浅谈超大型环锻件、筒体锻件轧制成形技术
2018-11-14任秀凤牛余刚曲在文山东伊莱特重工股份有限公司
文/任秀凤,牛余刚,曲在文·山东伊莱特重工股份有限公司
本文主要介绍了大型环形锻件、筒体锻件生产的新工艺——径轴向轧制技术,并介绍了当今世界上最大的轧环机的设备能力,以及直径15.45m超大环件和直径6m的筒体轧制成形过程。
超大型环锻件、筒体锻件是大型装备必不可少的关键零部件,在海上风电、核电、水电、石油炼化、航空航天等领域具有广泛的应用。随着我国装备制造业的高速发展,受国内制造工艺水平和能力的限制,大型环锻件、筒体锻件的供需矛盾日益显现,有些装备制造厂家不得不将目光转向国外进口。
当前直径超过10m的大型环锻件多采用分段拼焊工艺或铸造工艺生产,如大型混凝土回转窑轮带多采用铸造工艺生产,由于工件直径大,不得不设置多个浇冒口,不仅材料利用率低,而且砂眼、缩孔、冷隔等铸造缺陷很难避免。而大型环锻件的分段拼焊工艺则存在焊缝与本体组织状态不一致的显著缺陷。
当前国内直径4m以上的大型筒体锻件多采用自由锻方式生产,主要生产厂家有中国一重、二重、上重、中信重工等大型锻造企业,2015年中信重工用185MN油压机锻造出直径6.72m,高3.95m,重202t的超大型筒体,受油压机净空高度、开档尺寸等限制,该尺寸的筒体锻件基本已达到设备的极限。
此外,大型自由锻件锻造时间一般较长,始锻部位与终锻部位的锻造温度和变形量很难均匀一致,因此锻件内部组织和晶粒度会差异较大,尤其像奥氏体不锈钢这类不能通过后续热处理细化晶粒的锻件,其差异性更为明显。
大型环锻件、筒体锻件的生产无论是拼焊工艺、铸造工艺还是自由锻工艺均存在生产效率低、均质性差、材料消耗大的共性问题。
径轴向轧制技术(辗环)是国际上公认的近净成形先进制造工艺技术,适用于环类、盘类、筒体类锻件的成形,与传统自由锻工艺相比,具有节能、高效、材料利用率高的特点,而且轧制后的工件内部组织致密、晶粒细小,流线完整,对于提高工件的强度、耐磨性、疲劳寿命具有非常重要的意义。

图1 大型环件铸造图(左)、自由锻筒体图(右)
山东伊莱特配备的RAW2500/1250~16000/3000轧环机是当今世界上最大的径轴向轧环机,该设备径向轧制力2500t;轴向轧制力1250t;最大轧制直径16m,最大轧制高度3m,轧制坯料重量达200t,能够生产直径16m的超大型无缝环件、高度3m的筒体类锻件,能够解决当前大型环锻件、筒体锻件的生产制造难题,为我国大型装备的研发制作提供有力保障。
该设备不仅轧制力能大,而且配备精确的控制系统(图2),具有多功能和精确的执行用户期望的能力,可自动设定轧制变量,自动控制轧制流程,自动监控工件长大过程,并具备先进的异形轧制功能。高精度控制不仅提高锻件外观质量,更能够进一步降低锻件余量,降低材料消耗。
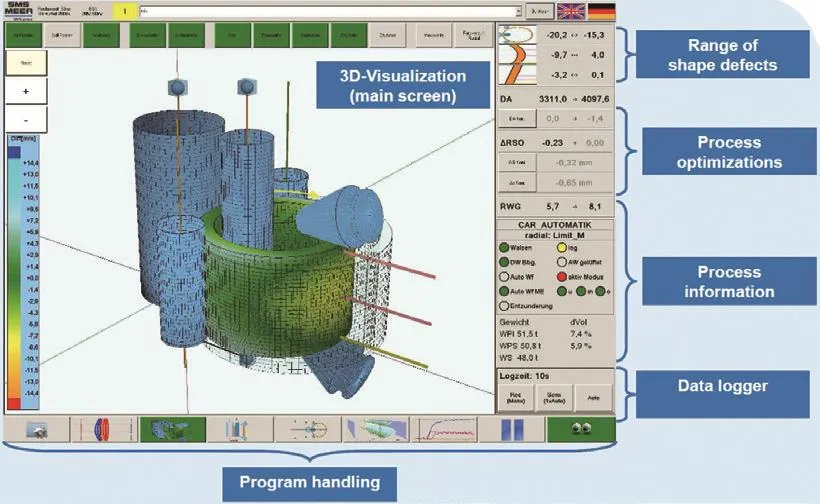
图2 自动操控面板
2018年5月,该轧环机及配套135MN油压机、热处理设备、机加工设备实现全线投产,先后生产出直径15.45m的大型环形锻件以及直径6m、高度3m的筒体锻件,以下分别做介绍。
超大型环形锻件轧制
环件目标尺寸:外径15.45m、壁厚285mm、高度645mm,材质Q345E,钢锭重量105t。采用油压机开坯,开坯尺寸:外径5300mm、内径3400mm、高度850mm。
工艺流程:钢锭滚圆—拔长—下料—镦粗—冲孔—扩孔—第一火轧制—第二火轧制—锻后冷却。(图3)

图3 超大型环形锻件轧制过程
直径15.45m环锻件轧制第一火从外径5.3m轧制至7m,轧制仅需7分钟;第二火轧制从7m至15.45m,用时10分32秒,终轧温度不低于900℃。轧环后毛坯经测量,测量结果列入表1。从表1中数据可知,毛坯外径椭圆58mm;内径椭圆54mm,平面平整度≤5mm,锻件外观平整,无凹槽、凹坑、折叠等缺陷。
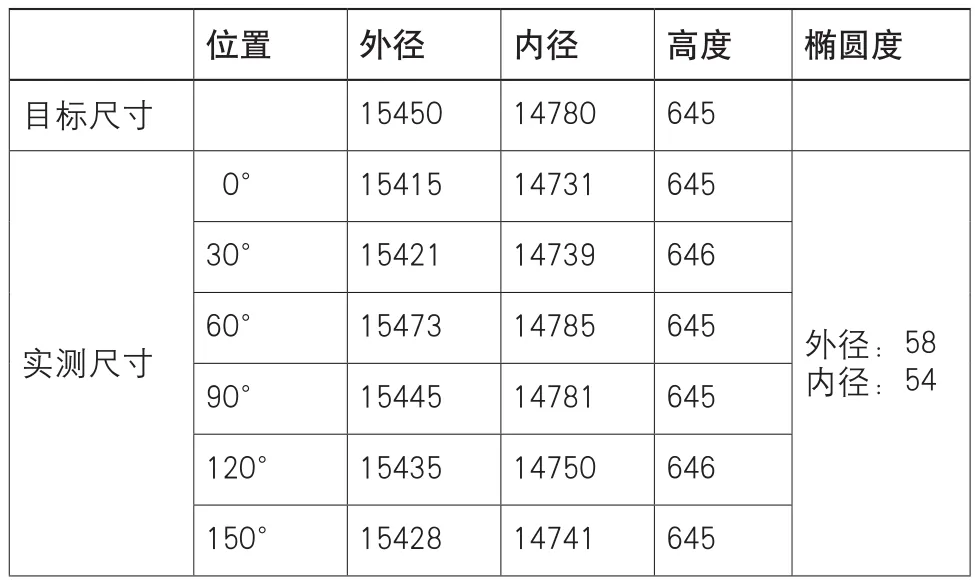
表1 15.45m环锻件毛坯尺寸测量结果 单位(mm)
大型筒体锻件轧制
筒体目标尺寸:外径6000mm;内径5500mm;高度3000mm;材质:Q345E,钢锭重量158t。锻坯尺寸:外径4290mm;内径3500mm;高度3035mm。
工艺流程:钢锭滚圆—拔长—下料—镦粗—冲孔—芯棒拔长—扩孔—轧制—锻后冷却。(图4)
直径6m,高度3m的大型筒体轧制用时4分52秒,毛坯冷却后的尺寸检测结果列入表2,由表2数据可见,筒体轧制成形良好,椭圆度≤20mm,上下锥度≤12mm,外观质量优良。

图4 大型筒体锻件轧制过程
轧制环锻件性能检测
2018年6月我公司承接某项目整体螺栓拉伸机支承环的制作任务,该产品材质30Cr2Ni2Mo,外径5262mm;内径4210mm;高度371mm,钢锭重量41t,性能检测要求从三个螺栓孔P1、P2、P3内取样,三个螺栓孔位置相隔120°,成品形状及取样要求如图5所示。
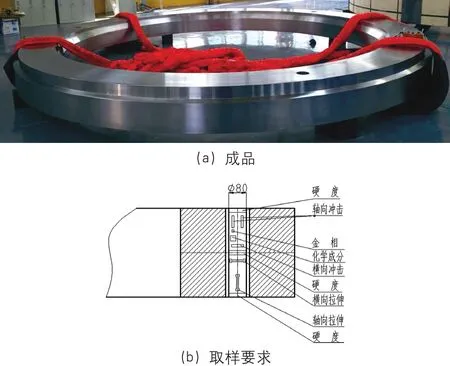
图5 螺栓拉伸机支承环
制作工艺流程:钢锭滚圆—热切水冒口—开坯锻造—轧环—锻后热处理—粗加工—UT检测—调质处理—取样检测—精加工。(图6)
力学性能试验结果列入表3:
由表3所列数据可见,轧制环锻件热处理后的力学性能检测指标均满足技术要求,P1、P2、P3三处检测结果横向拉伸性能相差10MPa,轴向拉伸性能相差16MPa,锻件表层至中心的硬度差仅为16HB,锻件各部性能均匀,差异性很小。充分验证大型轧环机锻透能力,体现了轧制环锻件的均质化特点。
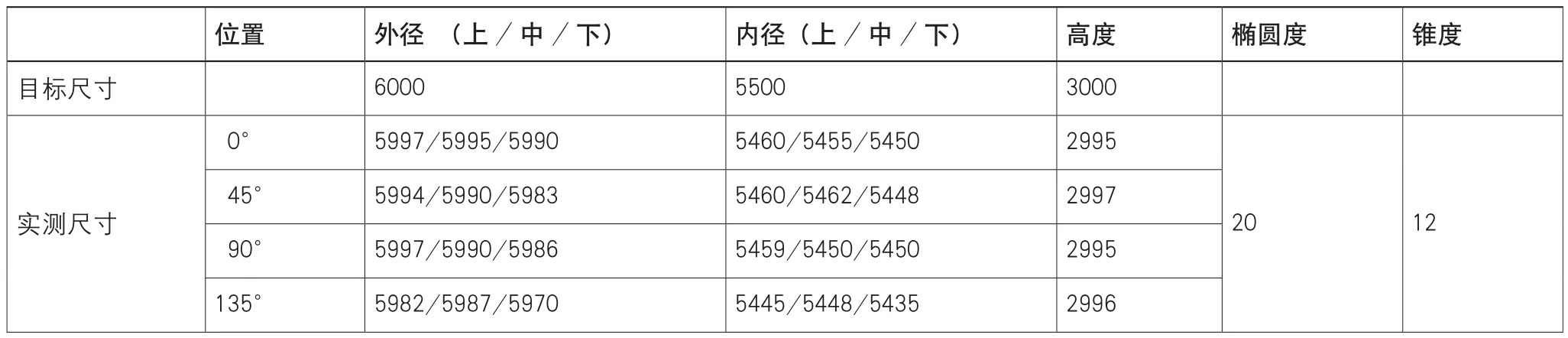
表2 筒体毛坯尺寸测量记录 单位(mm)
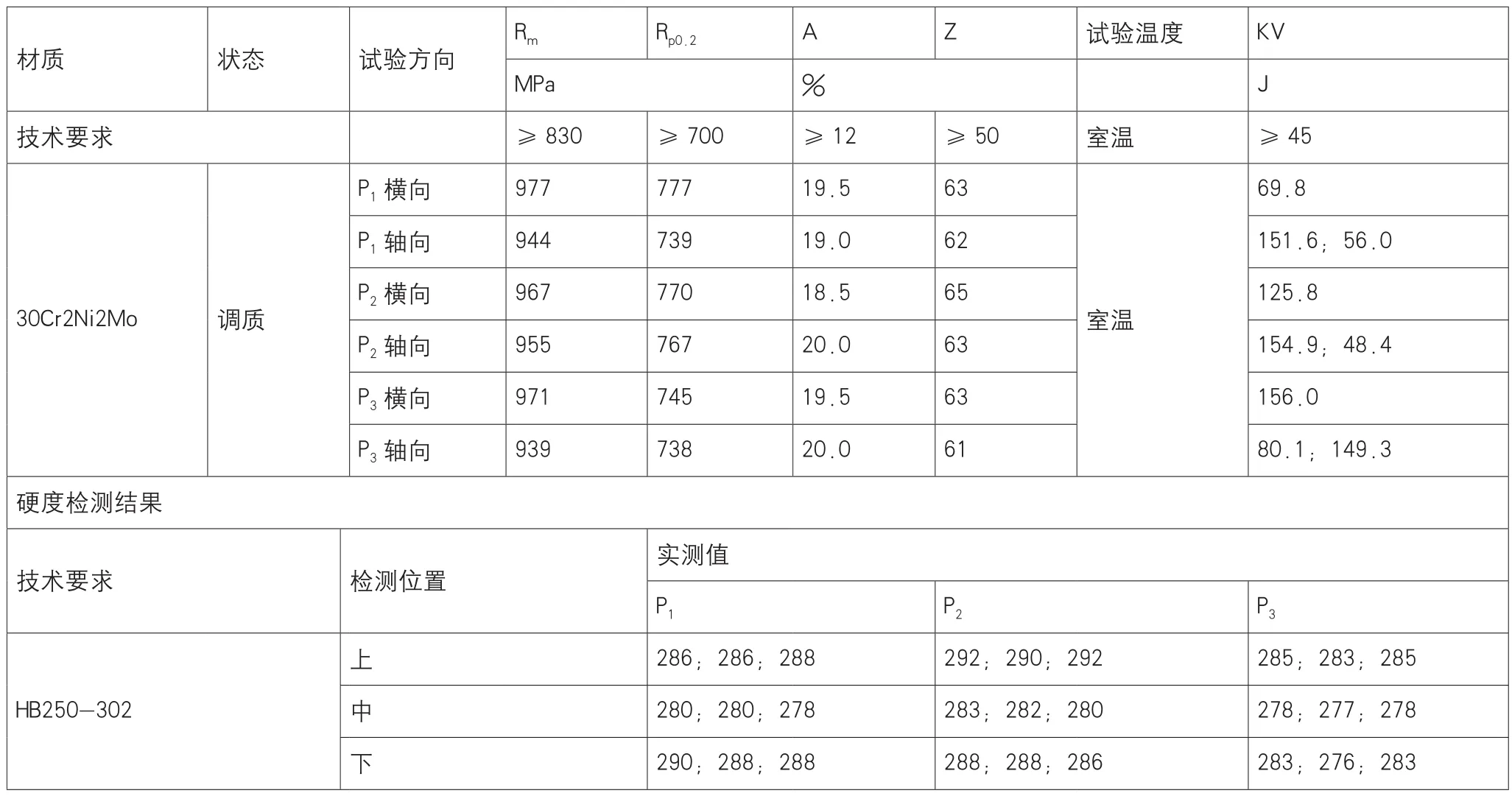
表3 支承环锻件力学性能检测结果

图6 支承环工艺流程
结语
径轴向轧制工艺是环形锻件特有的成形工艺,以成形精度高,余量小,生产效率高而被认可,欧美国家早已将筒体轧制技术广泛应用于石化、核电等关键能源装备领域,但是他们的轧制工艺技术对外封锁。山东伊莱特致力于环锻件行业40余年,积累了丰富的轧制经验,轧制工艺技术是山东伊莱特的核心竞争力。RAW2500/1250~16000/3000轧环机以其优越的轧制功能给轧环工艺带来更多可能性,将山东伊莱特的轧制能力提升至世界领先地位。
山东伊莱特将以深厚的轧制技术实力和先进的设备能力,为国内外风电、水电、核电、石油石化、工程机械、轴承齿圈等各行各业的设计者们提供更广阔的思路,提供更完美的高性能环件制造解决方案。
