汽车刹车软管切断设备的设计
2018-10-22宋佳王彦峰张俊华张长法
宋佳,王彦峰,张俊华,张长法
(1.烟台大学机电汽车工程学院,山东 烟台 264005;2 烟台杰瑞石油装备技术有限公司,山东 烟台 264003)
前言
汽车制动软管(俗称刹车管),是使用在汽车制动系统中的零部件,是汽车制动软管总车重要的组成部分。其主要作用是在汽车制动中传递制动介质,保证制动力传递到汽车制动蹄或制动钳产生制动力,从而使制动随时有效。当前社会需求的急剧进步对工业生产的自动化要求越来越高。为了达到高效率,高精度的生产水平,企业必须不断研究提高生产线设备的工艺。软管切断机是企业生产中的关键设备,传统手工切断机速度慢、精度差,已经成为生产中的瓶颈。本文介绍的汽车软管切断设备正是用于汽车刹车软管自动标线切断。该机综合应用了计算机技术、电与气压驱动和机械设计的最新成就,是一台典型的机电一体化设备。如图1所示:
设备对切断功能有如下要求:能够满足不同长度制动软管的切断,切断长度精度达到+-0.5mm,截断面与软管轴线垂直度±0.2mm,切断面光滑整齐。
设备对标线功能的要求:标线长度 >1/4圆周;标线宽度1.5mm±0.5mm;白色标线到截断面尺寸 A 的数值 15mm~20mm ±0.5;标线清晰。

图1
1 工作原理
图2为切割机工作原理示意图。此设计通过伺服动力导轮与压紧从动轮的结合,巧妙的解决了进给的难题,动力导轮通过摩擦力带动软管进行进给,从动轮配合动力轮对软管进行周向定位,如图2所示。之后,软管进入切割系统,由气缸作为动力使带刀的刀架进行往复运动,对软管进行切割。同时,由另一气缸作为动力的标记系统进行行程不同、轨道相同的两次运动,目的分别是蘸料、标记。
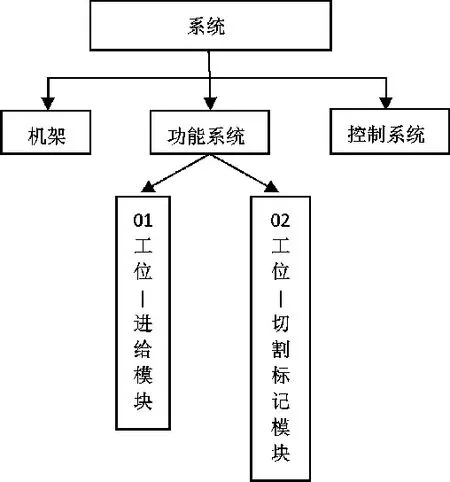
图2 总体结构框架
2 机械结构
机械部分是实现工作原理的执行元件,由送料模块,标线切断模块组成。
2.1 送料模块(图3)
在送料系统,利用伺服电机带动两个导轮,解决进给精度的问题。其中上方导轮用于约束软管,下方导轮用于带动软管进行进给,同步带用于伺服电机与导轮之间的传动,张紧轮用于防止同步带松动,气缸用于上方的压紧导轮受控制系统控制,实现胶管的高精度进给,如图三所示。该模块通过四个导轮完成整个进给过程。伺服电机通过连轴器带动转轴,转轴带动同步带,同步带带动两个齿轮,两个齿轮通过轴带动另一方的导轮,通过摩擦带动软管进给。气缸受控制系统控制往前推出,通过杠杆原理将上方的导轮对胶管进行压紧。从而完成对胶管的周向定位。
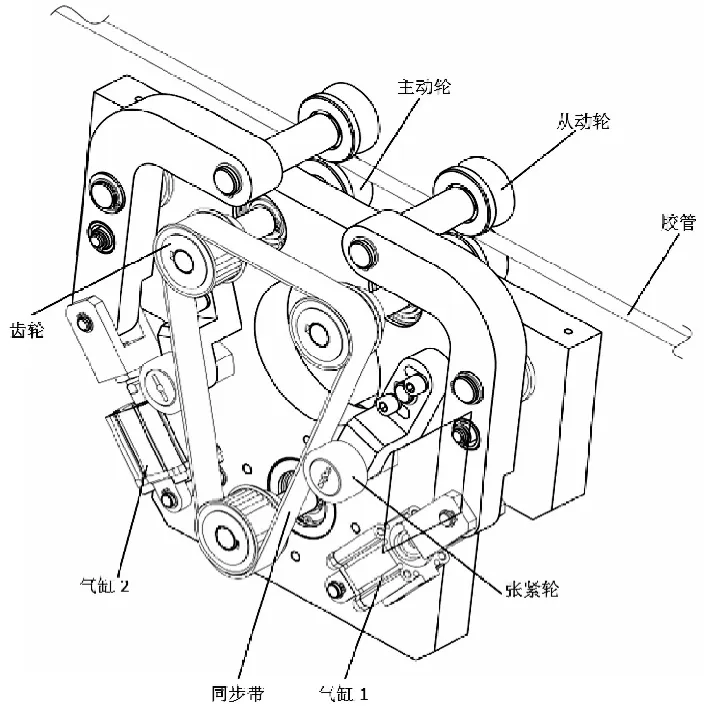
图3
2.2 标线切断模块
标线切断模块是继送料模块之后,实现软管的切割及标记。切割系统由气缸03、气缸04、颜料盒、导轨以及托板等组成(如图4所示)。标记模块设计关键在于在一个总动作循环中,要完成两次行程不同,轨道相同的动作。采用两个限位柱结构,即可完成理想工作状态。该模块由三个限位柱组成。在气缸作用下,当刀架前移时,标记系统下落,碰到较高的限位柱停止运动,恰好停在刀架上方的染料盒中蘸料。当刀架后移时,标记系统下落,碰到较低的限位柱,接触胶管,并将染料涂抹在胶管上,实现两次行程不同,轨道相同的动作。由于软管断口和标线的位置比较近,并且两个模块之间的关联较大,所以将两个模块进行组合,形成切断标线模块,将标线模块的蘸料盒与切断模块的刀架结合在一起,该结构能够同时完成切断和标线两种功能。
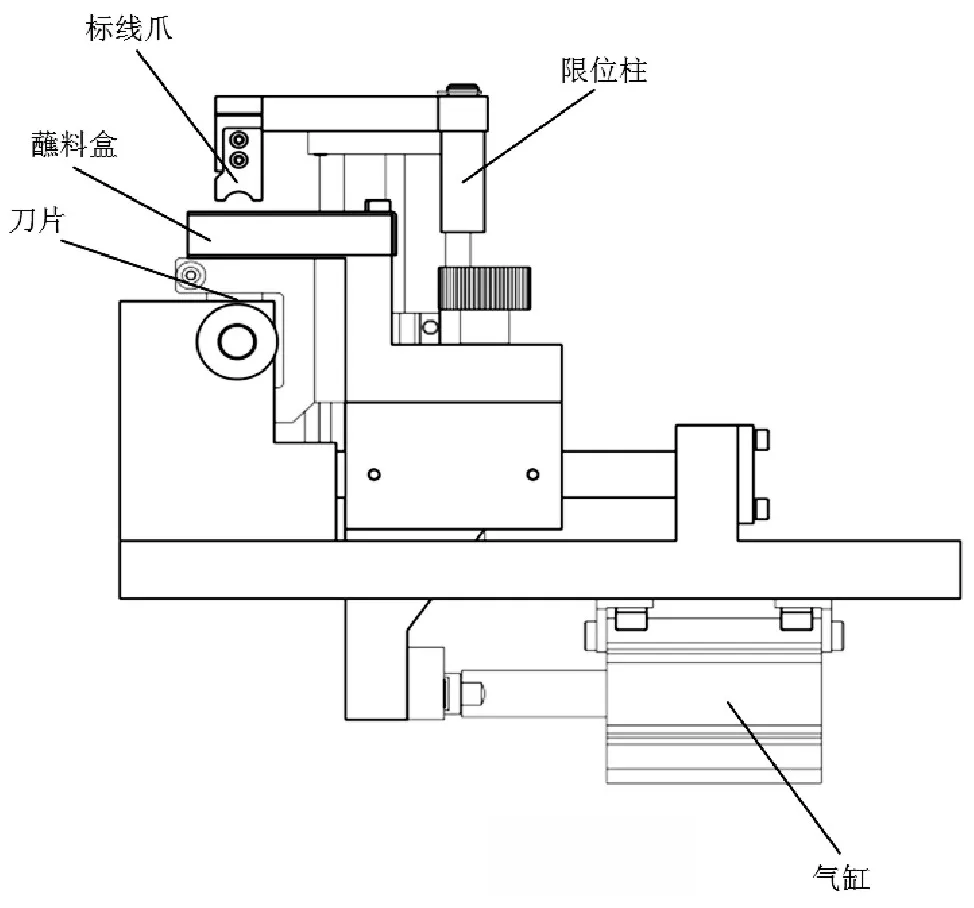
图4
3 驱动系统
3.1 气动系统
气压传动是以空气压缩机为动力源,以压缩气为工作介质进行能量传递或信号传递过程的技术。根据气压发生装置、执行元件、控制元件来实现设计的执行控制系统。压力方面采用逐量增减法来实现压力调试,调试出最适合生产压力的控制范围。气动原理分析如下:三联体主要从气源进入三联体后,通过调节和过滤使气压达到所需的压力同 时稳定压力。T型接管主要分开气体,提供气枪和气缸用气。T型连接头可以同时提供切管气缸和标记气缸的用气。电磁阀主要配合电路来实现预期的控制气缸切管,保证到控制的精度和灵活 性,三位五通电磁阀在控制系统的不同位置都发挥着作用。限滤器为切断管材气缸的限滤器,主要用来调节气压和限制压力,避免过大而影响气缸运作。气缸为切断管材气缸,主要根据电磁阀配合电路来实现气缸通气,让气缸启动进行切断 管材。标记气缸为标记管材气缸,主要根据电磁阀配合电路来实现气缸通气, 让气缸启动来进行标记管材。
3.2 电动机驱动部分
利用伺服电机带动两个导轮,解决进给精度的问题。其中上方导轮用于约束软管, 下方导轮用于带动胶软管进行进给,同步带用于伺服电机与导轮之间的传动,张紧轮用于防止同步带松动,气缸用于上方的压紧导轮受控制系统控制,实现软管的高精度进给。
4 控制系统
本机采用PLC控制,由于本文设备采用了切断位置固定的方式,所以软管切断长度的控制方式主要通过控制软管原料的进给来控制。使用PLC控制伺服电机的速度使伺服电机的速度和检测器的速度一致,当进给模块检测到软管原料进给的长度达到预定设置的切断长度时,控制系统停止上料,执行标记切断,自动操作方式主要由启动信号开始—标记气缸前进标记—标记气缸后退—切割气缸前进切割—切割气缸后退等五个动作完成一个自动程序动作。同时对切下的软管数量自动计数。
5 结束语
本文提出了利用伺服电机带动同步带和导轮进给,从动导轮进行提高精度,三个导向导轮进一步提高精度,解决了人工切割的精度、效率、合格率的问题;切割系统与标记系统的交叉动作的工作方式,可大大减少工作时间,且有利于空间结构的分布。实现了高效率、低成本的高精度软切割,为今后机器代替人力资源作为新型生产力提供了一个崭新的案例。
