铁浴式熔融还原工艺处理电炉粉尘还原熔分分析
2022-09-24佘雪峰王如意王静松薛庆国
杨 超,佘雪峰,王如意,王静松,薛庆国
(1.北京科技大学 钢铁冶金新技术国家重点实验室,北京 100083;2.宝山钢铁股份有限公司研究院,上海 201900)
中国钢铁产量逐年增加,2020年粗钢产量达到10.65亿t,创历史新高,其中电炉粗钢产量达到9 796万t,占总产量的9.2%,同比增长9.33%。电炉每生产1 t钢水会产生10~20 kg的电炉粉尘(EAFD)[1-3],即2020年我国产生98~196万t EAFD,但利用率不足20%[4]。
EAFD成分随冶炼钢种变化发生变化,但一般含有Fe、Zn、Pb、Cr等元素,其中Zn含量通常在5%~20%。由于EAFD锌含量较高,无法直接配入烧结、炼铁等工序利用,需要通过其他技术进行回收利用。目前,处理含Zn粉尘主要有火法处理和湿法处理等方式,其中火法处理由于具有处理能力大、环境压力小等优点被广泛使用。火法工艺主要包括转底炉工艺、回转窑工艺和熔融还原工艺等。转底炉工艺和回转窑工艺由于还原温度较低(约1 250 ℃),在处理含锌粉尘时随着锌含量增加球团脱锌率降低[4-11],但是得到的金属化球团由于在利用过程中能耗高而使其经济性下降。熔融还原工艺则具有还原温度高、传热速度快、还原产物便于利用等特点,其中铁浴法熔融还原得到的铁水可直接用于转炉炼钢,提高了能源利用率和经济效益,成为研究的重点。
郭兴忠等[12]研究了铁浴熔融还原处理氧化锌矿的工艺,得到的氧化锌粉ZnO含量在95%~98%,脱锌率达到了93%以上。朱子宗等[13]研究了用铁浴法分离高炉灰中的Zn和Pb,Pb在铁浴中沉积实现与Zn的分离,得到ZnO含量超过87%的富锌产品。Liu等[14]通过铁浴还原法从高炉粉尘中回收Fe和Zn,发现脱锌率在98%以上并且反应30 min后可以实现渣铁分离。由于EAFD中Zn存在形式和含量与氧化锌矿、高炉粉尘等均不同,需要单独研究。
本文通过铁浴式熔融还原工艺处理EAFD,研究熔渣二元碱度、还原熔分时间和C/O摩尔比等因素对EAFD还原熔分的影响,通过试验确定较佳铁浴式熔融还原处理条件,以期为工业应用提供指导。
1 试验介绍
1.1 试验原料
试验原料包括某钢铁厂的EAFD、还原剂、造渣剂、铁粉等。其中,还原剂为石墨,造渣剂为工业纯CaO,EAFD和铁粉成分分别见表1和表2。图1为EAFD的XRD衍射图谱。从图中可以看出,Zn主要以铁酸锌的形式存在,铁氧化物主要是Fe2O3和Fe3O4,与其他学者研究结果一致[15]。

表1 EAFD化学成分

表2 铁粉化学成分
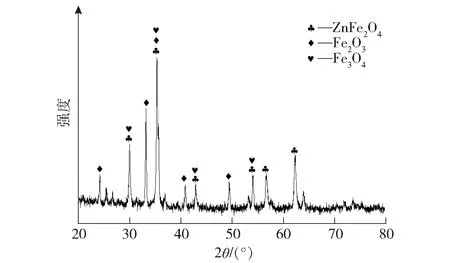
图1 EAFD的XRD图谱
1.2 试验方法
将EAFD、还原剂和造渣剂按一定比例配比后混匀,通过压球设备将10 g混匀的原料压制成直径20 mm、高10 mm左右的含碳球团。然后将球团置于干燥箱中,于105 ℃干燥8 h。称量100 g铁粉,加入内径30 mm、高80 mm的石墨坩埚,并在石墨坩埚外套刚玉坩埚加以保护后加入竖式管式炉中加热。待炉温升至1 500 ℃铁粉完全熔化形成铁浴后,保温30 min,使铁浴成分均匀,然后按铁浴球团比10∶1将干燥的球团分批次加入铁浴,进行还原熔分。加热及反应全程通入流量为5 L/min的高纯氮气(99.99%)保护。试验设备装置示意如图2所示。

1—电脑;2—竖式管式炉;3—烟气收集装置;4—刚玉坩埚;5—石墨坩埚;6—铁粉;7—氮气管;8—刚玉管;9—加热元件
1.3 二元碱度计算
渣相二元碱度(R)可根据公式(1)计算得出。
(1)
EAFD中的SiO2、CaO和Al2O3是构造渣相的主要物质,由FactSage8.0计算SiO2-CaO-Al2O3三元系相图,结果如图3所示。从图中可以看出,当R=1.4时,渣相点落在Ca2Al2SiO7相内,熔点在1 450 ℃左右。因此,本试验中分别对R=1.2、1.4、1.6和1.8进行试验。

图3 CaO-SiO2-Al2O3相图
2 结果及分析
2.1 碱度对还原熔分的影响
在还原温度T=1 500 ℃、还原时间t=40 min、nC/nO=1.1条件下,不同碱度的还原结果如图4所示。从图中可以看出,在碱度为1.2和1.4时有大量还原得到的金属铁存在于渣铁界面处。当碱度增加到1.6时,熔渣聚集在铁浴表面,还原得到的金属铁与熔渣完全分离并进入铁浴。碱度继续增加至1.8时,部分熔渣掺混入铁浴,阻碍了渣铁分离。表明随着碱度增加,还原后的渣铁分离效果逐渐变好,当碱度达到1.6时渣铁完全分离,碱度继续增加阻碍渣铁分离。因此,选择渣铁分离的碱度为1.6。
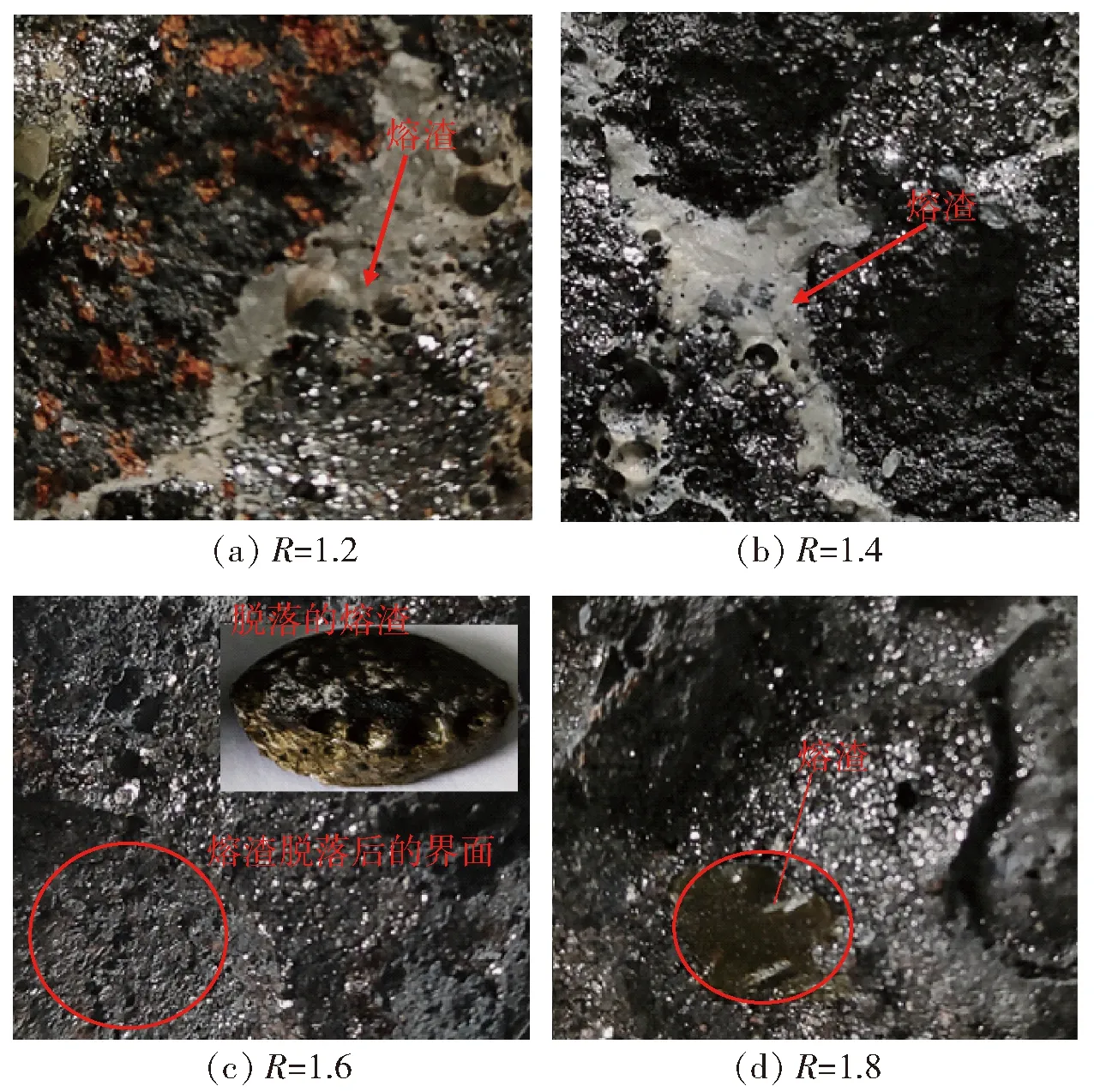
图4 不同碱度的还原熔分结果
在R=1.6、nC/nO=1.1、t=40 min、T=1 500 ℃条件下还原得到的熔渣XRD衍射图谱如图5所示。从图中可以看出,熔渣主要组成矿物是钙铝黄长石、镁黄长石,其中,部分CaO和SiO2化合成Ca2SiO4,Fe则主要以铁橄榄石存在。

图5 R=1.6,nC/nO=1.1,t=40 min,T=1 500 ℃时熔渣的XRD图谱
该条件下得到的熔渣电镜扫描结果如图6所示。从图中可以看出,熔渣中有C聚集现象。这是因为在nC/nO=1.1时C处于过剩状态,这部分过剩的C与还原得到的金属铁发生渗碳反应;另外,由于试验过程中采用石墨坩埚,在高温条件下石墨坩埚的C会参与渗碳反应,导致碳在反应后存在局部过剩,并在熔渣中聚集使碳在电镜下被发现。熔渣主要是由Ca、Si、Al、Mg等氧化物组成,与图5的XRD结果一致。

图6 R=1.6,nC/nO=1.1,t=40 min,T=1 500℃时熔渣电镜扫描结果
2.2 还原时间对还原熔分的影响
在R=1.6,nC/nO=1.1,T=1 500 ℃条件下,不同反应时间对还原熔分的影响如图7所示。从图中可以看出,还原20 min时熔渣已经形成,粉尘中的铁氧化物已被还原并聚集成金属球。Fe液滴与熔渣界面清晰,同时Fe液滴出现在渣铁界面,表明还原20 min得到的铁金属在熔渣中聚集,并正在通过熔渣进入铁浴。随着熔分时间增加到40 min,Fe液滴与熔渣实现彻底分离,熔渣在铁浴表面聚集形成密实的熔渣体。熔分时间增加到60 min时,熔渣平铺在铁浴表面并且变得疏松多孔,但并未影响渣铁分离。因此,从节约能源和渣铁分离角度考虑,最佳熔分时间为40 min。
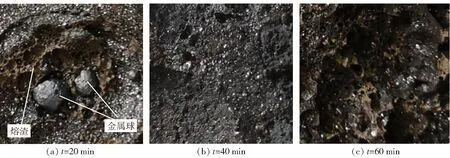
图7 R=1.6,nC/nO=1.1,T=1 500 ℃时不同还原时间的熔分结果
图8为不同还原熔分时间得到熔渣的XRD衍射图谱。从图中可以看出,从20 min到60 min熔渣的衍射峰基本一致,这表明在1 500 ℃铁浴熔融还原熔分过程中还原反应在前20 min内已经完成,20 min之后的期间主要为形成的金属熔体与熔渣之间的分离过程。

图8 不同熔分时间熔渣的XRD衍射图谱
2.3 C/O对还原熔分的影响
在R=1.6,t=40 min,T=1 500 ℃条件下不同nC/nO对还原熔分的影响如图9所示。nC/nO=1.0时,还原反应可以正常进行并且渣铁基本分离,还原得到的熔渣聚集,但是熔渣疏松多孔。随着配碳量增加到nC/nO=1.1时,渣铁熔分效果进一步增强,同时形成致密的熔渣球。这是因为随着配碳量增加,碳在满足还原需要后剩余的碳与还原得到的金属铁发生渗碳反应导致金属铁熔点降低,促进了渣铁分离。同时配碳量增加使粉尘中铁氧化物、锌氧化物充分还原需要的时间更短,渣铁分离时间更为充足。当nC/nO增加到1.2时,还原反应及渗碳反应后还有大量C剩余,剩余的C在熔渣界面富集并形成C球,熔渣中富集的C使熔渣与铁液之间的浸润性增加,不利于渣铁分离[16],因此合适的nC/nO为1.1。

图9 R=1.6,t=40 min,T=1 500 ℃时不同nC/nO熔分结果
当R=1.6,T=1 500 ℃时,不同nC/nO条件下还原熔分40 min得到的熔渣XRD衍射结果见图10。从图中可以看出,nC/nO从1.0升高到1.1时,钙铝黄长石、镁黄长石、铁橄榄石和硅酸二钙的衍射峰增强,这表明随着配碳量增加渣铁熔分效果变好,印证了图9的结论。当nC/nO升高到1.2,出现极强的碳衍射峰,这是因为nC/nO=1.2时配入的石墨在完成还原反应和渗碳后仍有过剩并在熔渣表面富集。而nC/nO=1.1时未出现碳的衍射峰,这是因为在完成还原反应后剩余的C与还原得到的金属Fe发生渗碳反应被大量消耗,使XRD检测不到熔渣中的C。
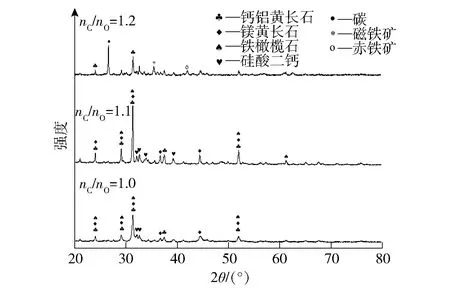
图10 不同nC/nO还原熔分得到熔渣的XRD衍射图谱
表3是不同nC/nO还原40 min后熔渣成分分析结果。从图中可以看出,nC/nO为1.0时渣中Fe含量较高,这是因为SiO2、MnO等氧化物部分发生还原反应,导致C量不足以完全还原铁氧化物,使渣中FeO含量较高;nC/nO升高至1.2时渣中Fe含量升高,这是由于过剩的C在熔渣中阻碍了渣铁分离使Fe残留在熔渣中。在不同nC/nO条件形成的熔渣中,ZnO含量最高为0.24%,最低仅为0.07%,表明该试验条件下脱锌率在99%以上,这与图8中XRD未检测到Zn元素结论一致。还原得到的熔渣经过调质处理后可以得到类似于高炉渣的炉渣成分,利于后期回收利用[16-18]。

表3 还原后熔渣成分
图11为nC/nO=1.2时渣铁界面的电镜扫描结果。从图中可以看出,C主要富集在熔渣侧,S则主要存在与渣铁界面处。C元素的分布表明还原得到的金属Fe与C发生了渗碳反应。熔渣的元素主要包括Ca、Si、Al、O,少量的Fe则存在于渣铁界面处,印证了图5中XRD图谱的结论。表4为图11各点的EDS分析结果,从表中可以看出A点物相主要由Fe和C组成,其中C的质量分数为20.71%,远高于铁水中C含量,这是因为在实验室条件下C在铁水中的扩散速度缓慢,过剩的C元素在渣铁界面来不及扩散便被凝固成固体,与其他学者研究一致[19-20]。B点是渣铁交界面上的点,从该点成分可以看出大量的Mn、S存在于该处,这与高炉中锰氧化物还原和炉渣脱硫结果一致。C点物相组成则主要为C,包裹在C周围的是Si、Ca、Al等氧化物组成的熔渣。
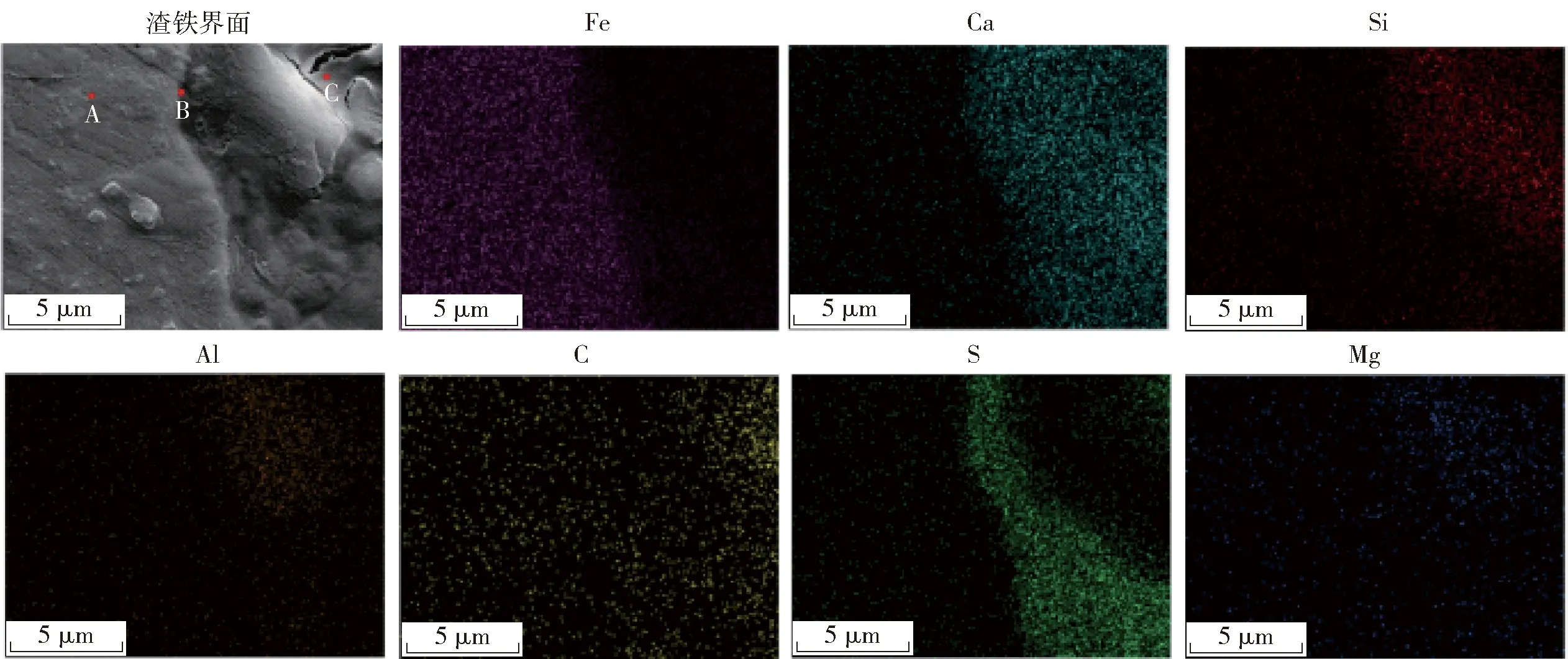
图11 nC/nO=1.2,R=1.6,t=40 min,T=1 500 ℃时渣铁界面电镜扫描结果

表4 图11中样品各点的化学成分
3 结论
1)随着二元碱度R的升高,渣铁熔分效果变好,并在R=1.6时渣铁完全分离。但R进一步增加到1.8时,熔渣开始混入铁浴,阻碍渣铁分离。
2)渣铁熔分效果随着时间增加而变好,在熔分20 min时粉尘中的还原反应已完成,脱锌率在99%以上,同时金属汇集成球并在熔渣中下降。熔分时间达到40 min时金属球完全进入铁浴并与熔渣彻底分离,之后随着熔分时间增加熔分效果变化不大。
3)当nC/nO=1.0时,仅能满足还原需要,渣铁熔分效果差。随着配C量增加到nC/nO=1.1时,C除了可以满足还原需求,还能与Fe发生渗碳反应,从而促进了渣铁熔分。配C量进一步增加会使过剩的C在熔渣界面富集,阻碍渣铁分离。
