From Natural gas to Nuclear: The Diverse Application of Active Magnetic Bearing Systems
2018-11-13
(Waukesha Magnetic Bearings,Unit J,Downlands Bus.Pk.,Lyons Way,Worthing,W.Sussex,UK,rjayawant@waukbearing.com)
Abstract:Active magnetic bearings present unique capabilities compared to other bearing systems,allowing their use in a range of challenging environments and applications.This paper reviews these unique capabilities,which can be broadly categorized as:elimination of wear;elimination of sealing and lubrication systems;reduction or elimination of transmitted noise and force;use as instrumentation systems;and thermal capabilities.When combined,these capabilities can provide high reliability and availability in challenging applications.The paper goes on to consider how a challenging application or environment may affect the design of a magnetic bearing system and the use of these capabilities.Examples of such applications within the author’s own company are presented together with a brief review of some of the available literature.
Key Words: Active Magnetic Bearing,Vibration,Oil-free,Hermetic,Instrumented,Compressor,Loop Layer,Turbo-expander,Neutron choppr,Refrigeration,Nuclear
Nomenclature
AMB Active magnetic bearing
TCoO Total cost of ownership
1 Introduction
Active magnetic bearings(AMBs)have been used in industrial applications since the mid-1970s and the basic principles have been extensively described in the literature,e.g.,Schweitzer and Maslen(2009)[1]and Chiba et al.(2005)[2].Use of AMBs has largely been driven by their unique capabilities compared to other bearing system types.These capabilities can be categorized as:
a)Elimination of wear and reduced friction,
b)Elimination of sealing systems,
c)Elimination of lubrication systems,
d)Reduction of transmitted force(vibration)through tunable/configurable dynamics,
e)Reduction of transmitted force through algorithms operating at synchronous frequency,
f)Instrumentation capabilities,
g)Thermal capabilities.
These capabilities,either individually or in combination,often present a solution where use of conventional bearings would be problematic.Within this paper we will review each of these capabilities and present applications where these capabilities helped overcome challenges.
Further guidance for use of AMBs in industrial applications can be found in the applicable standards:the ISO 14839 series of standards(ISO,2004,2006,and 2012)[3-5]andAPI 617 8thedition(API,2014)[6].
2 Overview of Amb Unique Capabilities
2.1 Elimination of Wear and Reduced Friction
Inherent to AMBs is the elimination of the wear that occurs in conventional mechanical bearings.Within conventional turbomachinery,this wear will typically be life limiting,either in terms of the running hours available or in the number of start/stop cycles permitted.For AMBs there is no equivalent inherent life limit,which makes AMBs well suited to applications where the cost of performing maintenance is high,either due to the cost of the associated downtime or due to the cost of accessing the equipment.
The lack of wear and contact with AMBs creates another unique characteristic:very low friction.This makes AMBs well suited to applications where low bearing losses are particularly important,such as flywheels and also leads to improved machine efficiencies.
AMB systems are generally equipped with a mechanical backup system known as touchdown bearings.These elements protect the machine in the event of overload of the AMB or a failure within the AMB system,allowing safe rundown to zero speed.When operational(during a touchdown event),the touchdown bearings will be subject to wear,but in normal operation they are designed to operate with a clearance and will have an indefinite life.A well-designed touch-down bearing system will be designed for the expected life of the machine.
2.2 Elimination of Sealing Systems
Sealing systems are typically necessary in turbomachinery to ensure containment of the process medium.These systems,however,usually have a limited operating life and require periodic maintenance interventions,resulting in loss of machine availability and in costs associated with the provision of parts and labor.
Two types of AMB designs are available which allow the elimination of seals:
a)Sealed bearings.In this design,also known as submerged bearings,the bearings are immersed in the process fluid,allowing the elimination of one or both shaft end seals.Bearing designs are available for a variety of process media with connections to the AMB made through the pressure casing of the machine through pressure pass-thru connectors.
b)Canned bearings.In this design the process fluid is separated from the AMB by a thin nonmagnetic metallic liner which forms part of the primary pressure boundary of the machine.The AMBs are able to operate through the metallic liner,allowing the elimination of one or both shaft end seals.
A machine in which both shaft end seals have been eliminated by the use of such AMB technology is known as a fully hermetic machine.A fully hermetic system is particularly valuable to applications where leakage from the machine should be minimized or eliminated,either to reduce the need for flaring or to contain a toxic or corrosive process gas.There may also be benefits for wet gas compressors,where dry gas seals will typically need extra sealing elements to protect the dry gas seal against liquid flowing through the seal.
2.3 Elimination of Lubrication Systems
Lubrication systems within turbomachinery present a number of problems:
a)High maintenance cost.They require frequent maintenance interventions,resulting in increased cost and reduced availability of the machinery.
b)Degraded process efficiency.In many processes,contamination of the process by the lubricant presents problems with heat exchanges.When the heat exchanger tube bundles become coated with the lubrication fluid,the heat transfer characteristics may be degraded,leading to a loss of process efficiency.
c)Incompatibility with the process.In some instances the process is incompatible with lubrication fluids and a leak of lubricant into the process may break the process due to chemical or other similar action.
d)Capital cost of qualified lube oil systems.The cost of an API-qualified lube oil system can make the initial capital cost of an AMB system significantly lower than the comparable cost of a fluid film bearing together with the lube oil system necessary for operation of that bearing.
e)Constraints on startup and operation in Arctic conditions.For compressors operating in locations where extreme cold weather may be prevalent,a conventional fluid film bearing system may present operational challenges.The need to pre-heat the lubrication oil prior to startup limits the availability of the equipment,and maintaining an oil system in temperatures below-40ºC is challenging.
AMBs by their nature do not require a lubrication fluid,so each of these problems is inherently eliminated.
2.4 Reduction of Transmitted Force Through Configurable Dynamics
The dynamics of an AMB system are defined and controlled by the electronic control system associated with the AMB.This is a typically a digital system,which means that modification of the dynamics is a relatively simple task.A number of strategies are available in order to manipulate the broadband dynamic characteristics of an AMB controller in order to reduce the transmitted vibration from an AMB system:
a)Low stiffness with integral control carrying the static load.This configuration allows a rotor to run above the rigid body modes of the rotor/bearing system,which has the effect of presenting a low transmitted force.
b)Speed scheduled gains.In this scheme the control system will manipulate the bearing stiffness and damping as the rotational speed varies.Typically this is used with a high stiffness at low speed and then a step change to a low stiffness at higher speeds.This has the effect of eliminating the rigid body mode and allowing normal operation to be above the rigid body mode frequency.
This capability is particularly applicable to machines where very high unbalance levels may be present and where transmitted noise may be a problem.
2.5 Reduction of Transmitted Force Through Algorithms Operating at Synchronous Frequency
The dynamics and transmitted force of an AMB system can be further modified through algorithms operating at synchronous frequency or harmonics of synchronous frequency.Within the author’s company,three algorithms are deployed:
a)Run out compensation.This algorithm applies a corrective rotating vector to the position signal for each radial bearing,allowing errors in the concentricity between the rotor sensor surface and the rotor center of inertia to be compensated.This has a similar effect to balancing the rotor.
b)Tracking notch filters.Also known as“synchronous extraction filters”,these modify the control action within the servo control loop of the AMB controller and have the effect of filtering that portion of the control action occurring at the synchronous frequency(or some defined harmonic of the synchronous frequency).The degree of filtering can be configured between 0%and 100%,but because these filters act in the feedback path of the AMB controller,they typically cannot be applied when operating in the vicinity of natural frequencies.
c)Feed forward control algorithms.Within the author’s company an algorithm known as“open loop feed forward”is deployed,which uses an influence co-efficient method to compute the required correction to the control action based on the vibration amplitudes(at the synchronous frequency).Because this algorithm does not directly affect the feedback signal path,the algorithm may be deployed when operating at or near natural frequencies.
This is particularly applicable to machines where very high unbalance levels may be present and where transmitted noise may be a problem,but good broad band stiffness is still required e.g.where low frequency aerodynamic effects are present and the resulting motion needs to be constrained.
2.6 Instrumentation Capabilities
Magnetic bearings have built-in capability for measuring vibration and,by measuring the bearing currents,can also indirectly measure the bearing load.Real time processing of these force and position signals allow correlation of the force and vibration signature to specific events and operating conditions of a machine.Such measurement and analysis,normally conducted during the commissioning and testing phase of the machine,are extended over the normal operating life of the machine at specific events,triggered by alarm or trip events.
AMBs are able to measure the transfer function characteristic of the rotor-bearing system through the injection of a disturbance into the servo control loop and the measurement of the resulting signals.Similarly,offsets may be entered into the servo control loop reference signals to offset the bearing position.The excitation and offset functions have been used in a variety of experimental test rigs to assess hydrodynamic or aerodynamic performance of other elements affecting the rotor-bearing system(such as seals or fluid film bearings).
In some applications,the instrumentation capabilities of AMBs allow the elimination of separate vibration monitoring and trip systems,with a consequent reduction in capital cost.Further,measurement of the rotor-bearing transfer function characteristic can be performed remotely,which is of particular value in applications where accessing the bearing for maintenance intervention may carry a very high cost.
2.7 Thermal Capabilities
Magnetic bearings are able to operate over a wide range of temperatures.Within the author's company,operating temperatures have ranged from-196℃(liquid nitrogen)to 450℃(gas turbine exhaust).It should be noted that applications where the temperature is higher than 177℃may require special documentation since they may be subject to export controls by many governments.
This wide temperature range,and the potential for a single machine to have a very wide temperature range across the length of the machine,means that AMB are applicable in a diverse range of applications including micro-gas turbines,steam turbines,turbo-expanders and specialist steel industry applications.
3 Example Applications
First made commercially available in the mid-1970s,AMBs have an extensive reference list.The examples presented here are from the author’s company over the past 30 years and,though not exhaustive,are intended to give an understanding of the very diverse applications in which AMB can be deployed.
3.1 Example Application 1-23MW Motor-Compressor
A series of 23 MW motor-compressors for NAM,and subsequently for Gasunie,in the Netherlands uses 23MW inverter fed synchronous motors driving 23MW natural gas compressors.Both motors and compressors(Figure 1)are equipped with AMBs.The details of these machines,together with the motivation for using the electric motor supported by AMBs,have been described by Kumlee et al.(2000)[7].An overview specification is given below:
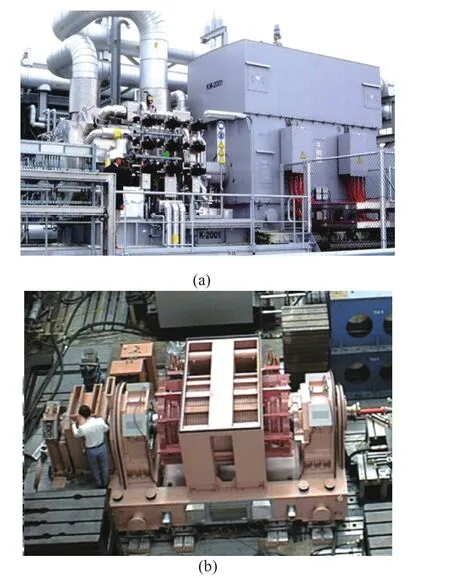
Fig.1 (a)23MW motor compressor(b)motor with hood removed
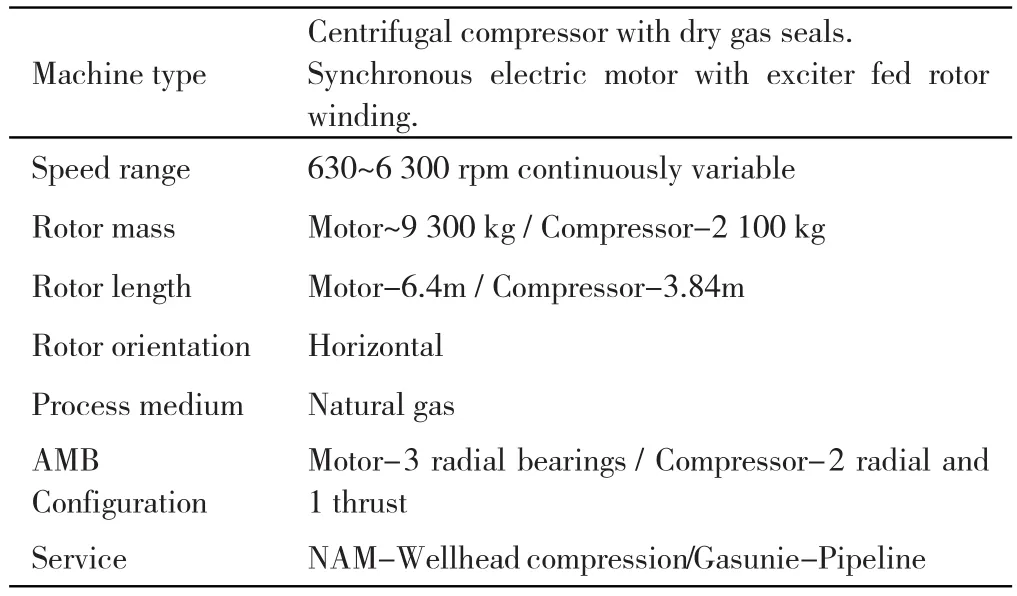
Tab.1 The parameters of centrifugal compressor units
Functional requirements for the equipment included:
a)The ability to deliver compression ranging from 5MW and 23MW.Below 5MW the use of compressor re-cycle was anticipated.
b)An expectation of 500 start/stop cycles per year,with up to three restarts in one hour and a 99%startup reliability.
c)Overall availability for each site of no less than 96%and availability of the compressor-driver unit in winter of no less than 98%.
d)An elevation profile and an equipment noise level as low as possible.
The decision to use AMBs and electric motor drives was based on a total cost of ownership(TCoO)model.The use of AMBs provided the following benefits,contributing to a lower TCoO:
a)A larger operating envelope compared to the conventional solution using lubricated bearings and a gearbox.The increased envelope-a result of the dynamic capabilities of the AMB system-was at the lower end of the power range and eliminated the need for compressor re-cycle during the first 10 years of the compressors’operation.
b)Installation of the compressor at grade level,reducing the noise from the equipment and lowering the elevation profile of the complete site.Use of AMBs together with high speed direct electric motor drive eliminated the oil systems associated with fluid film bearing systems and gearbox.The noise profile was sufficiently lowered to allow elimination of a building to house the compressor and all associated costs.
c)Lower maintenance requirements.The AMB compressor eliminates maintenance associated with a lubrication system,although the continued use of dry gas seals in the application does mean that regular maintenance interventions are required.
After the initial 10 years of operation,extremely good availability numbers were reported by Sietinga et.al.(2008),[8]with overall availability for the motor-compressors at 99.4%,substantially exceeding the functional targets.Again,this high availability is a function of the use of magnetic bearings.
3.2 Example Application 2-Hermetic Motor-Compressor
A series of fully hermetic motor-compressors using canned magnetic bearings and a canned induction motor have been designed for deployment in variety of challenging applications including:Sour gas,Subsea compression,Wet gas compression,CO2re-injection with liquid content(corrosive).
The details of these machines were introduced by Masala et.al.(2013)[9]together with details of alternative sealed bearing systems suitable for less aggressive environments.Buse et.al.(2016)[10]further explore the operating conditions that may be seen by such hermetic motor-compressors and categorize material types for the varying degrees of corrosion resistance required in these applications.
An overview specification for one application(Figure 2,left)discussed by Buse et.al[10]within“category 3-sour and corrosive applications”is given below:

Fig.2 Hermetic motor-compressor for CO2enhanced oil recovery(left)and prototype subsea wet gas compressor(right)
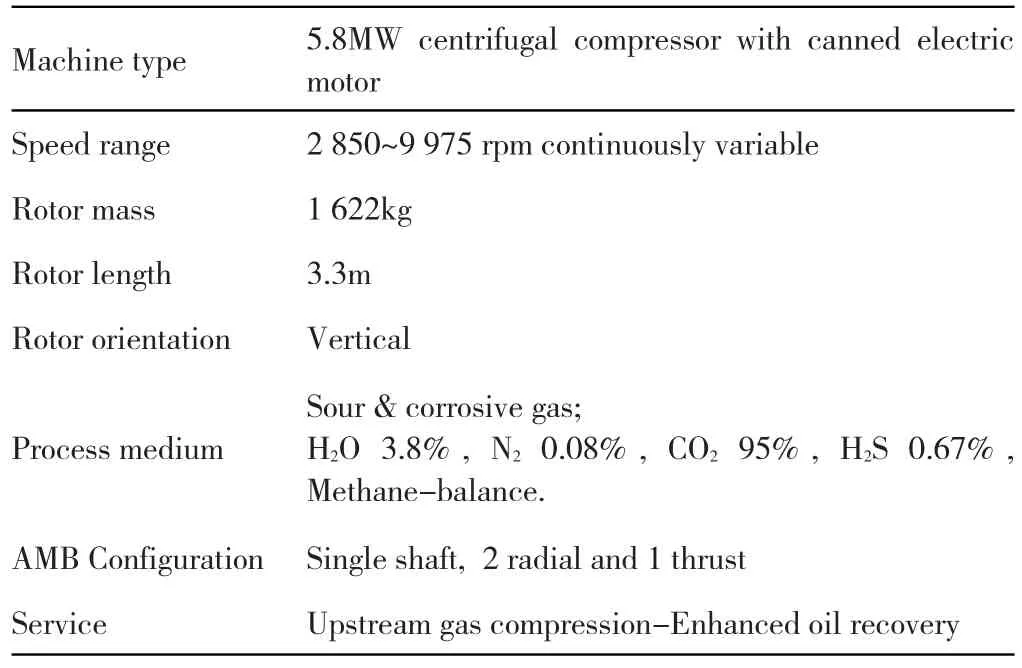
Tab.2 The parameters of 5.8MW centrifugal compressor
The use of canned magnetic bearings in a CO2for enhanced oil recovery application allows the elimination of the shaft end seals and the consequent improvement in machine reliability,together with improved safety due to reduced risk of H2S leaking to the environment.The impact on reliability in this application is discussed further by Alaidarous and Shultz(2014)[11].
With the elimination of wear,sealing systems and lubrication systems,canned AMB hardware provides the high reliability required for subsea compression(Figure 2,right).Many subsea applications are likely to see wet gas,and the elimination of shaft end seals eliminates the problems associated with continuous flow of liquids over dry gas seals.Where the AMB control system is to be installed subsea,a redundant controller configuration would be deployed.Masala et.al.(2013)[9]provide an overview of such a redundant AMB controller developed for subsea deployment.For such deployment,the instrumentation capabilities of the AMB system become absolutely critical,due to the extremely high cost of any maintenance interventions.Remote diagnostics of the machine condition include the use of transfer function measurement to assess the integrity of the rotor-bearing system.
AMBs provide further benefit in platform and subsea deployment by reducing the equipment footprint compared to conventional machinery.The vertical orientation of the machine together with the reduced requirement for auxiliary systems results in a smaller template size.
3.3 Example Application 3-Machinery for Helium Cooled Nuclear HTR
Machinery for helium cooled high temperature reactors using fluid film bearings is known to be constrained in achievable reliability due to the auxiliary systems associated with the lubrication of the bearings and the need to separate the lubricant from the process.When discussing the THTR reactor development Glahe and Stolzl(1988)[12]went so far to state“that further development work on the circulators is currently being continued for the only reason that active magnetic bearings permit vertical arrangement of the circulators…without requiring the operation of an extremely complicated and expensive oil system...The costs of the oil andgas seal systems are about twice as high as the costs of the(six)circulators themselves”.Rennie and McDonald(1994)[13]reviewed the use of AMB supported machinery in HTR applications,including a 10kW auxiliary blower developed jointly with the author’s company.
The author’s company has been involved in several projects associated with the development of main circulators,fuel ball blowers and power turbines for such machinery.The company’s activities were reviewed by Swann et al.(2014)[14]and Guo et al.(2016)[15].As fully described in these papers,the challenges associated with such machinery are:
a)Nuclear safety.The need to eliminate the possibility of uncontrolled leaks of contaminated cooling gas is paramount.This requires the elimination of seals and,consequently,the elimination of lubricated bearings.Magnetic bearings are the only viable option for meeting this requirement.
b)High reliability and life requirements.Plant availability and the need to minimize plant personnel's exposure to contaminated parts drive reliability requirements,particularly for equipment inside the primary loop.The elimination of wear is an important factor in ensuring required life targets are met.While this requirement affects the design of the AMB mechanical hardware,the primary impact is on the design of the AMB controller,with redundant configurations commonly deployed.
c)High concentrations of graphite particles entrained in the gas stream.This challenge is of particular concern in pebble bed type reactors.Whilst this must be considered in the design of the magnetic bearings,the primary impact is on the design of the touchdown bearings.
d)High pressures and high bearing ambient temperatures.The bearings sit within the primary cooling circuit and so are subject to high pressures and high temperatures.The dynamic capabilities of the AMBs and broad thermal capabilities of the hardware address these extreme conditions.
e)Remote condition monitoring.It must be possible to assess the condition of the machinery without breaking into the primary loop.Therefore,the instrumentation capabilities of AMBs are critical.The need for remote condition monitoring also affects the choice of touchdown bearings,with designs that can be remotely inspected preferred.
f)Seismic requirements.Seismic qualified design of the magnetic bearing systems is comprised of the relevant static and dynamic analyses including the transient simulation analysis when the rotor is supported on magnetic bearings and/or auxiliary bearings during seismic as well as other short term overloading events.The mechanical components of the magnetic bearing system are qualified for seismic service by stress and deflection analyses of the mechanical components to establish that the integrity of the design is maintained during the seismic events.
A circulator which has recently completed qualification testing is shown in Figure 3.An overview specification for this unit is given as below:

Fig.3 Helium circulator bearing layout(left)and completed unit(right)
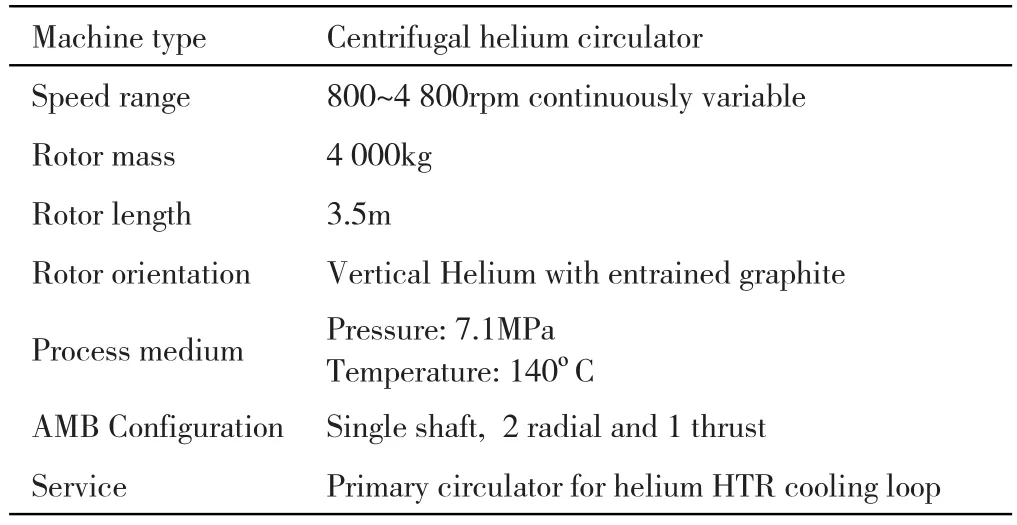
Tab.3 The parameters of centrifugal helium circulator
3.4 Example Application 4-18MW Compressor
A series of 18MW AMB-equipped compressors(Figure 4)for gas gathering in Russia uses gas-turbine direct drives.The primary motivation for using AMBs in this application is the frequent occurrence of power outages and the extremely remote nature of the site.If an outage occurs in winter,conventional lube oil skids as required for fluid film bearings will drop well below operable temperatures.The time required to heat this equipment and the oil reservoirs back to operable temperatures can be four hours or more.This type of downtime risk was eliminated by using AMBs for the compressors,due to the elimination of lubrication systems.
Performing maintenance in the extreme cold seen at this site is also challenging.The maintenance requirements for the AMB-supported compressor are lower due to the elimination of wear and elimination of the lubrication system.As with the 23MW motor-compressor,however,the use of dry gas seals does necessitate regular maintenance interventions.
3.5 Example Application 5-Loop Layer
A loop layer is part of the heat treatment line in modern steel plants.Steel wire rod is heat treated on a high-speed line and then coiled by the loop layer.The coiled wire falls onto a conveyor belt and,once cooled and packaged,is ready for delivery to the steel plant customers.

Fig.4 18MW Compressor

Tab.4 The parameters of 18MW centrifugal compressor
The challenges in this type of machinery result from high temperature of the incoming steel,contamination of lubricant for conventional bearings and wear in the laying head,the part that changes the linear motion of the incoming steel into the helix that comes out the rear of the machine.These result in:
a)Bearing ambient temperatures of 130ºC which when coupled with the dirty(dust)environment make filtration of the bearing lubricant complex.
b)Extremely high unbalance(typically up to G28).On the machine shown in Figure 5,this is approximately 0.3 Kg.m at 2 800 rpm.With conventional bearings,the high unbalance results in extremely high acoustic noise levels.It also limits the speed of the machine and,consequently,the linear velocity of the rod that can be processed.
c)Frequent maintenance interventions due to contamination of the oil by a powder like dust,resulting in bearing damage.
d)Once the limiting unbalance level is reached,the laying head must be re-balanced by replacing the head with a spare and rebalancing the original one offline.On a machine with conventional bearings,this replacement is typically after one day of operation.
Magnetic bearings were selected for this application due to their ability to reduce the force transmitted to the foundation of the machine.Speed scheduled gains were used to manipulate the broadband characteristics,as shown in Figure 6.The reduction in transmitted force not only reduced the transmitted noise but also allowed for much longer maintenance intervals.
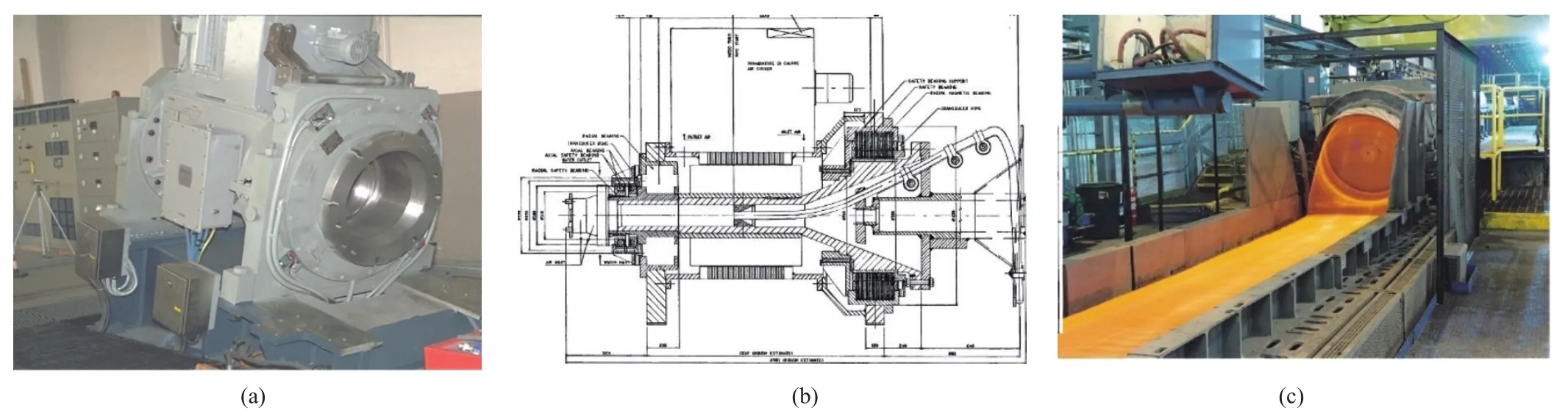
Fig.5 (a)Loop layer(laying head removed);(b)Loop layer bearing layout;(c)Loop layer in operation.
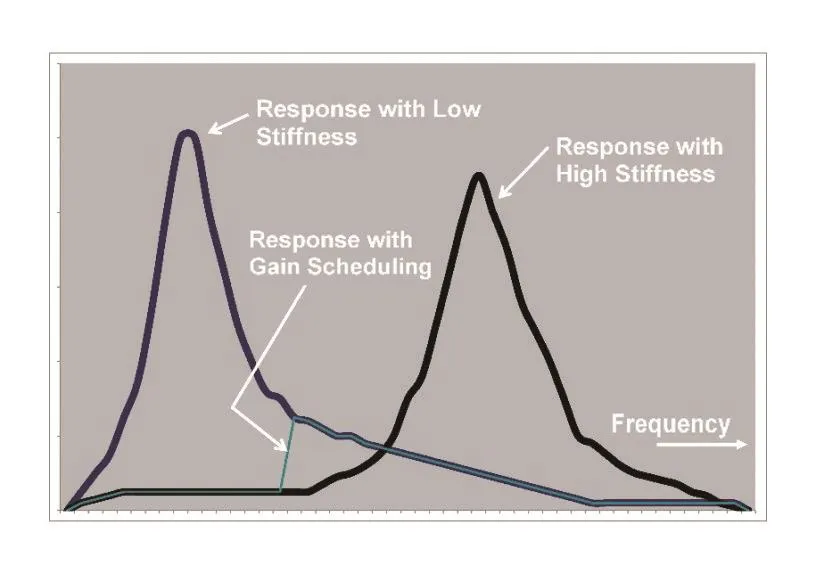
Fig.6 Speed scheduled gain
A final item of note in this application is,as a consequence of the geometry of the machine and asymmetric loading between the radial AMBs,the very large diameter of the AMB at the laying head end of the machine,with a bore of 840mm.Whilst not the largest diameter tested by the author’s company,it does show the scale at which the AMBs can be implemented.
An overview specification for this unit is given below:
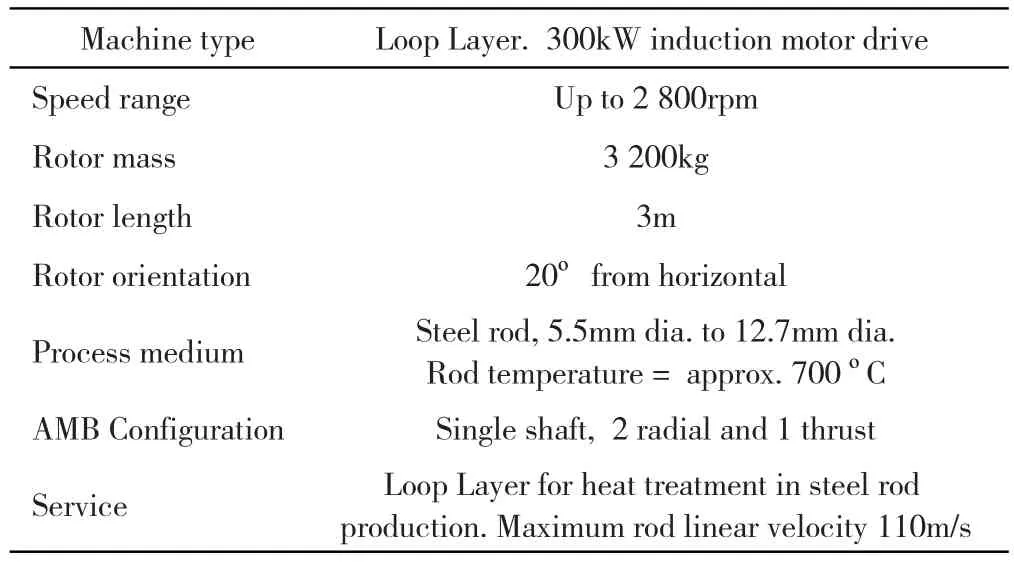
Tab.5 The Parameters of loop layer
The techniques for reduction of transmitted force used in this application are also applicable to centrifuge applications.
3.6 Example Application 6-Turbo-expander
Turbo-expanders are a classic application for AMBs with a mature technological environment which includes the API 617 standard(API,2014)[6].Many of the unique features of AMBs are applicable in this case and the benefits are significant.In particular:
a)Due to the thermodynamic action of the turbo-expander,the rotor will see a large temperature differential across its length,with sub-zero temperatures at the expander end and high temperatures at the compressor end.Sealing lubricated bearings in such an environment is challenging,but AMBs are well suited to such temperature differentials.
b)Elimination of lubrication systems(and the associated seals)eliminates:
·The possibility of contamination of process heat exchangers by the lubricant;
·The capital cost of the lube oil system;
·The maintenance of the lube oil system,the bearings and the bearing seals.
c)Elimination of friction brings increased machine efficiency.
d)Narrow-band force reduction capabilities reduce the balancing requirements of the rotor.In particular,tracking notch filters are used to attenuate the transmitted vibration(Figure 7).
e)Turbo-expanders will commonly use the instrumentation capabilities of the AMB system rather than having a separate vibration monitoring system.
A series of turbo-expander units was supplied in 1993 for ethylene service(Figure 8).The payback period compared to fluid film bearings was three months due to the elimination of the contamination of the heat exchangers and of the associated requirement for decontamination(requiring plant shutdown).Following a recent controls upgrade,theAMB units are still operational.More recent turbo-expander experience is described by Jayawant and Shokraneh(2016)[14].An overview specification for this unit is given below:
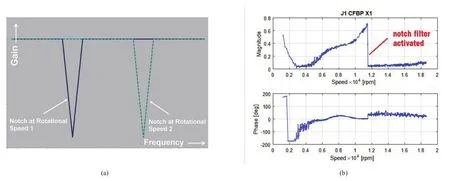
Fig.7 (a)Narrow-band force reduction with notch filter;(b)bode plot of 1x current
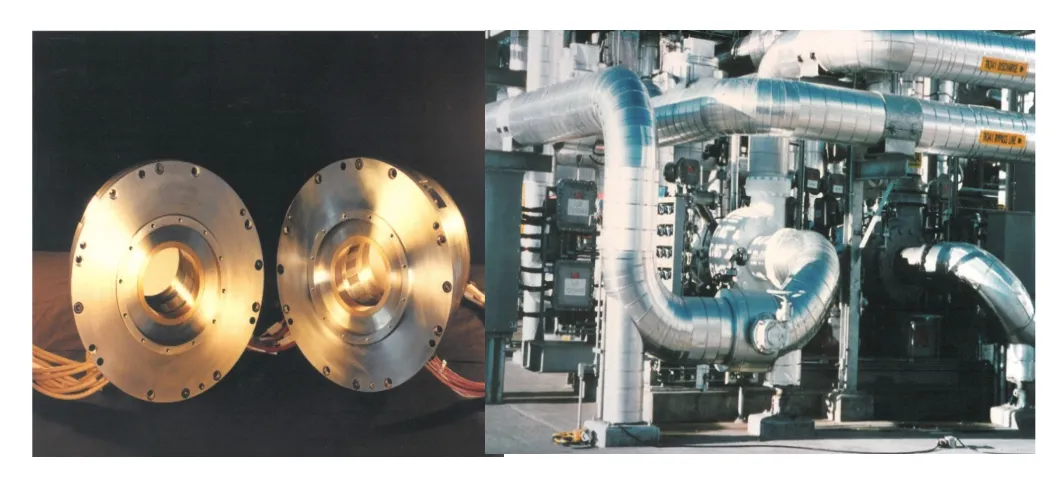
Fig.8 Turbo-expanderAMB stators(left);turbo-expanders installed on-site(right)
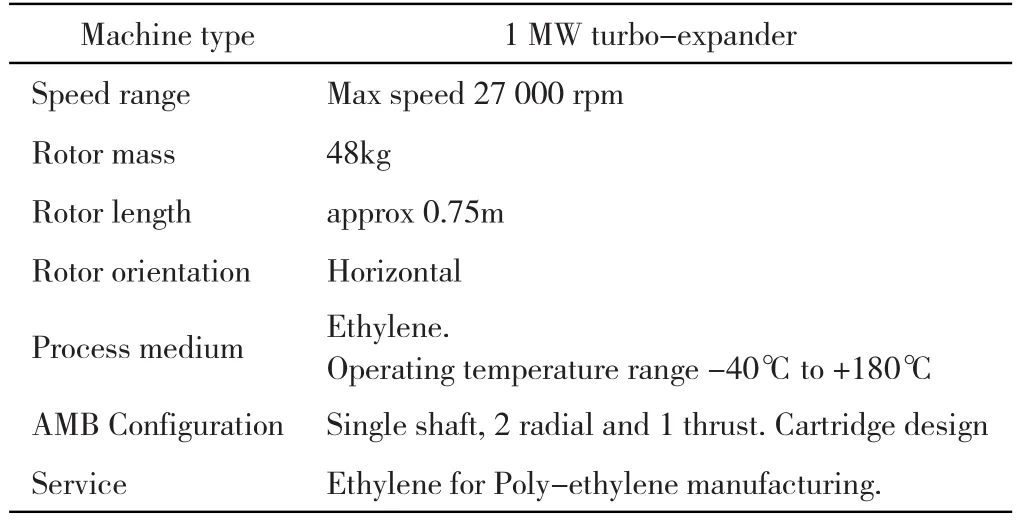
Tab.6 The parameters of 1MW turboexpander
3.7 Example Application 7-HVAC Motor-Compressor
Turbo-compressors for refrigeration are another application well suited to the use of AMBs.The benefits provided byAMBs in this application are:
a)Elimination of the lubrication system and the resulting elimination of the risk that heat exchanger tube bundles may become contaminated by the lubricant.
b)Improved reliability and lower maintenance requirements due to the elimination of wear and elimination of the shaft end seals(when implemented as a hermetic machine).
c)Greater machine efficiency and operation at higher speeds,due to the lower losses of AMBs.Machine efficiency is of paramount importance in this type of application.
d)Quieter machine operations and,consequently,lower installation costs due to vibration reduction algorithms(in particular the synchronous reduction algorithms).
The author's company has been involved in a number of HVAC/chiller applications.The one shown in Figure 9 was a prototype unit tested in 2005.The most recent project is a range of high speed units with up to 500kW motor power,currently in prototype testing.
An overview specification for the unit in Figure 9 is given below:

Fig.9 Prototype refrigeration compressor(upon).Radial AMB stator with pressure pass-thru connector
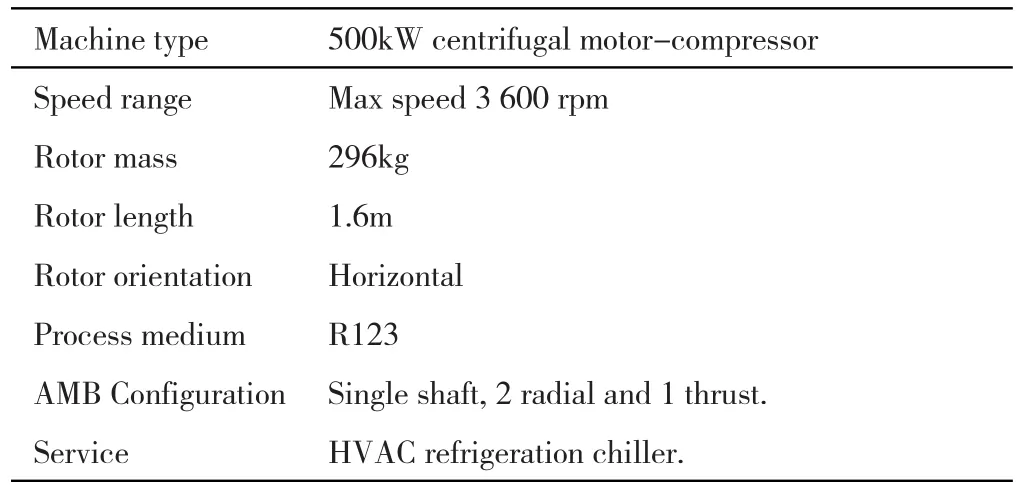
Tab.7 The parameters of 500MW centrifugal motor-compressor
3.8 Example Application 8-Neutron Chopper
Neutron choppers are used within time-of-flight spectrometers.They allow neutrons derived from a broadband source to be discriminated into a defined energy band(velocity).For the example shown in Figure 10,the broadband source was a pressurized water reactor(PWR).The choppers act like a series of rotating shutters and by adjusting the distance between the choppers together with their relative phase angle(they are all running at exactly the same speed)they select neutrons with a defined velocity.
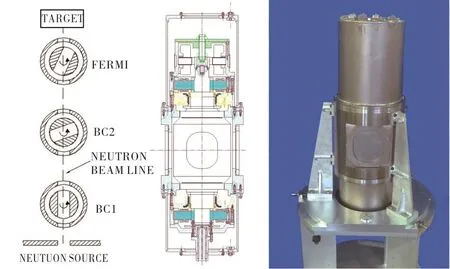
Fig.10 Neutron chopper beamline schematic(left);background chopper(BC1)layout(middle);BC1 on its mount(right)
An overview specification for the background chopper unit isgiven below:
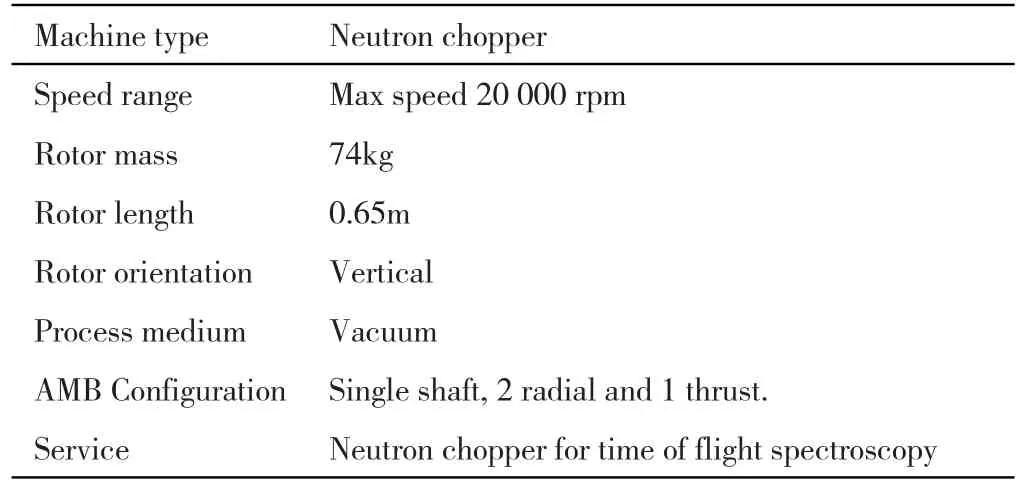
Tab.8 The parameters of neutron chopper
The benefits of AMBs in this application are:
a)Elimination of lubrication and elimination of shaft end seals.Because of their high speed,choppers run in vacuum to avoid excessive windage losses.This allows a much smaller electric motor to be used,which allows for better control of relative phase angle.It should be noted that the use of AMBs in turbo-molecular vacuum pumps is also widespread-for such turbo-pumps,the elimination of the lubricant eliminates the risk of contamination of the vacuum.
b)Elimination of wear and the resulting lower losses.Together with elimination of the seals,the elimination of wear reduces the maintenance requirements,which is important due to the activation of the rotor(following bombardment by the neutrons)which imposes severe constraints on maintenance,including limiting employee exposure to the equipment.
c)Reduction of balancing requirements on the rotors,due to the use of synchronous vibration reduction algorithms.
Jayawant(1997)[17]analysed the losses of these machines running in vacuum,with coast down times as long as 14 hours being observed.
The neutron chopper application presents a number of technical challenges:
a)The partial vacuum conditions resulted in a high risk of corona discharge from the AMB windings and power connectors and special techniques to avoid this were required.
b)The high neutron flux meant that all materials needed to be suitable for a high radiation environment(i.e.,should not degrade due to radiation and should not result in any long half-life isotopes).
c)In order to minimize the outgassing from the AMB windings,special encapsulation techniques were used.
d)The question of how to slow down the rotor in case of a trip was challenging due to the very low power of the motor and the risk of de-magnetizing the“semi”permanent magnet rotor.This was resolved by injection of air at 4 bar in the event of a trip giving a rundown time to 10%speed within 5 minutes.
e)When rotated at speed,the shaft deflects around the transverse hole in its center.This results in a shortening of the shaft by 0.5mm.
4 Conclusions
Active magnetic bearings have unique capabilities which can help provide acceptable performance in a range of challenging rotating machinery applications,of which the above represents just a fraction.When one or more of these unique capabilities are combined,significant performance benefits can be achieved.The unique capabilities used within the example applications are summarized in Table 9.
Readers are invited to consider whether one or more of these capabilities would provide benefit in their own applications.

Tab.9 AMB unique capabilities used in the example applications
Acknowledgements
Thanks are due to Krista Betts at Waukesha Bearings for suggesting the topic for this paper and her excellent proof reading and editorial skills.
