粗过程由于坯料高径比过大易造成的折叠缺陷,且降低生产火次1~2火,提高生产效率约22%。
⑵利用有限元数值模拟对优化后的成形工艺进行模拟,并采用专用展宽工装成形,通过试验验证,生产出表面质量良好的合格钛板,通过最终加工验证,材料利用率达到91.6%,高于常规成形钛板2%。
