提高成型工艺能力(第一部分):理解PVT图
2018-11-06Fimmtech公司SuhasKulkarni
文/Fimmtech公司Suhas Kulkarni
工艺能力与注射循环之间部件尺寸的偏差有关。高的工艺能力值要求每次注射时材料的收缩相同,这可以通过压力-体积-温度(PVT)图来确认。
在这篇由两部分系列组成的文章中,第一部分我们将讨论如何提高给定成型工艺的能力。在这个部分中,我们将介绍工艺能力和压力-体积-温度(PVT)图。
工艺能力的初级知识
偏差对于所有的工艺过程而言都是正常的,并且这种偏差可以在过程的输出中进行测量。例如,开始工作的过程输出之一是开始工作所需的时间。我们可以说它需要20 min,但实际上,它是我们在过去几天、几周或几年内开始工作的时间的平均值。因此,某一天的实际值在20 min平均值的左右附近,例如,可能在17~23 min之间。
总是存在分散的数值,所以需要计算平均值。在注塑成型中,如果测量尺寸被报告为2.175 in(1 in=25.4 mm)的平均值,那么意味着该尺寸在2.175 in附近的一个范围内变化,例如±0.002 in。其分布显示一个峰和两个底部是常态。在本文中,我们仅针对正态分布的情形。
考虑一个需要模制的盒子,其长度、宽度和高度的公称值均为5.125 in,容许公差设置为±0.006 in。因此规格下限(Lower Specif i cation Limit ,LSL)为 5.119 in,规格上限(Upper Specif i cation Limit ,USL)为5.131 in。
进行一个成型试验,成型30个部件,并在所有30个部件上测量长度、宽度和高度3个尺寸:平均长度为5.125 in,平均宽度为5.130 in,平均高度为5.135 in。对于测量的30个部件,每个尺寸的偏差幅度为0.004 in。
如图1所示,所有部件的长度都在规格范围内,部件的宽度仅是其中一些在规格范围内,而部件的高度则全都超出了规格范围。每一种尺寸,其变化的幅度为0.004 in,因而总的可用公差为0.012 in。
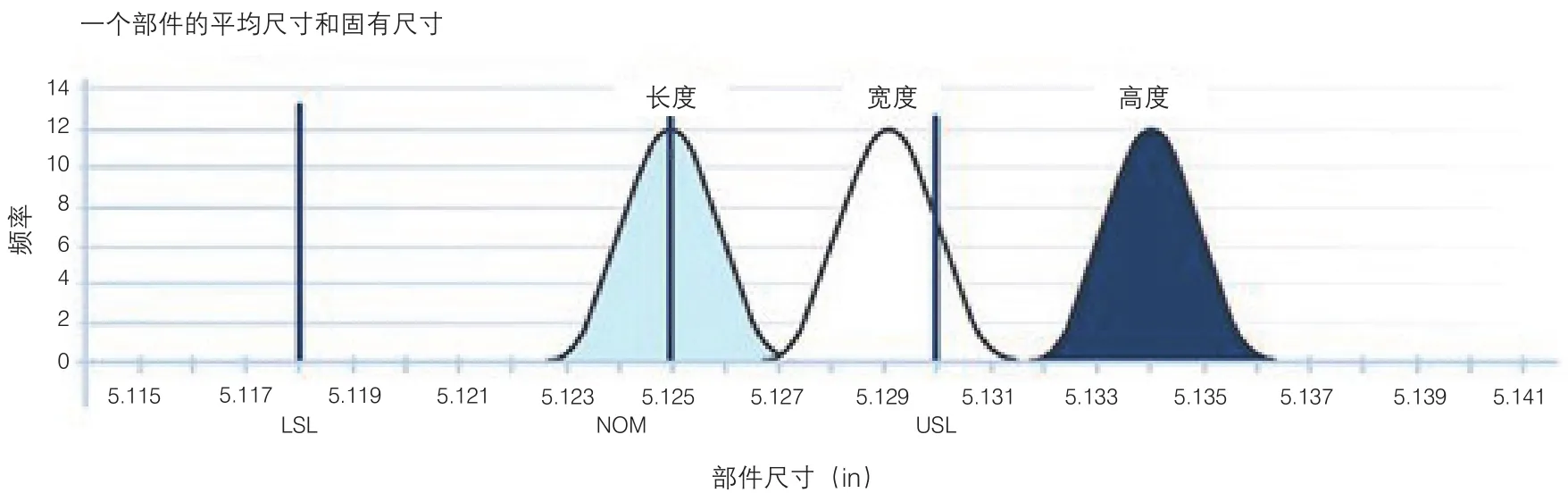
图1 这里,30个部件的长度都在规格范围内,而部件的宽度仅是其中一些是可接受的,部件的高度则全部超出了规格范围。每一种尺寸,其变化的幅度为0.004 in,因而总的可用公差为0.012 in
有4个术语是根据变化幅度、公差和成型合格部件的可能性来定义的。它们被称为工艺能力指数,即 Pp、Ppk、Cp和 Cpk。Pp和 Ppk与受限制的较小样本尺寸相关,例如初始试验成型的30个部件中的一个。二者无从参考,与特定的运行或试验有关。Cp和Cpk则与过程的长期预测性能有关。
如果部件的平均值以公称值为中心,则Pp和Cp代表了工艺过程产生合格部件的能力。如果30个部件的偏差小于可用的公差,并且如果这30个部件所有3个尺寸的平均值等于图纸上的公称值,那么这30个部件在其长度、宽度和高度上都是合格的。
在上述例子中,30个试样的偏差为0.004 in,而与之相比,可用公差为0.012 in。在这种情况下,所计算的Pp值对于所有的尺寸都是高的,其最好是1.33或更高。
Ppk和Cpk代表了工艺过程根据模具和过程的当前状态生产合格部件的能力。如果部件高度的平均值为5.135,且所有部件都超出了规格,则Ppk值非常小,因为虽然变化幅度是可接受的,但是整体幅度超出规范限制并且没有一个部件是合格的。该值最好是1.33或更高。在这种情况下,不需要采取减少偏差的措施,但工艺需要向中心靠齐。通过调整模具钢的尺寸和/或产品规格可以实现中心靠齐。
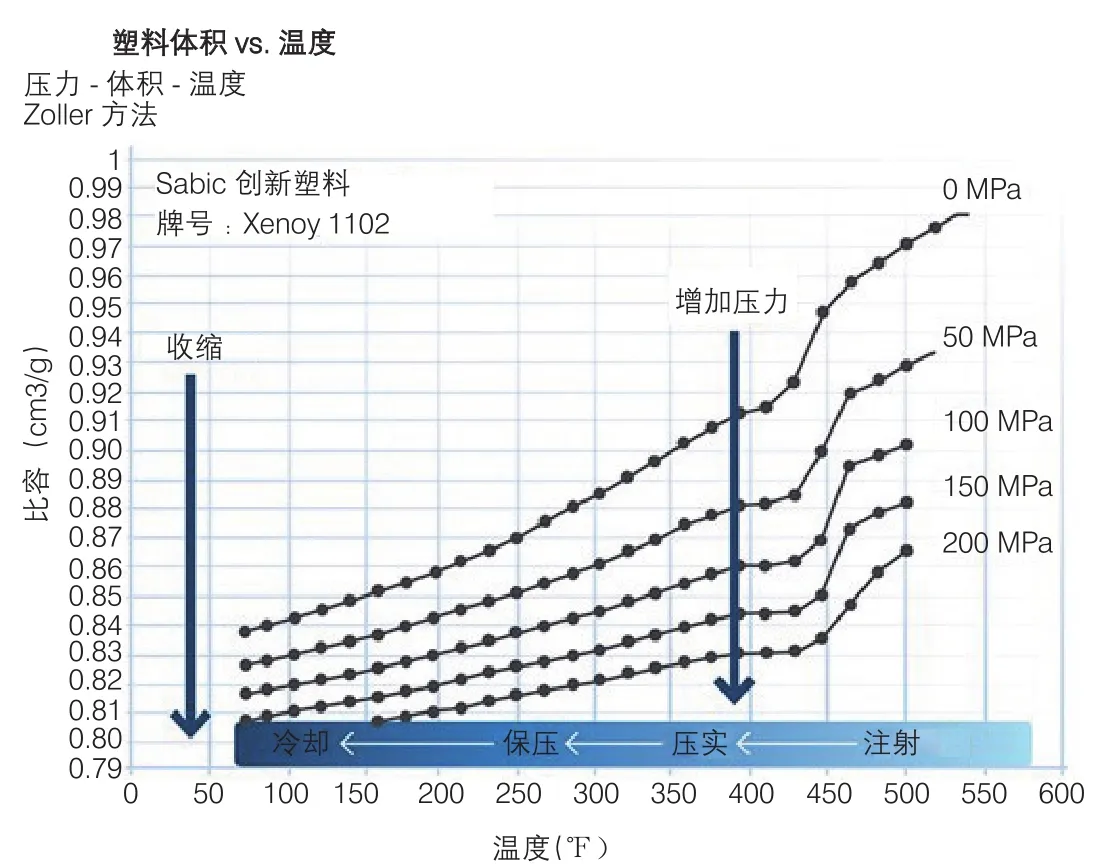
图2 收缩是体积的减少,它反映在PVT图中。收缩率决定了部件的最终尺寸
这里的前提是采用科学成型和实验设计(DOE)的技术开发稳健的加工过程。大多数关于工艺过程控制和质量的书籍都含有该主题的更多信息,包括公式。我的书《稳健工艺过程开发和科学成型》的第13章也载有这些信息。
理解PVT关系
图2显示了一幅典型的PVT图。X轴表示熔融温度,Y轴表示材料的比容(比容是体积与质量的比率(cm3/g)。它是比重(g/cm3)的倒数。在0 MPa的压力下,随着塑料温度的升高,比容增加。在任何给定的温度下,如果施加外部压力,熔体就会被压缩并且比容减小。比容与温度成正比,与压力间接成正比。
在注塑成型中,当熔体转化为产品时,会涉及这些因素的组合。熔体在螺杆前面被收集起来。由于堆积过程中的背压,熔体会有一些压缩。熔融塑料随后被以高压注入冷模具中。在此过程中,以及在塑料进入模具内部之后,熔体一直在冷却。随着熔体转变为最终模塑产品,熔体的压力、体积和温度都在不断地变化,PVT图中的最终曲线是图2中曲线的组合。收缩率表示体积的减少,并反映在PVT图中。
收缩率决定了部件的最终尺寸。工艺能力与不同注射之间的部件尺寸偏差有关,因此也与部件整体的尺寸偏差有关,例如在一个生产运行中。为了获得高的工艺能力值,材料的收缩在不同的注射之间必须是相同的,这反过来又要求不同注射之间在模具内重复所得的PVT图形。
在第二部分中,我们将讨论成型的五大核心要素中的每一个如何在工艺能力中发挥作用,包括:部件设计、塑料材料、模具设计和模具制造、成型机械和成型工艺。
