大型锻件的极端制造(上)
2018-11-14王宝忠中国第一重型机械股份公司
文/王宝忠·中国第一重型机械股份公司
大型锻件的传统制造方式是采用大型钢锭开坯、自由锻造成形。但随着重大装备的不断发展,对大型锻件的要求越来越高,不仅规格和截面越来越大,而且内在质量也不断提高,传统的制造方式已经难以满足要求。为了适应高端装备的需求,实现大型锻件形质兼备的目标,急需对制造方式进行变革。为此,以传统钢锭制造技术提升和新型增材制坯技术开发为代表的均质化制坯、一体化制造及模锻化成形等极端制造方式应运而生。
大型锻件是电力、冶金、石化、造船、矿山、航空航天、军工等装备(图1)的基础部件,其经济带动性强,涵盖面广,是装备制造业产业链上不可缺少的重要一环。
大型锻件传统的制造方式是自由锻造成形,“肥头大耳”和“傻大黑粗”曾经是大型锻件的代名词。为了扭转大型锻件材料利用率低、成本高、质量不稳定的被动局面,需要创新思路,向“不可能”发起挑战 ,进行大型锻件的转型升级。通过均质化、一体化、模锻化,实现极端制造的目标。
均质化制坯
大型锻件的质量主要表现在纯净性、均匀性和致密性三方面,提高大型锻件的质量、降低制造成本、实现极端制造,需要从锻件的“三性”入手开展研制工作。热加工不同工序与锻件“三性”的关系如表1所示。
从表1可以看出,在大型锻件的热加工工序中,铸锭/制坯是影响锻件“三性”的关键重要环节。因此,国内外锻件供应商越来越重视锻件坯料的制备。为了获得均质化的坯料,除了对传统制坯过程(冶炼、铸锭、开坯)进行集成创新,各种增材制坯方法也跃跃欲试。

表1 热加工不同工序与锻件“三性”的关系

图1 大型锻件的主要应用领域
大型、超大型钢锭制备
为了提高大型、超大型钢锭的均匀性与纯净性,中国一重集成创新发明了一系列冶炼及铸锭技术。
⑴低硅控铝钢冶炼技术。
为了减少夹杂物并获得本质细晶粒钢,发明了低硅控铝钢制造技术。既提高了钢液的纯净度、得到本质细晶粒钢,还有效地控制了超大型钢锭的成分偏析,降低钢锭中的夹杂物和气体含量。采用低硅控铝钢冶炼浇注方法生产出了成分均匀、夹杂物少的高质量锻件。
⑵保护浇注。
1)新型中间包。
为了减少钢锭浇注过程中钢渣卷入钢锭模内,借鉴了冶金行业连铸过程中采用“挡墙”、“挡坝”的经验,发明了带有“挡墙”、“挡坝”的新型中间包。数值模拟和工程实践证明,相比于传统的圆形中间包,新型中间包浇注的超大型钢锭中的夹杂物含量大幅度减少。
2)长水口保护浇注。
浇注过程中注流卷吸空气是钢液二次氧化的重要原因。钢液二次氧化不仅会形成有害的氧化物夹杂导致锻件报废,而且还会使钢锭中的气体(H 、O 、N)含量增高。而气体含量高又是导致超大型锻件缺陷的主要原因之一。为了避免钢液的二次氧化,在借鉴冶金行业经验的基础上,开发了长水口保护浇注技术,有效地避免了钢液的二次氧化(图2)。
3)二次补浇。
偏析是钢液选分结晶和钢锭凝固过程的必然结果,钢锭越大,偏析及缩孔等缺陷越严重。中国一重在用平均C含量为0.62%的459t钢锭研制支承辊时,曾在靠近冒口端的辊身部位发生断裂。经对断裂部位宏观形貌分析,发现二次缩孔严重,冒口下部的C含量竟高达1.16%,接近标准值的2倍。为了解决这一难题,发明了钢锭二次补浇技术,使冒口下部的C含量降至0.8%左右,成功制造出5m、5.5m支承辊用超大型钢锭。
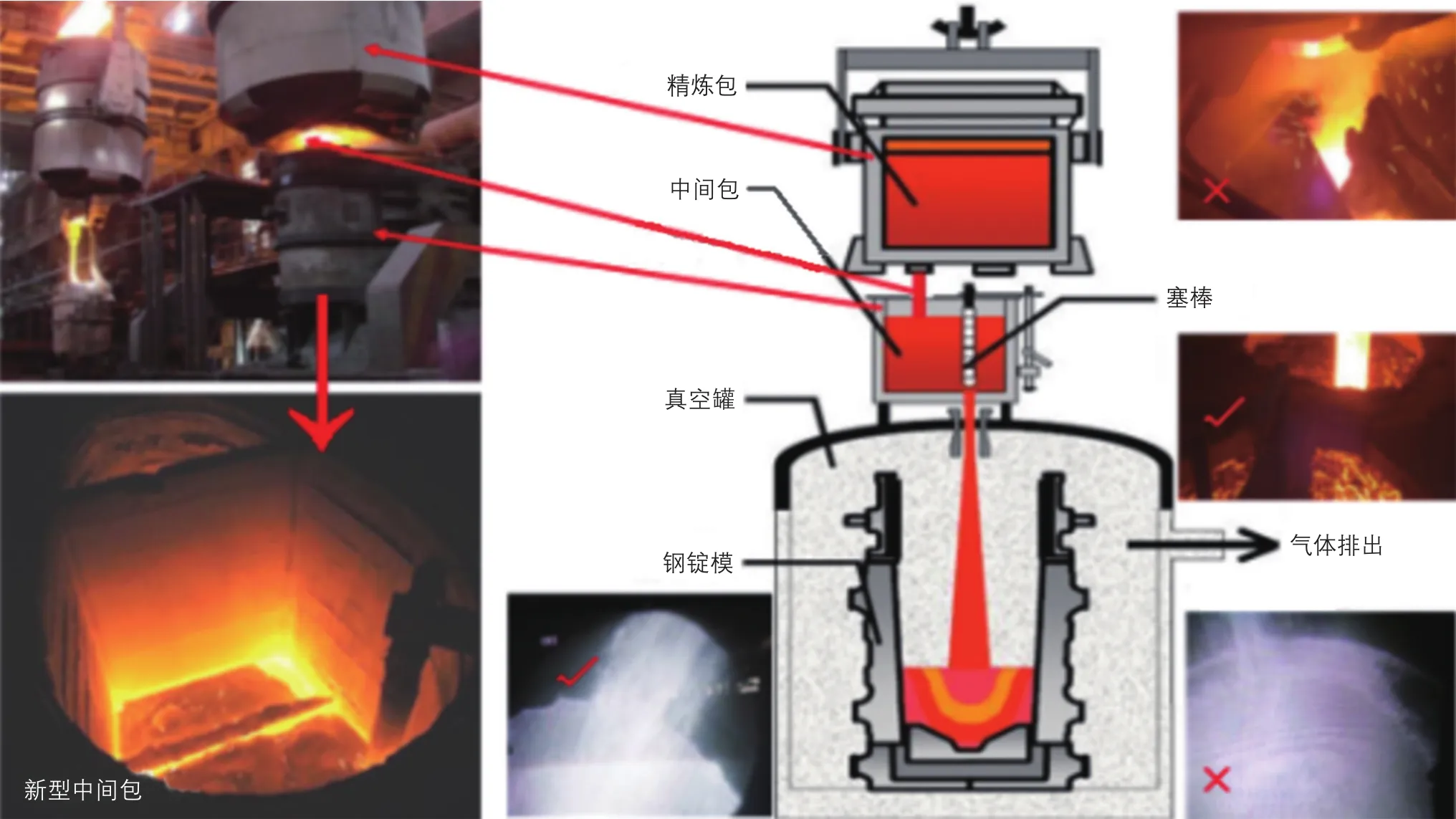
图2 保护浇注与传统浇注方式对比
增材制坯
尽管国内外大型锻件供应商不断提高大型钢锭的纯净性,但钢锭固有的缺陷仍然不能根除。此外,传统的钢锭制备和开坯方式(图3)导致了大型锻件的材料利用率较低,钢锭去除水、冒口及镦粗与拔长的火耗后,坯料的钢锭利用率在70%左右。
当前,世界各国纷纷将增材制造作为未来产业发展的新增长点,力争抢占未来科技和产业制高点。我国增材制造产业的发展阶段已从研发转向产业化应用,新设备、新技术、新材料、新应用程序不断推陈出新,越来越多的企业将增材制造作为产业升级和技术转型的方向。
增材制造技术是采用材料逐渐累加的方法制造实体零件,相对于传统的材料去除——切削加工技术,是一种“自下而上”的制造方法。关桥院士提出了“广义”和“狭义”增材制造的概念,“狭义”的增材制造是指不同的能量源与CAD/CAM技术结合、分层累加材料的技术体系;而“广义”增材制造则以材料累加为基本特征,以直接制造零件为目标的大范畴技术群。如果按照加工材料的类型和方式分类,又可以分为金属成形、非金属成形、生物材料成形等。
由于大型锻件的纯净性和均匀性仍有提升的空间,所以一些与增材制造相关的金属坯料制备技术进入了开发应用阶段(图4)。
⑴3D打印。
作为AM的一种应用形式,3D打印的特点是成形易而改性难。目前工业化应用的金属3D打印熔覆制坯技术有激光熔覆沉积和电熔增材制造,其共同点是成形的金属都是铸态组织,与锻件相比致密性较差,成形零件内部存在气孔,气孔形貌呈规则球形或类球形,分布具有随机性(图5)。因此,受制造成本、致密性等因素限制,3D打印目前仅适用于较薄截面金属零件的直接成形。

图3 大型锻件坯料的制造流程

图4 金属坯料制备技术
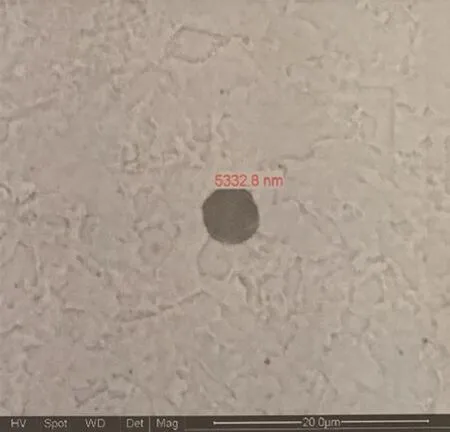
图5 EAM成形零件内部气孔
⑵喷射成形。
喷射成形是用高压惰性气体将合金液流雾化成细小熔滴,在高速气流下飞行并冷却,在尚未完全凝固前沉积成坯件的一种工艺,现已成为世界新材料开发与应用的一个热点。然而,受快速凝固、制造成本等条件的制约,喷射成形技术目前仅适用于小型且较薄截面坯料或零件的制造,无法应用于超大超厚截面的钢锭/坯料的制造。
⑶“包覆式”铸锭。
为了解决大型钢锭偏析的难题,国外某研究所发明了“包覆式”制造ESR钢锭技术。因为是逐层“包覆”,而且每一层又都是电渣重熔,故也称为增材制造。
⑷“无痕构筑”。
“无痕构筑”的基础是扩散连接。同种或异种金属在高真空、高温、高压、大变形等诸多要素作用下,在结合面形成牢固的金属键,少量显微孔洞和结合层在扩散作用下进一步消失,使结合界面与基体在成分、组织及性能上完全一致。扩散连接技术已在复合板轧制等方面发挥了积极作用。由于同种材料间扩散连接后的接头组织结构与母材基本相同,所以相同材料的“无痕构筑”制坯会更加容易。
虽然“无痕构筑”所制坯料的“面扩散”和“体扩散”可以通过锻造(类似“揉面”)和锻造过程中坯料的高温保持(类似“醒面”)来解决,但大型坯料镦粗过程中端部的难变形区及中部的拉应力区两大难题需要认真对待。镦粗时的难变形区可以通过上下增加隔热垫加以改善(图6),而拉应力区则可以通过提高应变速率或优化镦粗前的坯料形状加以避免。

图6 镦粗时端部增加隔热垫实际工况
