新钢10号高炉减少渣中带铁攻关实践
2018-11-06古勇合
古勇合
(新余钢铁集团有限公司,江西 新余338001)
新钢10号高炉(2500 m3)为新钢集团三期技改重点建设项目,于2009年11月8日投产。高炉出铁场设有3个铁口,呈夹角式分布,正常生产情况下1号铁口备用,2号与3号轮换出铁。在高炉生产中,因为工艺、设备以及操作参数等原因造成渣中带铁现象时有发生,其主要靠日常操作中对铁口的维护来尽量避免。合理有效的铁口区域维护,不仅包括合理的铁口设计参数与材质、炉前设备和炮泥的选择,而且在日常生产过程中,炉前操作管理、炉缸工作状况和原燃料变化都将影响铁口区域工作状况,在高炉炉役末期显得尤为突出。自开炉投产以来,随着大高炉操作经验的积累,10号高炉的技术指标不断取得进步,部分指标甚至走到行业的前列,而新钢原燃料质量不稳定的现象仍未得到改善,且在以后很长的一段时间内将会是常态。日常生产中,在品位低、渣比高、碱度波动较大时,渣中带铁现象较明显。为进一步改善指标,降本增效,10号高炉开展了以减少渣中带铁的炉前铁口维护技术攻关,以减少渣中带铁,提高金属收得率,降低生铁成本。
1 渣中带铁的原因分析
出铁过程中,如果炉渣中含铁量过大,会在炉前渣沟中窝铁(见图1),对渣沟造成损害,减少渣沟使用寿命,同时对水渣处理系统设备损害较大,尤其是粒化塔窝铁,造成堵塞,使生产不顺,此外冲渣时会造成打炮,造成安全事故。因此,在高炉日常操作中,避免渣中带铁是铁口区域维护的重要工作,主要有以下方面原因产生。
(1)高炉操作中,由于操作参数不合理,造成炉温高、碱度高,渣铁流动性较差,导致渣铁分离困难,使得渣中带铁,这是高炉操作影响金属收得率的一个常见现象。新钢高炉入炉原燃料质量差,成分波动较大,给高炉炉温和碱度控制带来相当大的困难,铁水经常出现高炉温和高碱度现象,从而使得渣中带铁严重。
(2)由于铁口深度偏浅或者铁口扩孔导致铁水流速大,使得渣铁在炉前铁口前主沟中停留时间过短,渣铁分离不完全,造成渣中带铁较多。
(3)渣铁分离主要靠铁沟中的撇渣器,撇渣器中上沙坝因腐蚀冲刷而偏低,或者因撇渣器出口偏高,或者说沙坝和铁沟沟头之间的高度差偏小,都会引起渣中带铁。
(4)渣铁分离主要在铁口前主沟中,而延长渣铁在主沟的停留时间,除了维持适当的铁水流速外,铁沟宽度也是一个因素。
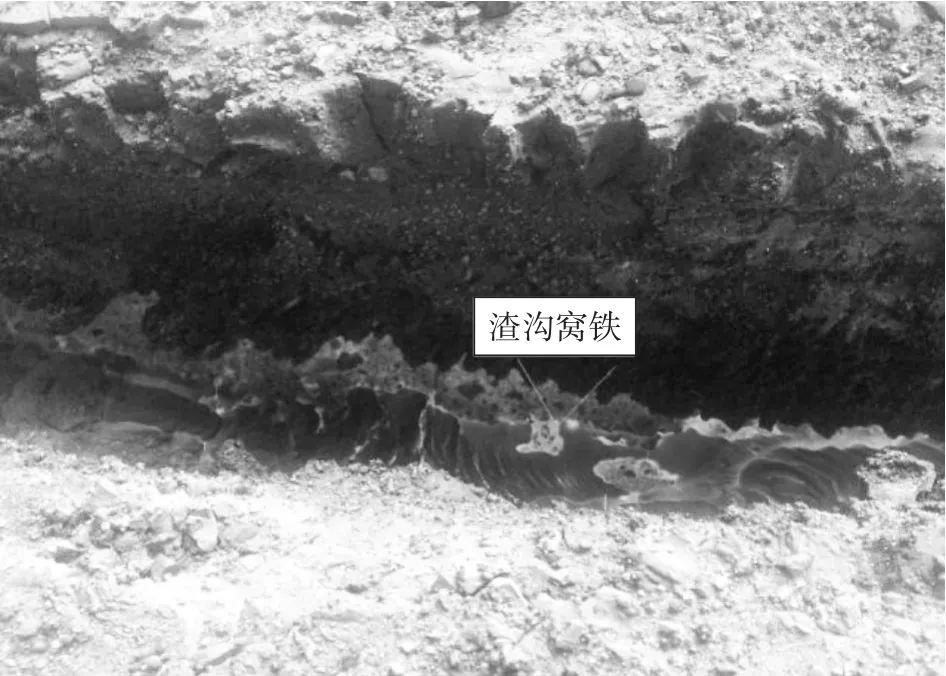
图1 渣沟窝铁
2 减少渣中带铁的攻关措施
减少渣中带铁,即是提高炉前金属收得率,渣中带铁是影响金属收得率的重要因素,而碱度和炉温是影响渣铁分离的主要原因,过高的碱度和炉温使得渣铁粘稠,渣铁分离较困难,渣中带铁较多。2015年,由于不注重炉温和碱度的调剂,同时忽略了炉前渣铁沟的技术参数优化,使得金属收得率一直不高(累计99.18%),为此,10号高炉在2015年的基础上,通过加强对炉温和碱度的稳定管理,保持稳定操作炉型,同时逐步优化调整炉前渣铁沟技术参数,力争将2016年金属收得率提升至99.5%以上。
2.1 优化热制度和造渣制度
合理的热制度、造渣制度是高炉操作炉型稳定的关键。炉温和碱度的频繁波动易引起渣皮过厚、渣皮脱落,影响煤气流的合理分布并影响高炉顺行,同时渣皮脱落势必造成炉温发生波动,炉温的波动进而影响渣皮的稳定,造成高炉出铁出渣困难,加剧了渣中带铁的可能[1]。针对原燃料波动较大,炉温和碱度难调,采取了以下措施。
(1)规范操作制度,稳定炉温,杜绝高炉温,形成合理的煤气流分布,提高煤气利用率,保证充足的物理热,要求将[si]降到0.35%-0.45%,同时确保物理热在1500-1520℃,因为低物理热不利于高炉炉缸工作,也不利于渣铁的分离。
(2)成立了原燃料变动应急小组,紧密联系上料工序,对进仓料的种类和成分做到及时了解,对湿焦、混焦、烧结矿碱度及时通报,人工抽检焦炭水分和质量。
(3)根据布焦的下料闸角度的变化,调整焦炭的湿负荷,采取稳定布焦角度的方法,最大限度地稳定炉温,避免了炉温大起大落和高硫铁水。
(4)根据所报烧结矿碱度,推测大概20小时左右,此批烧结矿可用于炉内,做好配比调整,1~12月份的炉渣碱度基本稳定在1.18~1.22,保证了炉内脱硫的需要,又避免了高碱度。
通过以上措施,2016年炉温明显降低,碱度区域稳定(见表1、表2)。

表1 2016年与2015年月平均炉温对比 %
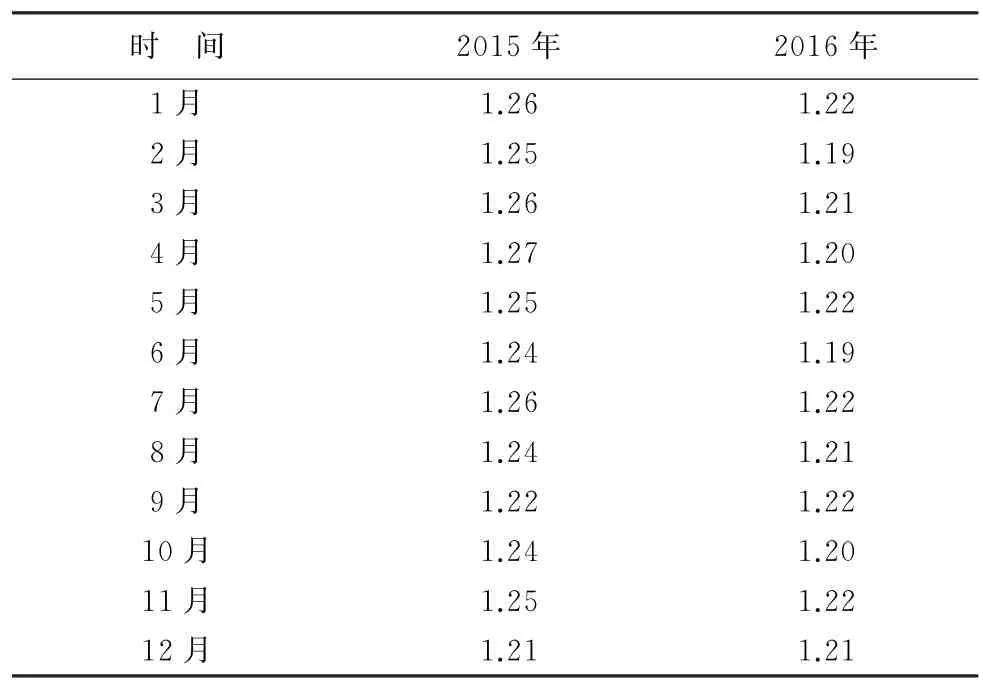
表2 2016年与2015年月平均二元碱度对比 倍
2.2 确保合理的铁口深度
在当前原燃料质量波动较大的情况下,炉外出铁工作已成为10号高炉生产工作的重中之重,炉外出铁的好坏直接关系到炉内的顺行,维护好铁口是高炉稳定顺行的重要一环,也为炉前出铁过程中减少渣中带铁打下了坚实基础。在日常的操作中,渣铁流速影响渣铁的分离效果,而决定渣铁流速的重要因素就是铁口深度。为此,10号高炉从两方面出发,一是改进了炮泥质量,选用了强度、耐冲刷性等较好的赛沃、娄底两种炮泥,防止因炮泥质量问题导致铁口扩孔,造成渣铁因流速偏大来不及分离。二是改进了开口技术,在开口机上加水雾化水管(见图2),起到淬化和环保的效果,这样开铁口过程中不容易造成断铁口。三是强化炉前操作制度,加强员工责任心,杜绝劣质炮泥,统一打泥量,维护好铁口泥套。做到以上三点后,10号高炉铁口深度稳定在合理的范围之内,合理深度为2800~3000 mm,每炉铁渣铁流速基本保持在4.5~4.8 t/min。

图2 开口机水雾化装置
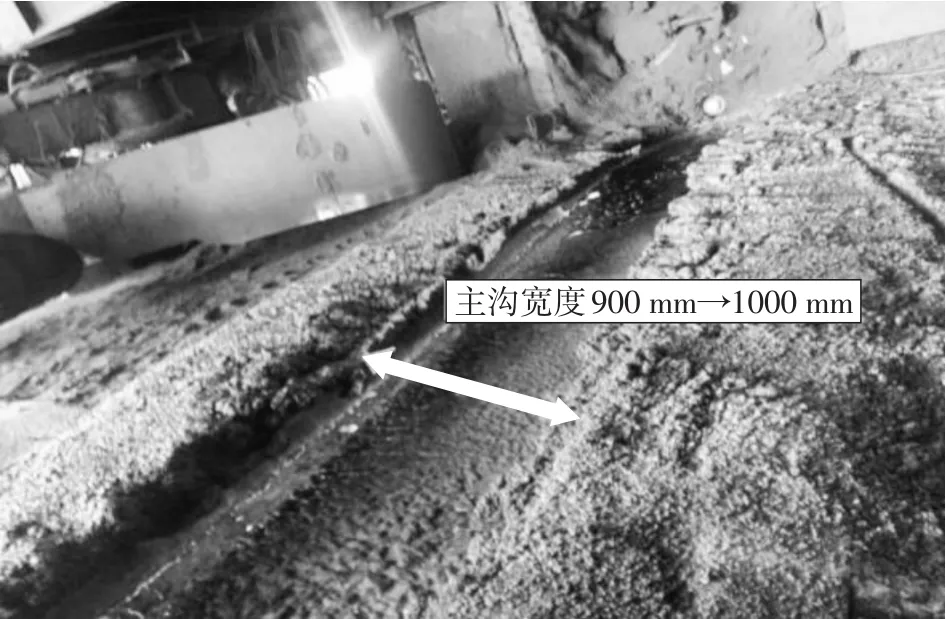
图3 主沟宽度
2.3 适当加宽主沟宽度
一般情况下,炉前主沟起到一个储存渣铁的作用。在确保铁沟使用寿命的情况下,将主沟宽度增加100 mm(原来900 mm加宽到1000 mm,见图3),从而降低渣铁在主沟内的流速,增加渣铁在主沟内的停留时间,使渣铁能得到充分分离。
2.4 增加上沙坝和铁沟沟头之间的高度差
适当增加上沙坝和铁沟沟头之间的高度差,防止出铁后期铁水流速偏大,上沙坝与铁沟沟头高度差由原来的200 mm增加到250 mm;同时,在日常铁沟维护中确保这个高度差,如果低于这个差度,及时进行修补。
2.5 加强炉前出铁管理
为维护好铁口,除技术参数上的不断优化外,还应通过建立并完善各种制度,监督岗位对制度的执行,加强炉前出铁操作管理。
(1)开铁口前准备标准化:检查确认泥炮、开口机、铁口泥套的工作状况良好。确保打出的炮泥呈圆柱状并用粉笔画好打泥刻度线——清理炮冒内已部分固化的炮泥;全面检查铁口泥套——确认泥套工作面光滑(否则及时打磨),泥套深度50-80 mm,清除泥套下方凝结的渣铁,重新铺垫好河沙;清除铁口前2000 mm范围内主沟两侧的结渣,防止堵口时阻挡泥炮旋转。
(2)开铁口标准化:铁口负责人现场协助,并检查确认开口机钻头对正铁口孔道泥芯中心,禁止钻偏甚至钻伤泥套。钻入1000 mm左右时开雾化水,视铁口深度钻入2700-2900 mm时关闭雾化水,禁止雾化水喷至泥套,防止泥套急冷开裂。
(3)出铁中密切关注泥套的工作:来渣后及时推开沙坝,禁止主沟渣液面上涨后侵蚀泥套,并及时清除泥套下方积存的渣铁。
(4)堵铁口操作标准化:确定铁口来风时,撬净泥套下方凝结渣铁后进行堵口(禁止不撬渣而用泥炮撞击泥套),打泥标尺达到刻度线停止打泥。
(5)退炮后清理、检查泥套并清楚凸出的泥芯实施预开口(钻入深度100-300 mm)。
(6)堵口跑泥后的处理标准化:遇到堵铁口跑泥情况,待退炮后分析炮泥原因,针对性的处理。如泥套受损接触面不平整,及时打磨或贴补;如炮冒开裂等及时更换;缺陷处理后再次开口,重新堵口。
3 效果
通过对炉温和碱度的控制,以及对炉前渣铁沟的改造,10号高炉出铁过程中渣中带铁量明显减少,金属收得率上升,完成了攻关目标;全年金属收得率平均值为99.75%,较2015年高出0.57%,渣中带铁现象明显好转(见图4)。
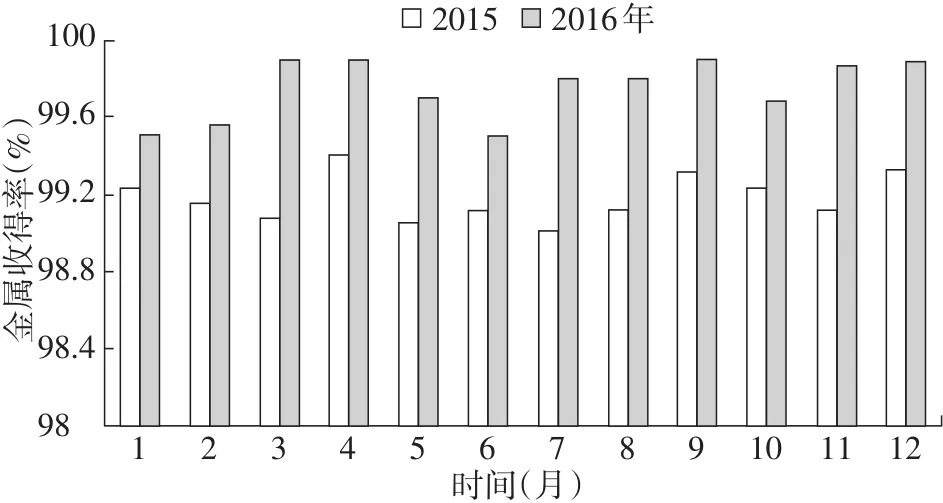
图4 2015年、2016年金属收得率对比
4 结语
(1)高炉温、高碱度往往是渣中带铁的主要原因,在保证炉缸工作活跃性的同时,确保物理热大于1500℃,降低[Si]操作,可以大幅度提高金属收得率。
(2)炉前工作是整个炼铁生产工艺环节的关键一环,良好的高炉铁口区域维护是高炉长寿的关键因素之一。
(3)合理稳定的高炉操作炉型对高炉铁口区域维护至关重要,在此基础上对铁口操作不断创新和优化,不仅有利于降低渣中带铁,对铁口区域维护及高炉顺稳生产、高炉长寿也有重大意义。