液冷冷板流道洁净度控制技术研究*
2018-10-13申志刚
申志刚
(南京电子技术研究所, 江苏 南京 210039)
引 言
现代电子设备集成度高,热流密度大,液冷是目前普遍采用的一种系统级冷却方式。液冷系统大量采用冷板结构,冷板上安装的各类电子模块产生的热量通过接触传导方式传递到冷板[1],液态冷却介质(防冻液)在冷板内部流道中循环流动,将热量导出[2]。
各种类型冷板、液冷机壳和液冷机箱等冷却构件,由于其内部流道排布密集、结构复杂[3-4],一旦发生内部杂质污染,清洗清除难度极大[5]。同时为提升现代电子设备的装拆、维护便利性,冷却系统大量使用高精度连接器,杂质污染极易引发连接器泄漏失效。这些均对液冷系统内部洁净度提出了非常高的要求。
液冷冷板制造工艺已很成熟,但在流道防护、清洗、洁净度检测等环节均存在一些亟待解决的问题。例如,在冷板类构件的加工制造过程中,油污、切削冷却液、机加工切屑等异物极易进入流道,其中流道口螺纹攻丝操作的切削加工部位就在流道口,其防护困难,切屑进入后也较难清除。
针对液冷冷板制造过程中的污染物控制难题,对制造过程中防护、清洗、洁净度检测技术进行研究,以期对液冷系统的洁净度形成有效控制,全面提升液冷系统的密封性和运行可靠性。
1 冷板加工过程流道防护技术
典型的冷板结构如图1所示,包含内部流道和冷却接口结构,其加工制造过程包括焊接、机加工和表面处理等。

图1 典型电子设备用液冷冷板
冷板在焊接完成后形成封闭性流道,且流道构造一般为非直线结构,存在冲洗盲区。冷板焊接后机加工过程需使用大量切削冷却液对刀具、工件进行冷却,同时产生大量的金属切屑。此工序环节极易引入冷却液、切屑等污染物,切屑进入后难以彻底清除干净,是流道污染的高危工序环节。针对此问题,在加工过程提前进行有效防护,防止切屑、切削液进入流道,避免后续大量的反复清洗和内部检测确认工作以及清除不彻底导致的安全隐患。
基于不同的冷板流道接口结构类型进行防护工装设计。标准圆锥管螺纹结构是应用最为广泛的典型冷板流道接口结构,如图2(a)所示。对于此类冷板,由于圆锥管螺纹本身具有密封功能,在攻丝完成后的冷板精加工过程中,防护工装可以使用冷板本身的管螺纹进行封堵,只需使用匹配的螺纹堵头,如图2(b)所示。
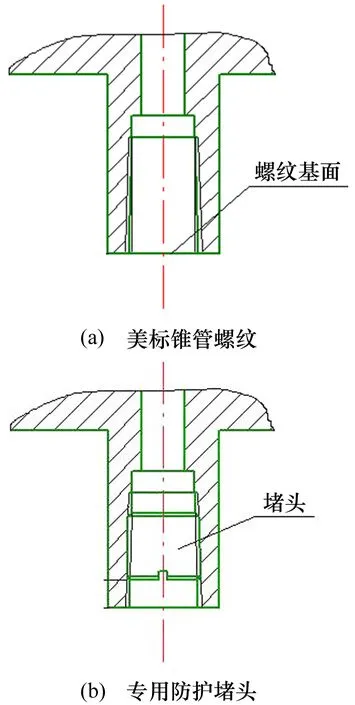
图2 典型螺纹类流道接口结构和防护堵头工装示意图
针对此类冷板设计使用了不同类型、规格的堵头工装。对于螺纹攻丝完成后的焊后精加工过程,利用NPT螺纹本身的密封性进行流道防护。而对于流道口的螺纹攻丝操作,由于必须让开丝锥的操作空间,可设计使用薄片式防护工装,卡入流道口底部。在攻丝完成后,先清理干净口部切屑,再取出薄片工装。为方便后续工装取出,防护工装上需冲出自闭合十字槽。
对于其他非螺纹结构接口形式的冷板,由于盲插式冷却接头的应用对冷板接口的位置精度、尺寸精度要求更高,可根据冷板接口部位台阶底孔的具体结构尺寸设计制作防护工装。设计工装时需注意冷板的加工余量要求,避免与加工刀具的干涉。为方便工装取出,需在工装上设置取出螺纹或槽口等结构形式。设计冷板时,需提前考虑流道口的防护,采取预留工艺螺纹孔等形式,方便防护工装的实施。无法进行防护的冷板流道口结构形式应尽量避免使用。
为避免损伤冷板结构本身,防护工装的材料一般采用软质金属或聚四氟乙烯等非金属材料制作。由于该工装在使用过程中易损耗,且结构形式多样,因此防护工装可进行分类合并,采用通用化和系列化(图3)的设计,以降低成本。

图3 系列化防护工装实物
2 冷板流道高效清洗技术
冷板等液冷件在制造过程中如果防护不当易受到污染,如冷板机加工过程中的金属切屑、油污、切削冷却液等污染。同时冷板制件的周转过程也极易造成异物进入。因此针对冷板内部流道的清洗就成为消除流道污染、提升流道洁净度的必要措施。本文针对上述污染问题,研究了高效无腐蚀清洗技术,主要包括清洗剂的选择、专用高效清洗设备的配备和清洗方式及流程的优化等方面。
清洗剂的优选主要考虑清洗剂对冷板的铝合金基体材料不具腐蚀性或只有轻微腐蚀性,同时又要对油污、切削液等溶液有高效的清除作用。最终选择了某型号铝合金专用清洗剂,与洁净的去离子水按照一定的配比混合后使用。设计开发了专用的带自加热功能的冷板清洗设备,具备自循环清洗和开放式冲洗2种清洗模式。清洗流程的优化主要涉及清洗工序在冷板制造全流程中的合理设置以及各清洗工序不同清洗方式的选择。
对于微通道冷板,其内部流道结构更加细微和复杂,清洗难度更大。为此开展了超声清洗技术研究,考察该清洗方法对油污、冷却液、酸碱液等各类污染物的清除能力。同时进行试验研究,并在实际制造过程中小批量试用。
3 液冷件内部洁净度检测技术
液冷冷板的制造工序流程长,污染引入环节多,且污染物种类复杂,致使化学检测手段面对的对象过多,检测项目复杂,且缺乏综合性定量评估指标。而且化学检测项目多需依托外部专业实验室进行,生产现场实施存在困难,需要探索简单易行的污染物检测指标、方法和设备,以满足实际生产需求。目前对于清洗过的冷板构件,一般通过目测观察清洗过的溶液的洁净程度来做定性判断,清洗效果无评断依据。
本研究以简单、易行、可量化为主要原则进行设计,综合使用化学、物理检测方法,并辅以定性检测,形成液冷系统的检测方法和洁净度的检测流程和评价体系。
3.1 洁净度检测方法
对于切屑等固体颗粒型异物,主要使用物理检测方法。对于一般的冷板构件可采用压缩空气吹气法,用洁净压缩空气反复吹冷板流道,看是否有固体颗粒出来,是否有打手感;而对于弯曲型流道结构,难以直观检测的,可以用内窥镜检测法,用专用的内窥镜设备进行目视辅助直观检测;对于微通道冷板等内部具有微细结构或内部结构复杂的冷板件,可以使用X光探测等无损检测方法来观察流道内部的异物残留情况。
对于化学液体残留物,可针对具体污染物分析其化学成分,选择易检测成分做量化检测,综合使用物理、化学检测方法。例如,对于油脂类残留,可抽取冷板件,往其流道内注入洁净水,倒出后观察浮油残留;或用有机溶剂法,往其流道内注入丙酮等有机溶剂,静置一段时间后,倒出溶液,用洁净滤纸过滤倒出的有机溶液,观察是否有油脂残留。对于离子类残留的检测,可应用电导测试法。对清洗后的溶液进行电导测试,电导率增加值小于某一阈值为合格,阈值需根据实际情况确定。
3.2 洁净度检测流程
综合使用上述检测方法,形成对液冷件流道内部洁净度的检测流程,如图4所示。

图4 液冷件内部洁净度检测流程
4 实施效果验证
使用冷板试样,加装防护工装后在数控加工中心上进行铣削加工,加工部位包括外形及流道口。加工过程开切削液,过程持续30 min。机加工完成后进行后续的表面处理、装配等制造工序流程,最终对冷板内部的洁净度进行全面检测。
试验结果表明,机加工过程防护工装密封性良好,可满足防止机加工过程切屑、切削冷却液进入的防护要求。最终检测结果显示,冷板内部无超出设计要求的微小固体颗粒、油污和化学溶液残留,洁净度满足使用要求。
此冷板流道控制技术可应用于电子设备研制过程中各类冷板构件的加工制造过程,包括液冷机壳、液冷机箱等冷却构件。机加工防护工装可以作为过程周转防护工装,延伸应用至机加工后的制造全过程,以有效防止周转、工序暂存等环节的流道异物污染。而清洗技术也可延伸至系统流通后的整体清洗,其应用全面提升了冷板流道乃至整体液冷系统的洁净度水平。洁净度检测方法的组合应用既方便操作,简化了检测流程,又具有针对性,可有效把控加工过程质量风险。
从工程应用效果看,该洁净度控制技术的实施,可全面提升冷板类构件内部流道洁净度控制水平,降低冷板内部由机加工金属切屑造成的泄漏故障,避免由流道异物污染造成的返工经济成本和计划延迟损失。
5 结束语
研究液冷冷板的防护、清洗和洁净度检测技术对提升电子设备整体可靠性、降低故障率意义重大。液冷冷板洁净度控制技术的实施面对诸多挑战。液冷冷板间循环连通,易交叉感染,洁净度控制难度大;冷板件结构复杂,制造工艺流程长,污染发生契机均为细小的大意或失误;鉴于冷板流道的复杂性,一旦污染,清洗无法根除,会留有隐患,失控后果严重。
因此,在科研生产实践中,要进行全流程防控。在此基础上,针对具体构件和工艺过程提出污染控制措施,这样才能有效控制冷板流道内部的污染。
