基于分布式数控机床管控系统设计与应用
2018-11-05沈荣成张秋菊李克修左文娟
沈荣成,张秋菊,李克修,左文娟
(1. 江南大学 机械工程学院,江苏 无锡 214122; 2. 江苏省食品先进制造装备与技术重点实验室,江苏 无锡 214122)
0 引言
随着计算机、通信和网络、软件技术的发展,数控系统正向智能化、网络化方向发展,数控机床作为制造系统的核心装备[1-3],其内部的复杂程度及智能化程度也在不断提高,而数控机床的加工精度、机床运行状态、机床耗能情况都需要一定指标进行反映,监控系统在一定程度上保证机床安全可靠地运行[4],尤其是当前数控机床高速、高精度、智能化的趋势[5],机床监控系统也要不断发展以满足数控机床的需求[6]。对于数控机床监控系统的研究,虽然已有一些成果,如第一代监测与诊断系统,以及后来的基于Internet的网络化远程监测及故障诊断系统[7]。然而随着数控机床水平的提升,也对监控系统提出更高的要求。如可扩展性、实时性、运行状态的在线监测等,监控系统也显得越来越重要[8-9]。另外,网络技术的发展为远程监测提供了可行性,可在远离机床的地点了解机床各部分状况,并对其状态进行分析,这是数控机床监控技术发展的又一重要方向[10]。目前,数控机床监控系统都处在对单一类型机床程序及各类数据管理的层面,难以支持机床运行数据的跨平台交换与操作。
针对以上问题,系统结合总线技术和组态技术的优点,应用RS485总线[11]、PLC和HMI组成底层采集监控系统,应用串口服务器实现PLC、数控系统与上层软件组成可跨平台的上层管控系统。这种分布式管控系统既能实现底层采集监控系统对不同类型数控机床的数控系统信息、PLM信息及运行变量的监控,又能实现上层管控系统实时对机床的监测和各类信息的分析、处理及保存。系统能实现预测维修、减少停机损失,提高生产效率,此系统充分利用了485总线、组态软件、OPC技术[12]及上位机软件技术的各自特点,实现优势互补,具有较大推广价值。
1 机床管控系统总体结构
监控系统监控内容主要有数控机床、底层采集终端与上位机监控系统。为了给经常需要更新的数据保留足够的带宽,所以监控系统的任务可以分为未激活组和激活组两类。未激活组指不经常读取的数据项,比如上位机在向数控机床或底层采集终端发出指令时,返回特定的结果,如读取机床的参数及数控机床的加工参数等[13]。激活组指的是经常需要读取的数据项,如实时地向数控机床发出读取各电机轴转速、电流、温度等指令[14],并实时绘制相应曲线和生成图标等。这些数据通过友好的人机界面反馈给用户。
1.1 系统构成及特点
根据管控系统的监控要求,系统整体结构如图1所示。
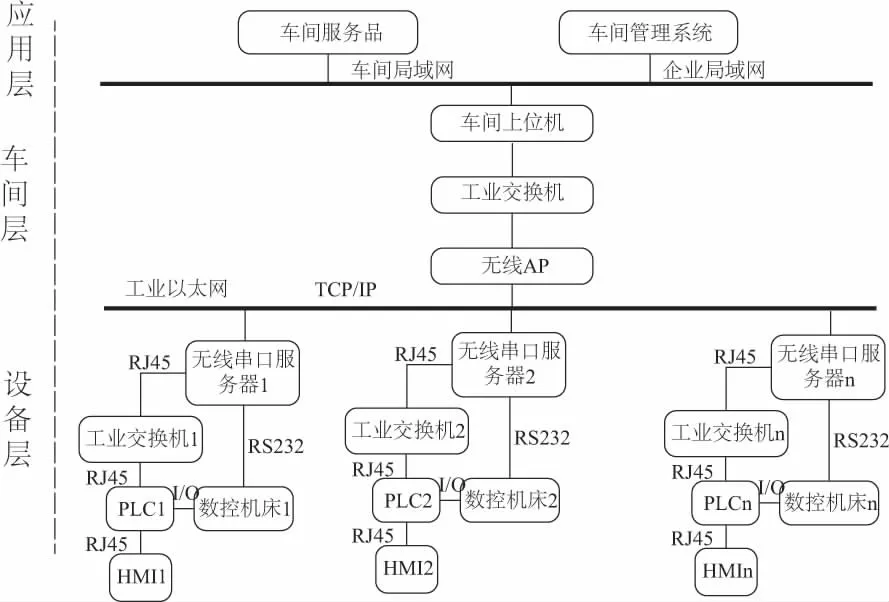
图1 机床管控系统结构
该系统具有分布式数据采集及计算机管控系统,其硬件系统由以下几部分组成:
1)上位机服务器
具有较高可靠性和集成装置的PC机,装有Windows XP以上系统,支持Microsoft .NET framework 4以上框架。
2)无线AP
MOXA AWK3121这款无线AP支持长距离数据传输,能够在宽温度环境下工作,适用于任何苛刻的工业环境。
3)无线串口服务器
AWK1127 WLAN客户端是适用于有线无线布线方案,可将任何具有以太网功能或者RS-232/422/485口的设备转换为无线联网设备。串口服务器能与不同数控系统进行串口通讯,并将串口信号转换成以太网信号传输到上位机,实现与数控系统的交互。与底层采集控制器Siemens PLC实现以太网连接,通过OPC技术,实现采集终端与上位机管控系统的通讯。
4)Siemens S7-200 Smart PLC
此款PLC本体配有以太网口,集成强大的以太网通信功能,可通过此接口与其他CPU模块、触摸屏、计算机组网。具有专用PC Access Smart OPC 功能,满足系统全方位需求。本系统选用SR30 CPU、扩展SMB0(RS-232/485)通讯模块、AE08(8路模拟量输入)模块。
5)下层监控显示设备——HMI
SmartLine1000 IE经济实用具有高性价比,与Smart PLC组成完美的自动化控制与人机交互平台,10″大屏操作界面,方便车间层的实时监视。
6)外围设备
包括3轴电流传感器、1轴电流传感器、接触式温度传感器及其他辅助设备。
1.2 底层采集监控系统的设计与组态
底层采集系统即为整个管控系统的设备层。采集器的整体电气原理图如图2所示。
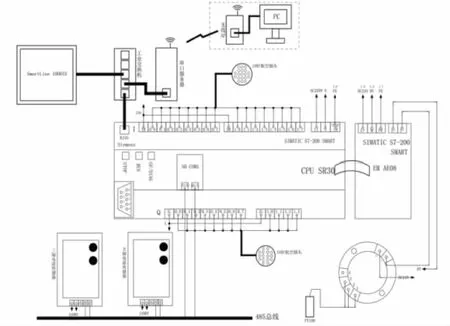
图2 采集终端电气原理图
系统中涉及到2种电流传感器,1路温度传感器,首先将2种电流传感器通过PLC上的通讯模块应用Modbus RTU通讯协议与PLC通讯。串口通讯参数为波特率9 600,数据位8位,停止位1位,无奇偶校验。
由于RS485为半双工模式,所以PLC对2个传感器采用轮询模式,用通讯成功位触发下一查询,这样编程实时性好,可靠性高。程序段12是对采集的数据进行数据处理,具体计算方法如式(1)。
(1)
其中:I为设备PLC读取的电流数据(双字节,高位在前,最高位为符号位),A为传感器的电流量程(其中1路电流传感器量程15A,3路电流传感器量程5A)。此传感器测出的电流精度可达0.2%。
温度传感器模拟量的组态,系统中选用的贴片型温度传感器,便于安装与更好地测出最真实的温度。温度传感器选择三线制PT100测温度法,此方法可以较好地消除引线电阻的影响,其测量原理图如图3所示。
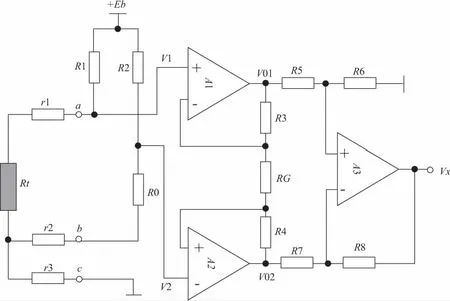
图3 双臂电桥三线制电阻测量
图3中Rt为热电阻;R0为温度t=0℃时热电阻Rt的阻值;R1=R2=R总为分压电阻;r1=r2=r3=r总为导线电阻;Eb=24V为外部电源;Vx为输出电压;运算放大电路放大倍数为Ad;△Rt=Rt-R0;在R总>>R0,R总>>Rt,R总>>r的前提下, 推导出式(2)。
(2)
三线制测温保证3根导线电阻相等,引线电阻仅影响满度值,不影响零点,当R总足够大时,引线电阻对测量结果的影响可忽略。
本传感器输出信号为4~20mA,PLC模拟量的电流输入范围为0~20mA,所以根据对应关系,温度的计算如式(3)所示。
(3)
其中:C为实际测出温度值;AIW16为PLC采样值;M为传感器最大测量值。
底层采集监控端HMI组态,该HMI提供了按钮、实时曲线、历时曲线、报警窗口、动画制作等复杂的应用对象。在建立与PLC的连接之后,需要对变量进行定义,指定名称、连接、数据类型、地址、采集周期等。每对画面中的构建组态定义,即为将画面图形中的对象与变量一一建立联系。在HMI的实时运行环境中,通过使用图片优化界面,达到友好的人机交互界面。
根据管控系统底层采集端的实际要求,设计的软件将实现以曲线的形式反映机床四轴电流与时间的关系,主轴电流与转速关系,及加工时温度与时间关系,以表格的形式反映报警历史记录和用户登录记录,实时显示机床参数和与当前运行程序相关的属性等。
1.3 上层管控系统的结构与设计
上层管控系统由NET平台下的C#语言WPF框架搭建,具有良好的视觉体验。WPF是一个与分辨率无关并且基于向量的呈现引擎,有强大的图形呈现优势,结合MVVM框架,能够更好的应用WPF的数据绑定特性,能做到界面开发与业务逻辑分开,使系统功能模块化,提高代码的重用率。应用Microsoft SQL Server2008数据库储存系统各类数据。
上层管控软件系统功能图如图4所示。
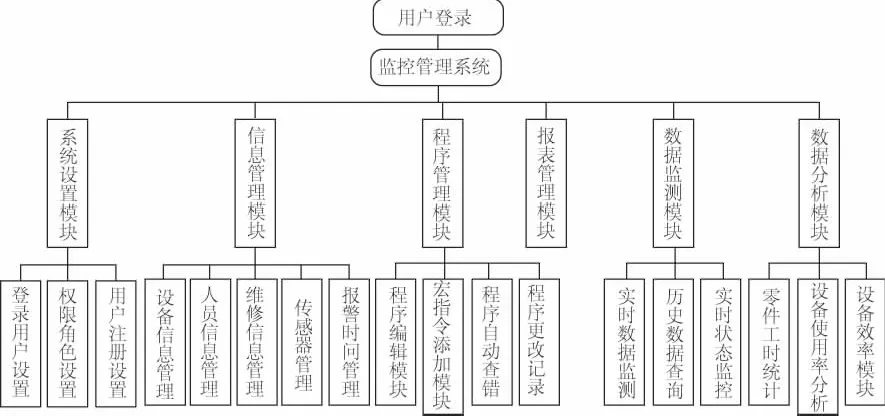
图4 管控系统软件功能图
由图4可以看出上位机软件提供了丰富的功能,在数据显示方面以图形化、曲线化直观地表现系统中的数据及实时表现当前系统的运行状态。系统中,所有的变量按照不同的控制要求,以数据表的形式储存在数据库中,通过C#语言对数据库中数据实现增、删、改、查、更新等操作,方便快捷,并且可以保存海量的系统数据。
系统的主监控窗口如图5所示,根据系统的控制要求,监控机床的实时运行状态,监控机床的实时运行数据,可以实时显示故障报警画面、查询历史数据,并设置报警上下限值;统计机床的故障状况、能耗情况、设备的综合使用效率及刀具寿命统计等;可生成系统的实时报表及历史报表,支持导出Excel,txt等格式,支持在线打印功能;管控系统还集成DNC功能,可在线编辑数控程序,可自动添加宏指令,通过RS232串口实现与数控系统通讯,支持程序的上传下达的功能。
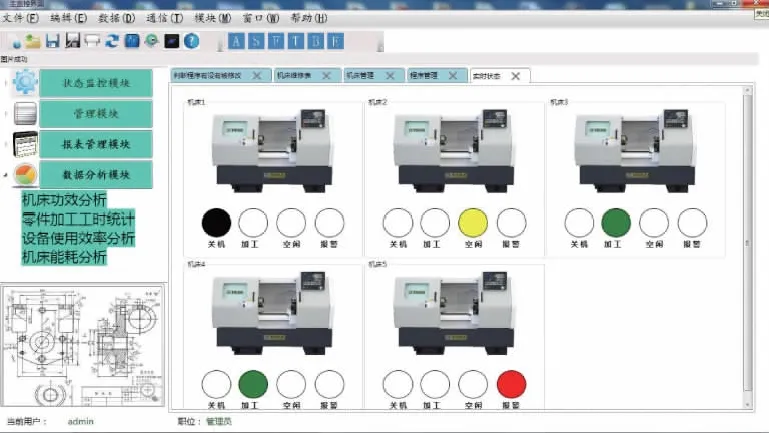
图5 分布式管控系统主界面
2 管控系统实时监测
系统中底层采集终端通过PLC采集I/O信号和将外部电流传感器、温度传感器等数据传递给底层HMI监控端,上位机实时下达控制指令也传送至HMI设备。底层监控端通过提取实时数据库中电流传感器及温度传感器寄存器的值,对机床实时监测并实时绘制其趋势曲线。应用用户对象控件和趋势曲线控件,针对不同的对象进行组态,可实现对电流、转速、温度和用户登录的历史记录查询,并可以根据上位机监测数据进行对比。
上位机监控端,通过MOXA无线串口服务器与无线AP 的组态,实现无线监控,最多可支持扩展255个下位机对象。上位机监测系统实时监测机床外部信号及数控系统的内部信号,并通过WPF框架下丰富的功能控件组态。系统将实时对管控系统中的用户登录表、程序管理表、机床管理表、机床维修表、零件加工工时统计表、机床功效分析图、设备使用效率分析图、机床功效分析图、各传感器历史变化趋势图等统计结果进行更新并以直观、形象的方式呈现在监控窗口中。
系统启动时,首先需要用户登录,根据登录用户所属类型,系统将依据权限进行功能限制,然后进行相应的通讯的配置,参数的设置等。具体管控系统的工作流程如图6所示。
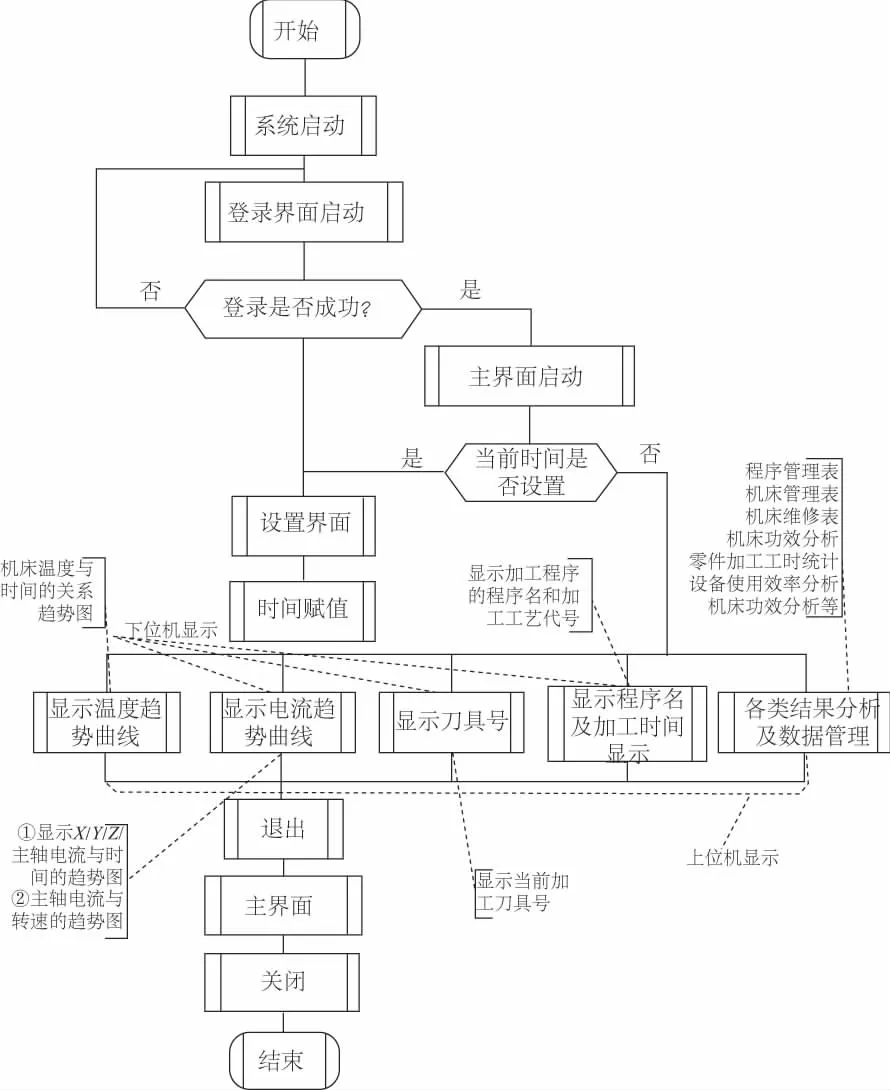
图6 工作流程
2.1 实现方法
系统监控的对象为5台数控机床,下面介绍1台数控机床的监控实现方法。采集的数据分别来自数控系统和底层采集器及机床的I/O接口。根据监测要求,对机床的监测点见表1。
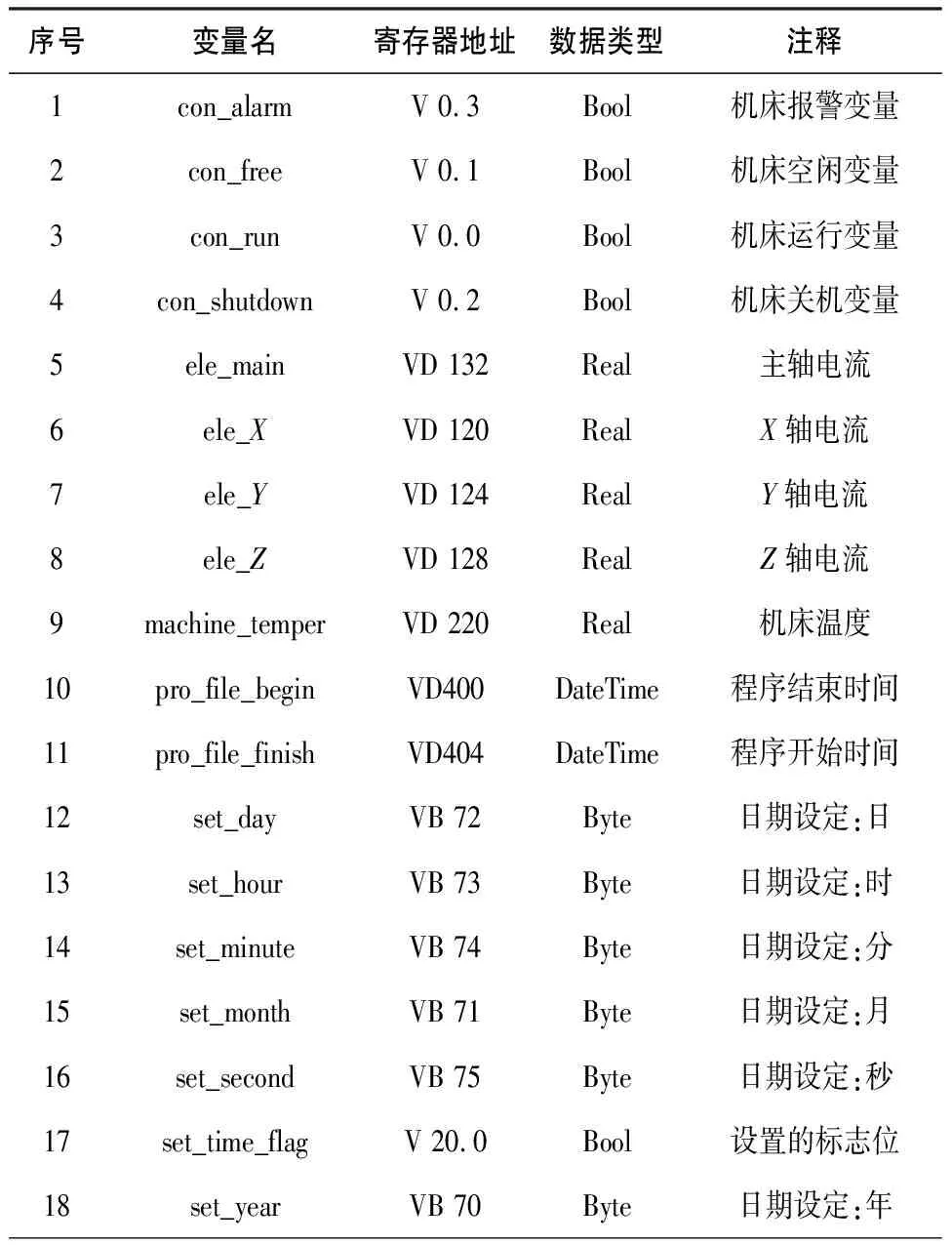
表1 测点统计表
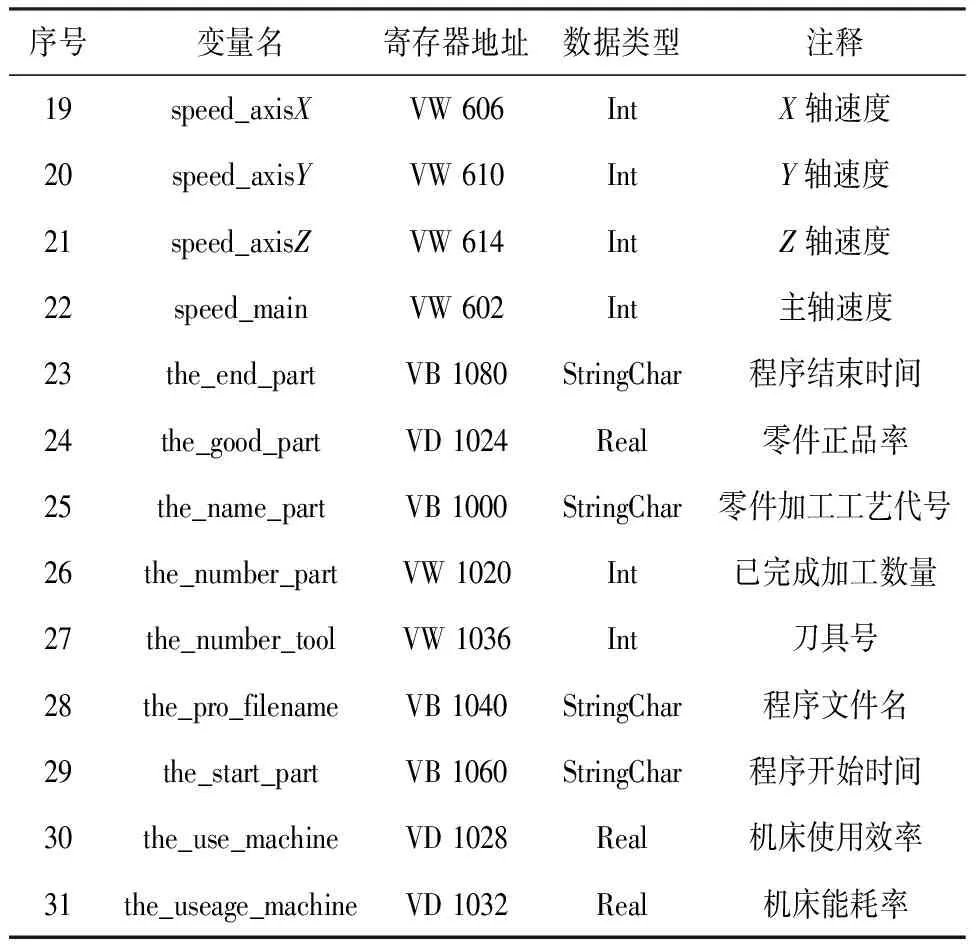
续表1
上位机管控系统充分考虑人机交互,系统中的柱状图、饼状图、折线图通过使用Visifire.Charts.dll实时获取数据库中的信息并以3D动画的形式绘制图形。上位机读取西门子PLC中的数据,使用西门子官方发布的PC Access Smart OPC完美兼容Smart PLC,保证数据读取的实时性与精确度。在SQL2008数据库中对系统中所使用的数据库i_DNC_Database进行安全设置,添加了用户识别与鉴定、数据加密和储存备份,最大限度保证系统的安全性、可靠性与稳定性。
2.2 监测结果
如图7所示,在该实验平台下,正常启动数控机床、底层采集端及上位机软件,在系统启动、登录完毕后,工程师无需打开与西门子相关及无线模块软件,通过以太网及串口进行通讯,输入PLC的IP地址及映射好的COM口号,建立好连接后,分布式系统将自动对数控系统及相应传感器进行监测,采集的数据将实时反映在底层监控端和上层监测端。

图7 下位采集终端实验平台
在本管控系统中,集成了较多的图表控件,工作人员可以通过软件操作实时观察当前系统的运行状态,也可以通过条件筛选出符合查看要求的历史数据曲线,进行综合分析比较。如图8所示,显示了4路电流传感器的实时趋势曲线图,并且显示上位机对机床各方面数据分析的结果和温度实时变化曲线与主轴实时转速曲线。
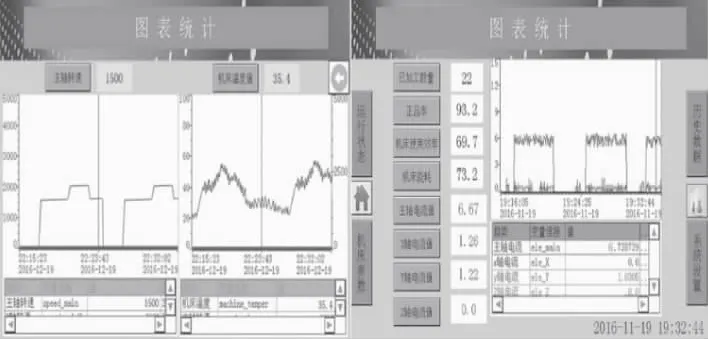
图8 采集终端人机交互界面数据显示
上位机通过实时刷新记录在数据库中的数据,实时更新各统计表中的数据信息及相应曲线。如图9所示,柱状图是对机床工作时间、能耗与总开机时间和能耗数据的分析,得到11月份和12月份机床综合使用效率。折线图是对一段时间内主轴速度与温度值的描述图,通过对数据库中上万个采集点的分析,得出主轴转速与温度的关系。为了满足海量数据的描绘,可双击折线图进行放大,观察每一个时刻的实时值。
分布式机床管控系统通过对底层采集端的合理配置与上位机软件的合理设计,可以实时、准确地反映系统的运行状况。系统通过对大数据的分析,当机床出现不合理参数时,可给出相应原因,便于工程师维护与使用以及管理者优化管理方案。
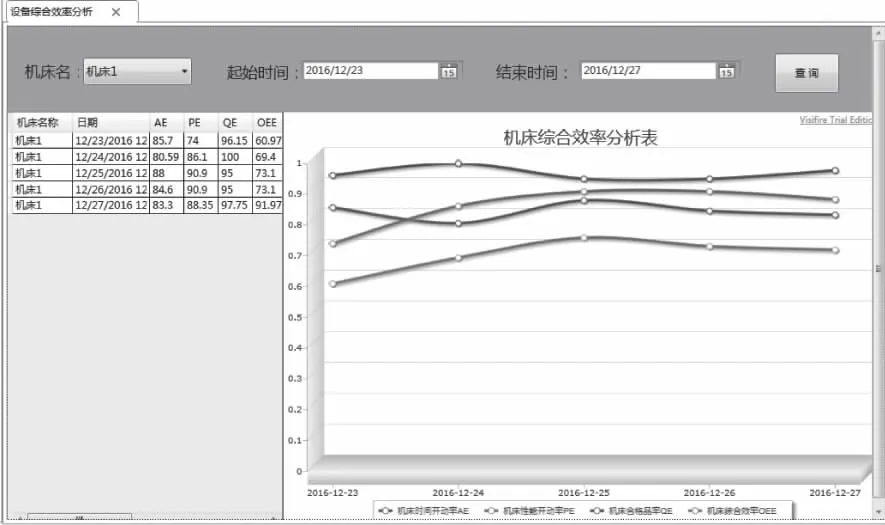
图9 上位机数据分析表
3 结语
该系统设计是运用先进的计算机软件和多种通讯技术的产物,各部分以模拟量和通讯的方式建立联系,简化了控制器的硬件设计,提高了控制器的可靠性,降低了设计成本,扩大了适用范围。各组成部分在功能上相对独立,易于控制器的组成和扩展,具有良好的应用前景。
该分布式管控系统具有以下优势:
1) 使用PLC技术,保证系统具有极高的可靠性与抗干扰能力;
2) 具有灵活的I/O扩展功能和强大的通讯功能;
3) 可以缩短系统的开发周期,方便快捷;
4) 具备强大的数据处理能力、完善的系统管理方案及数控程序编写方案;
5) 系统具有自我识别、自动调节的功能,具备完善的报警机制。
数控机床管控系统对于提高机床的使用效率、优化管理方案具有重要作用。目前该管控系统是客户端软件,需要安装其他一些专业软件才能对系统监控,希望以后开发一套基于B/S模型的系统,将客户端与网页端结合,可以更好地满足工业要求。
