5356铝合金连续铸造梯形铸锭Mg的质量分数分布
2018-11-07柯长奋周天国赵加钰陈田田
柯长奋, 周天国, 赵加钰, 胡 静, 徐 瑞, 陈田田
(1. 沈阳大学 机械工程学院, 辽宁 沈阳 110044;2. 长江师范学院 材料科学与工程学院, 重庆 408100;3. 常州市亿和铝合金焊材有限公司, 江苏 常州 213200)
随着交通运输工具轻量化和高速化的发展,铝合金因具有重量轻、良好的塑性、断裂韧度、疲劳强度、耐蚀性、成形工艺性和焊接性,成为21世纪的交通运输轻量化结构材料的首选[1-2].交通运输车体的焊接成形加工比铆接成形具有更高的效率和较低的成本优势,且焊材的性能对整体构件的质量至关重要.目前,5356铝合金焊丝因与铝基合金具有良好的兼容性,已在军工、造船、压力容器、航空、地铁、高铁等行业获得广泛应用.
目前高端铝合金焊丝制备技术,如高铁等所需的焊丝制造技术主要掌握在美国阿克泰克(Alcotec)、意大利SAFRA、德国亚历山大(Elisental)、加拿大INDALCO、日本KOK等[3]几家国际企业手中,这些高品质的铝镁合金焊丝杆,几乎垄断了高品质铝焊丝的生产,导致我国高品质铝合金焊丝大量的依靠进口,现如今高速列车车体焊接用铝合金焊丝,其90%的市场份额仍被国外焊丝厂家占有[4].由于我国铝合金焊丝加工业起步晚,高端铝合金焊丝制备技术与国外知名焊丝企业存在较大差距.国内企业采用连铸连轧工艺生产5356铝合金焊丝用线杆才刚刚起步,制备的铝合金焊丝存在氧化夹杂、氢含量较高,晶粒粗大,成分不均匀等缺陷.特别是成分分布不均导致焊接产品质量差,不能满足国内高铁等行业对高品质焊丝的要求.
为制备成分均匀的5356铝合金梯形铸锭,按照直径为1 800 mm、横截面积为2 300 mm2的连铸机H型结晶铜轮尺寸取2~4点钟的区间段来制作铸造结晶器,结晶器沿着长度方向的4个面上设置冷却水喷射装置对结晶器冷却,结晶器形状如图1所示.

图1 结晶器形状Fig.1 The shape of the crystallizer
1 实验材料与方法
本实验选用质量分数为99.70%的工业纯铝,工业纯镁,Al-10%Cr、Al-10%Mn、Al-5%Ti-1%B中间合金来制备5356梯形铸锭.
首先,将石墨坩埚加热到740 ℃预热,加入按配比准备好的铝锭,待铝锭熔化后依次加入Al-10%Cr、Al-10%Mn和Al-5%Ti-1%B中间合金,并进行充分搅拌.其次,将铝箔包裹的Mg用钟罩子压入铝液面以下,待其完全熔化后用C2Cl6对铝液进行除气、除杂、精炼、扒渣.最后,铝液在710 ℃保温静置15 min,然后将铝液浇入结晶器,铝液在结晶器四面冷却作用下快速凝固为梯形实验铸锭.
在铸锭1/2位置处取厚度为10 mm的梯形试样, 将梯形试样用线切割机床切割成16块并编号, 编号如图2所示. 将编号为1到16的试样经过研磨、抛光、腐蚀、超声波清洗等处理后借助扫描电镜(SEM)对试样表面进行能量色散光谱(EDS)分析、线扫描分析来研究Mg元素在梯形铸锭横断面上的分布情况.
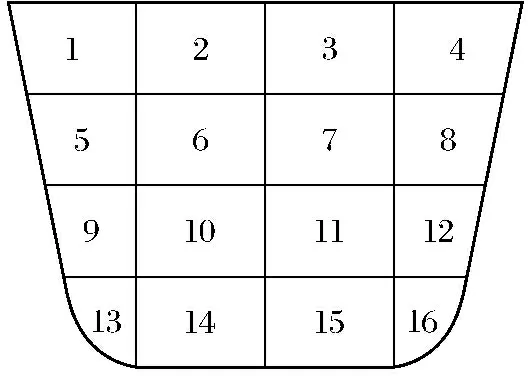
图2梯形横断面试样编号
Fig.2 Numbering samples on trapezoidal cross section
2 实验结果与讨论
2.1 微观成分分布
图3a~图3d分别为晶界样点1及其能谱分析和晶粒内部样点2及其能谱分析,由能谱分析结果可以看出,晶粒内部样点2的Mg质量分数为3.65%,晶界样点1的Mg的质量分数为10.86%,Mg的质量分数在晶界样点1处高于晶粒内样点2处.从EDS成分分析可以看出:基体的溶质元素含量较低,晶界溶质元素富集,这主要是合金在快冷过程中生成了非平衡共晶组织α-Al+Al3Mg2,分布在晶界处,造成了Mg的晶界偏析,而大部分的Mg固溶到α-Al 基体中[5].晶界偏析是由于铝液结晶时2个晶粒相对生长,在固/液界面处溶质Mg被排出(K0<0)而大量富集在2个晶粒之间,两个晶粒相遇时形成晶界,最后凝固的晶界部分将含有较多的溶质Mg,当Mg的质量分数大于3.5%时,沿晶界、亚晶界析出第二相β(Al8Mg5、Al3Mg2)[6].在合金结晶的过程中不仅形成晶界偏析还发生了晶内偏析,由于合金快速凝固,固相中的溶质还未充分扩散液,体温度便降低,固/液界面向前推移又结晶出新成分的晶粒外层,致使每个晶粒内部成分存在差异.
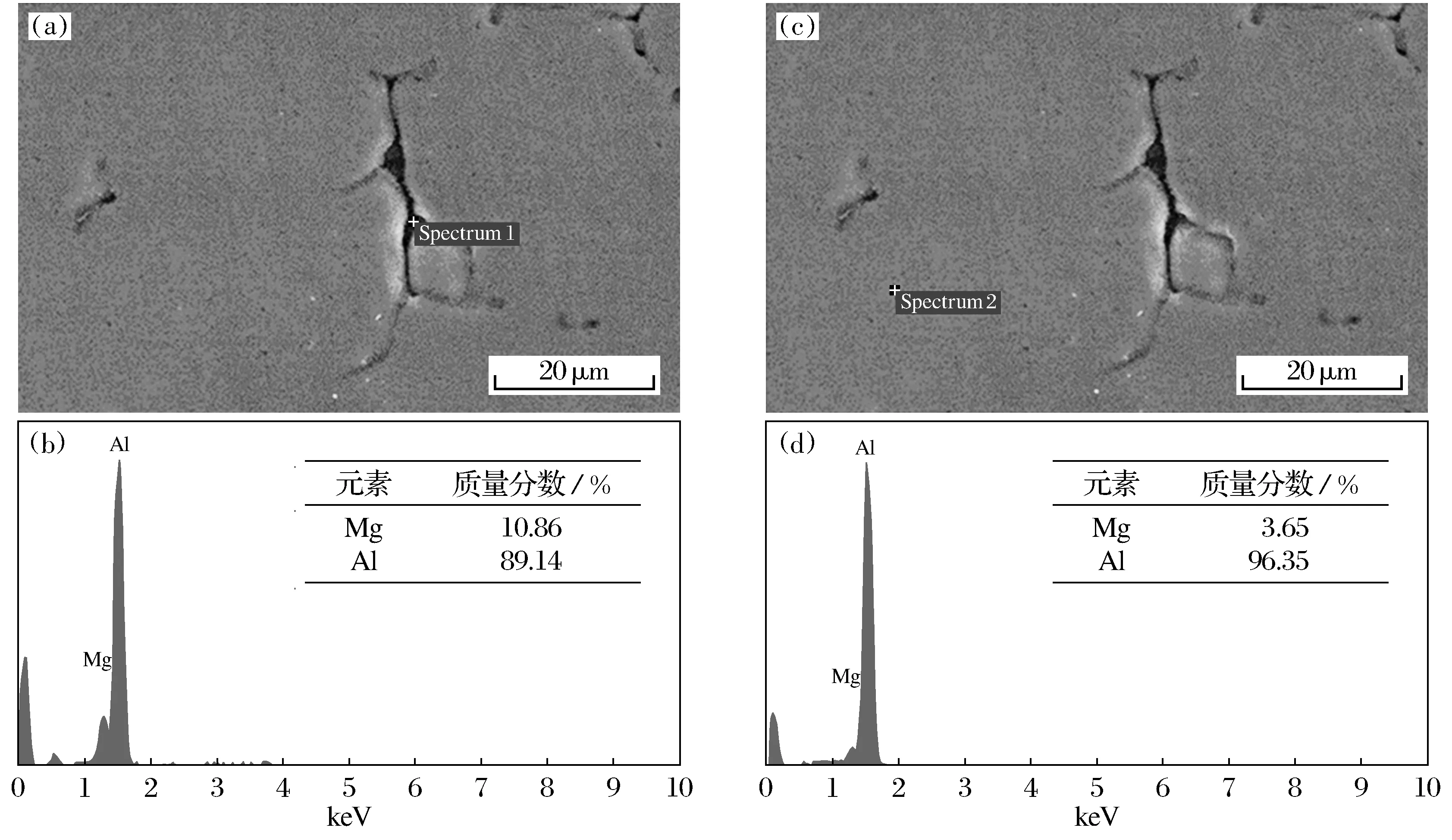
图3 5356铝合金晶界和晶内能谱分析Fig.3 Energy spectrum analysis of grain boundary and inner grain of 5356 aluminum alloy
偏析属于遗传性铸造缺陷,引起铸件成分不均匀造成组织上的差别,降低晶界结合强度,影响铸件的强度、塑性及耐腐蚀性.铸锭在后续轧制工艺中因塑性较差而导致所需轧制力变大,轧制过程铸锭容易出现轧制裂纹,焊杆在拉丝过程频繁出现晶间断裂现象.
铝合金在铸造时影响晶内、晶界偏析的主要因素有合金的冷却速度、偏析元素的扩散能力、溶质平衡分配系数,合金的结晶温度范围,合金浇注温度[7]等.5356铝合金结晶温度范围较宽,连续铸造时冷却水分4区、16段、4面喷向H型结晶轮,合金冷却速度较快,溶质原子扩散时间较短,所以很容易发生偏析.在其他条件不可变的情况下为减少晶内、晶界偏析获得成分均匀的5356梯形铸锭应适当提高铝液的浇注温度,浇注温度可以影响到溶质元素的外排时间,直接影响高浓度残余液相的存在时间,随着浇注温度的提高,偏析的程度减小[8].
2.2 宏观成分分布
图2为试样取样编号,图4为试样横断面Mg元素线扫描分析;表1、表2为梯形锭四角边部及中心Mg的质量分数.由此可以看出,铸锭中心Mg元素贫瘠, 边部Mg的质量分数过高,形成梯形横断面上Mg的质量分数四角边部高于中心的现象,在梯形铸锭横截面上存在宏观反偏析.反偏析是铝合金连续铸锭凝固过程中的一种伴生现象,无法完全避免,表现为表面和底部溶质元素比中心部位的多,它的存在使Mg元素分布不均匀,降低铝合金铸锭塑性.

图4 试样横断面Mg元素线扫描分析Fig.4 Linear scanning analysis of Mg element of cross-section sample(a)—试样1左边; (b)—试样1上边; (c)—试样1中间; (d)—试样4上边; (e)—试样4右边; (f)—试样4中间; (g)—试样6、7、10、11中间; (h)—试样13左边; (i)—试样16下边; (j)—试样16右边.


表2 梯形横断面中心部位Mg质量分数Table 2 Mg mass fraction in the center of trapezoid cross section
这可能是结晶器横截面积过大使铸件过厚,铸件靠近结晶器壁部分冷却强度大,最先结晶,而铸件中心冷却强度小,后结晶,铸件中心低熔点元素浓度较高的液体在铸件凝固收缩力或气体压力等外力作用下沿着枝晶间隙流到铸件的外层加重反偏析.为减轻宏观偏析获得成分均匀的5356铝合金梯形铸锭可将H型结晶轮的直径、横截面积变小来减小铸件厚度,减小凝固过程温度分布的不均匀性.
2.3 试样表面连续网状组织能谱分析
借助SEM对试样表面放大观察,发现如图5所示试样编号为2、3的试样上边出现厚度为0~1 mm的连续网状组织.图5a、图5b为连续网状组织放大30倍、200倍微观组织图;图5c、图5d为连续网状组织取样点8及其能谱分析.由图5可以看出,呈连续网状分布的组织为Al8Mg5,这种连续网状组织的出现是由于偏析导致局部Mg质量分数过高,在晶界处富集溶质元素Mg从而晶界析出Al8Mg5相.这种在晶界上析出的呈不均性连续分布的网状组织会降低铸锭的塑形,恶化铸锭在后续工艺的加工性能[9],应该采取有效措施将其除去.
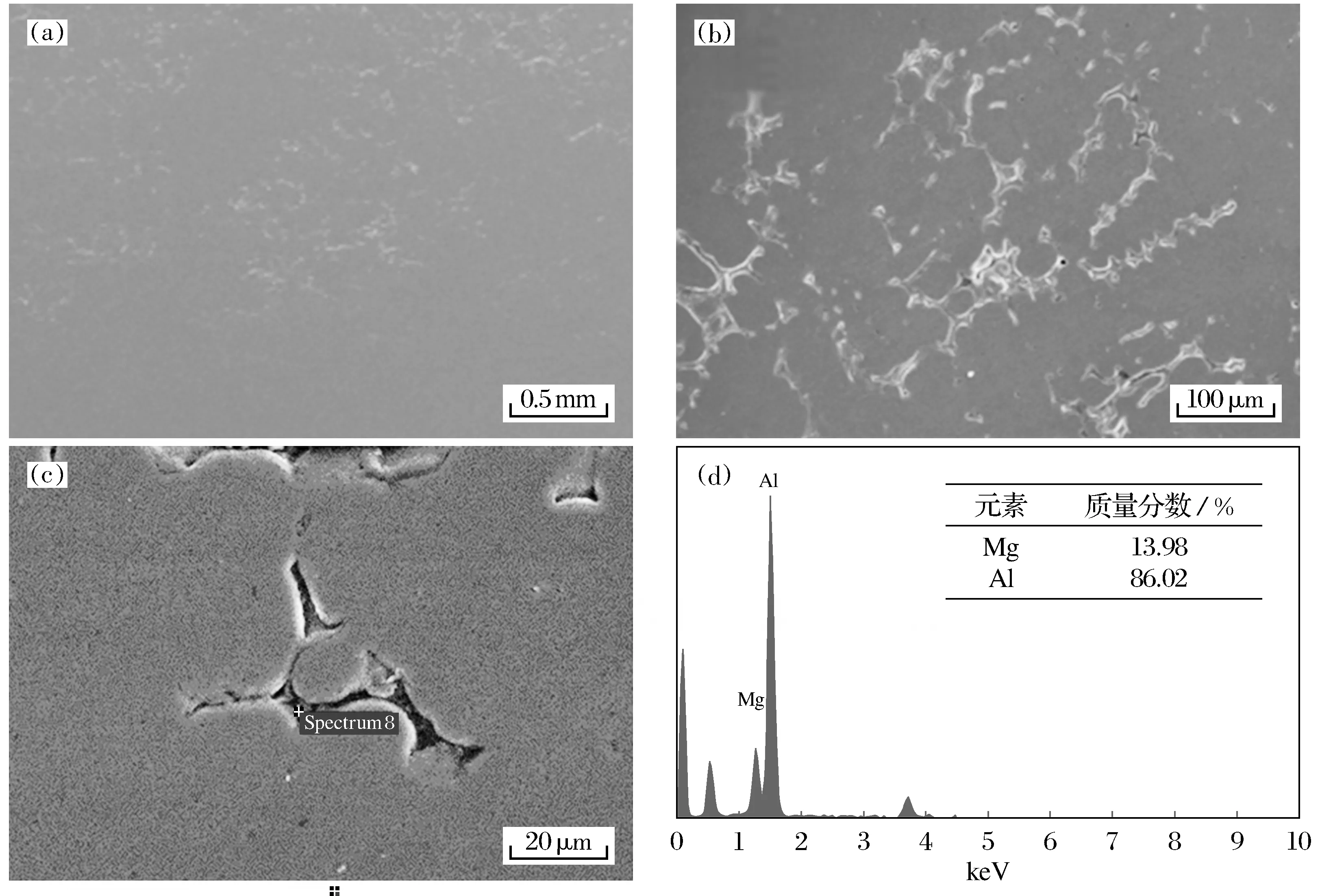
图5 连续网状组织能谱分析Fig.5 Energy spectrum analysis of continuous net structure
3 结 论
5356铝合金连续铸造梯形铸锭横断面上存在成分偏析从而铸锭成分不均匀,梯形铸锭边部Mg质量分数高于中心.为制备成分均匀的梯形铸锭,应该改善铸造工艺和设备.梯形铸锭存在Al8Mg5高Mg含量的网状组织,该组织会降低铸锭的塑形,恶化铸锭在后续工艺的加工性能.本研究对连铸连轧制备5356铝合金焊丝杆具有一定的指导意义.
