碎牛皮生产狗咬胶的 两种成型工艺比较
2018-09-22牛付阁李萌雅潘伟春张秀真杨建生励建荣
牛付阁,李萌雅,潘伟春,*,张秀真,杨建生,励建荣,徐 炼
(1.浙江工商大学食品与生物工程学院,浙江杭州 310018; 2.渤海大学化学化工与食品安全学院,辽宁省食品安全重点实验室,辽宁锦州 121013; 3.浙江省常山迈峰宠物用品有限公司,浙江衢州 324200)
传统的狗咬胶主要以牛二层皮或猪皮为主要原料,经化学漂洗、手工压制/机械模压成型、烘干而成,即所谓的模压成型工艺(简称压制工艺)[2]。咀嚼狗咬胶能帮助犬类稳固牙齿、清洁口腔,并解决长牙阶段牙床发痒等问题。牛皮经过化学处理后,不仅可提高狗对其蛋白质的消化率,且韧性和弹性都得到提高,使得狗咬胶产品的耐嚼性延长,符合宠物对磨牙的需求。然而狗咬胶制作过程中有大量的边角料生成,除了少部分以填充料的形式得以利用,其余均废置。且牛皮主要依赖进口来满足国内的需求,受国际贸易波动、卫生安全、环保政策等影响,牛皮的进口量和价格起伏很大,这进一步加大了狗咬胶的生产成本。同时,以手工制作为主的传统狗咬胶制作工艺存在两大隐患:产品品质的稳定性和劳动力供给。因此,这种传统的狗咬胶生产工艺具有成本高、环境污染等诸多问题。为在激烈的市场竞争中站稳脚跟,改进优化生产工艺是狗咬胶生产企业唯一的选择。
集原料运输、混合、挤压成型于一体的挤压蒸煮技术[3],具有混料方便、生产效率高、原料适用性广、利用率高、营养损失小、能部分去除原料所含的有毒有害物质、所得产品的外在形状繁多等优点[4-5],常被用于生产干性宠物食品,目前全球的干性猫粮和狗粮90%都是通过挤压蒸煮技术获得的[6]。王文贤等[7]利用单螺杆挤压膨化机,以鲜鸡肉和淀粉为主要原料,开发出了新型挤压休闲食品;Liu等[8]利用双螺杆挤压技术,以脱脂大豆粉-猪肉混合物为原料,制备肉类模拟物并测量产品的质构特性,实验表明,添加一定量猪肉后,产品感官特性等均有所提高;杨涛等[9]以北太鱿鱼蛋白碎肉为主要原料,采用热塑挤压蒸煮技术,得到的产品无论是组织化程度还是体外消化率均得到提高。目前,国内猫狗粮的制备和工艺开发主要以动物蛋白为原料蛋白,这是因为猫狗的肠道相对较短,动物蛋白的吸收率高,达90%~95%,与之相对应的植物蛋白吸收率仅为60%~80%[10]。介于蛋白质是动物必需的营养物质,且仅能通过食品获取,从营养学的角度来讲,动物蛋白一般含有人体或动物所必需但又无法合成的氨基酸[11],因此以动物蛋白为原料的宠物食品有比较大的优势。但在我国,和宠物食品行业相比,动物源蛋白在其它行业的利润更高,同时它们的适用面很广,使用量很大,这使得以动物源蛋白为原料的宠物食品工厂面临原料选择面窄的问题,同时在挤压过程中有多种含量不低的副产物生成,如氨基酸的分解物、美拉德反应的产物等[12]。因此,以螺杆挤压技术为基础的宠物食品生产仍是当前食品科学的一个研究热点。
综合上述考虑,本文以碎牛皮为原料生产狗咬胶,基于传统挤压蒸煮技术,结合现代技术,提出新的狗咬胶生产工艺:单螺杆挤压成型工艺(简称螺杆挤压工艺),以实现绿色高效牛皮加工。同时,利用现代化的物理化学分析技术,通过对产品微观和宏观结构的分析,结合相对应的加工工艺参数,力图从分子水平上理解以下三者间的内在联系:加工工艺条件、产品结构和产品性能。以期为宠物饲料加工工艺开发提供新的思路和理论指导。
1 材料与方法
1.1 材料与仪器
碎牛皮(含水量约为10%) 常山迈峰宠物用品有限公司,实验过程中未作任何处理直接使用;溴化钾 光谱级,美国Sigma公司;玉米淀粉 食用级(50 kg),吉林四平市大成玉米开发有限公司。
SSE 100 单螺杆膨化机 济南鼎润机械设备有限公司;C80 量热仪 法国Aetaram公司;TM-1000 台式电子显微镜 日本Hitachi公司;ALV/CGS-3一体式激光散射仪 德国ALV公司;NICOLET 380红外光谱仪 美国Thermo公司;UV-2600紫外分光光度计 日本岛津公司;ME204E 电子分析天平 美国Mettler Toledo公司;FW135中草药粉碎机 天津市泰斯特仪器有限公司。
1.2 实验方法
1.2.1 牛皮浸泡时间的选择 选取厚度约为0.5 mm的碎牛皮,用切割机裁割成细条状,于自来水中浸泡5、10和15 min,沥干水分(为方便描述,所得到皮称之为泡皮),通过称量法计算泡皮的水分含量,然后放入-18 ℃冰箱中备用。
1.2.2 狗咬胶样品的制备 压制工艺:将所得的泡皮放在-18 ℃冰箱冷冻0.5 h后,取出放入绞肉机(格板3 mm,转速200 r·min-1)中进一步粉碎。为防止牛皮粉碎过程中发生过热现象,绞皮一般持续5 min后,停机2 min,并在机器外壳上冷敷冰块来快速降低机器温度,特别是搅拌螺杆以及刀片的温度。经绞肉机所得的产品程之为牛皮糜,迅速放入4寸模具中,手工压制成型,自然晾干两天得成品(水分含量约10%)。该产品为压制狗咬胶(简称压制产品)。
螺杆挤压工艺:采用上述同样步骤制备牛皮糜,后快速放置于单螺杆挤压机挤压成型。单螺杆挤压机的具体工艺参数为:一、二、三和五区的温度为室温,四区的温度为70 ℃;螺杆转速为18 Hz;出料口模具为直径10 mm的圆孔。单螺杆挤压机的操作步骤为:通电开机,设定温度后开始加热机器,为保证机器在使用过程中有较平稳的温度,外循环水浴系统和螺杆挤压机同时打开;同时,自来水注入机后启动螺杆转动装置,一方面润湿螺杆和腔体,同时清洗螺杆。待温度升至设定温度后,首先将含15%水的玉米淀粉(约5公斤)加入机器中进一步清洗机器,再用前面所得的牛皮糜代替,待出料稳定,即色泽、粗细均匀一致时,开始接料,所得产品为螺杆挤压狗咬胶(简称螺杆产品)。
将上述两种方法获得的产品自然晾干至水分含量在10%左右,采用中草药粉碎机进行粉碎。再根据具体的实验项目,过筛后,确定测试对象的颗粒大小,备用。
1.2.3 表观密度(Apparent density)的测定 称取20~40目的颗粒,放置于5 mL的量筒中,轻敲量筒壁至体积不再降低为止,记录5 mL体积所量取的质量M(g),重复三次,通过计算质量与体积的比值,得到样品的表观密度[13]。
1.2.4 吸水指数、水溶性指数及浊度、粒径、水分分布的测定
1.2.4.1 吸水指数和水溶性指数的测定 在Kite等方法[14]的基础上稍作改进。具体步骤如下:称取0.6000 g左右的样品(<60目)溶解于蒸馏水中,配制成浓度为2%(w/w)的溶液,装入50 mL的离心管中,于30 ℃水浴锅中恒温搅拌30 min,取出后冷却至室温,离心(3000×g,10 min),轻轻将上清液倒入烘干至恒重的坩埚中,在沸水浴中蒸干后,104 ℃烘箱烘至恒重,计算上清液干重,同时记录沉淀物的重量,根据计算得出吸水指数。
水溶性指数Si(%)=(Li/Wi)×100
吸水指数Ai(%)=Pi/Wi×(100-Si)×100
式中:Wi:样品干基重g;Li:上清液烘干至恒重重量g;Pi:沉淀物湿重g。
1.2.4.2 浊度的测定 用1.2.4.1中的方法配制浓度为2%(w/w)的样品溶液,装入50 mL的离心管中,于25 ℃水浴12 h,水浴后的产品用九阳打浆机打浆。为防止打浆过程过热现象出现,机器每打浆30 s,停机30 s,重复两次。打浆后的产品于室温下离心(8000×g,20 min),再利用紫外分光光度计于540 nm下测量上清液的吸光度。
1.2.4.3 粒径的测定 将1.2.4.2中所制的上清液稀释2倍,装入经过丙酮淋洗过的直径14 cm的光散射专用测试管中,测量波长628 nm,测量角度90 °,温度25 ℃,每次测量60 s,每个样品测量三次,测得样品溶液的平均粒径及其粒径分布。
1.2.4.4 水分分布的测定 将两种40目筛后的样品颗粒,放入50 mL离心管中,于32 ℃的恒温水浴中维持30 min,在纽迈台式脉冲NMR分析仪PQ001上进行NMR测试。测试条件[13]:质子共振频率22.6 MHz,测量温度32 ℃。将样品沿着管壁缓缓倒入直径60 mm的核磁管中,然后放入分析仪进行测试。自旋-自旋驰豫时间T2采用CPMG序列进行测量。设置参数:回波时间(180 °脉冲和相邻180°脉冲之间的时间)为409 μs。重复扫描16次,重复采样时间间隔500 ms,得到1000个回波,得到指数衰减图形。CMPG指数衰减采用仪器自带的MultiExp Iny Analysis软件进行反演,得到T2值。
1.2.5 傅里叶红外变换光谱(FTIR)测试 取2 mg左右的样品与200 mg左右的溴化钾混合于玛瑙研钵中进行研磨,然后于压片机中加压至10 Kpa 维持1 min进行压片,获得均匀的薄片。用NICOLET 380红外光谱仪对样品进行扫描测试。具体的参数为:中红外扫描(4000~400 cm-1);光谱分辨率4 cm-1;扫描信号累加32次;室温下采集空白背景,然后收集样品谱图,使用Omnic 8.2软件对谱图进行分析。
1.2.6 热变性分析测试 称取2.0000 g左右的样品(40目)并放置于测量池中,参比池为空白,不放置任何东西。在前期实验的基础上,温度参数经优化设置为:以1 ℃/min速率从25 ℃升温至105 ℃,然后以同样的速率冷却至室温。利用仪器自带的Calisto数据分析处理软件,分别计算样品的吸收转变峰值,最大变性温度(Tmax)和变性的焓值(ΔH)。
1.2.7 质构特性测试 质构特性是食品很重要的技术参数,反映了产品在口腔中被咀嚼时的力学性能变化。由于产品的水含量很低,因此受到外力时,产品没有明显的形变直到所受的力超过某一极限而导致产品碎裂。考虑到食用狗咬胶的主要目的是通过长时间的咀嚼产品达到磨牙,此过程中,狗唾液的分泌以及后续对狗咬胶的咬合是很关键的环节。没有唾液的分泌和以及后续的和产品咬合,狗咬胶就不能变软产生弹性以实现该产品在口腔经历长时间的咀嚼。为模拟这一关键环节,样品被湿润的塑料袋包裹浸水,待样品复水至50%左右,将样品取出并切割成1 cm×1 cm 左右的小方块进行质构特性测试。每个样品测试三次,实验结果取三次平均值。
质构特性测试条件为:TPA(Texture profile analysis)模式,模拟口腔咀嚼运动,对产品的硬度、弹性、内聚性、恢复力和耐咀性等指标进行测定;采用PA探头型号,P4圆柱探头;测前速度,1 mm/s;测试速度,0.5 mm/s;测后速度,2 mm/s;两次间隔时间,5 s;触动类型,自动;最小起始力,0.5 N;压缩程度,50%。
1.2.8 扫描电镜测试 将40目筛后的样品分散于涂有黑色导电双面胶的铜片上,保证颗粒分散平整,无重叠;然后将样品座放置于真空离子溅射喷金仪喷金镀膜,吹掉表面多余样品颗粒,放入样品交换室,加压5 kV,发射电流10 μA,低倍率搜索样品,选择合适倍数聚焦,捕获清晰的图片。
2 结果与分析
2.1 碎皮浸泡时间的选择
牛皮浸泡实验表明,在绞皮过程中,浸泡皮的水含量决定皮的软硬度,从而间接影响绞皮的速度与质量。当浸泡皮水含量偏低(<30%)时,偏硬的皮可导致绞碎过程中大量热的产生,使得处理对象中所含的水分大量蒸发,温度升高。这带来三个问题:由于水分的大量丢失使得皮进一步硬化,使得皮更难绞碎,温度的进一步升高容易造成搅碎机过热而跳闸,同时铰刀会快速钝化;高温会导致牛皮的部分流胶,破坏产品的品质;高温还使得牛皮中的蛋白部分变性,这些变性蛋白在搅碎后能聚集形成很牢固的团块,破坏产品的均一性,同时这些团块不易和其它牛皮蛋白形成物理/化学键,使得产品的外观、机械性能大幅度下降。
当浸泡皮的水含量偏高时(>50%),虽然浸泡皮更容易绞碎,但为后续工艺带来两个问题。首先,终产品的干燥时间会大大延长。前期的实验和合作厂家的长期实践表明:终产品的水含量应低于10%~15%(这取决于产品的大小、形状等因素),以确保终产品在货架期内无霉变现象。虽然通过添加抑菌剂可降低产品水含量的要求,但这和目前国际市场不用防腐剂的主流相违背。牛皮蛋白在干燥过程中会在产品表面形成一层致密的模,从而严重地阻碍产品内部水分的挥发。这极大地延长了产品的干燥步骤,使得整个工艺既费时又耗能。虽然通过梯度升高烘房温度能够加快产品的干燥速度,但为避免牛皮流胶现象的发生,该温度不能高于60 ℃。此外,水分的大量挥发会导致产品外形的严重变形和产品表面的褶皱,从而大大破坏产品外观。
浸泡皮的水含量由牛皮的浸泡时间控制,实验表明,牛皮的浸泡时间为5 min时,浸泡皮的水分含量为40%(通过称量吸水前后的牛皮重量,同时干牛皮的水含量已知,因此,浸泡皮的水含量就可确定)。此时,一方面皮比较容易绞,仅有轻微的热量产生;同时,终产品的水分含量在20%~30%,对后续的干燥工艺无太大的影响,同时,含此水分区间的狗咬胶在干燥前后,产品表面没有因为水分丢失而出现表面褶皱等不良现象。因此本实验采取浸泡时间为5 min进行后续的比较研究。
2.2 表观密度的测定
表观密度的大小可以反映样品内部结构的疏密程度,与内部的微观结构有很大的相关性[15]。如图1所示,螺杆产品的表观密度(0.627±0.001) g/cm3,显著高于压制产品的表观密度(0.597±0.006) g/cm3(p<0.05)。其原因是,在螺杆挤压机中,虽然螺杆的螺间距逐渐变小,但杆的直径却逐渐变大。这些机械构造能在螺杆挤压腔体的后部建立起几十个大气压的高压状态。此外,螺杆转动时,物料间以及物料与螺杆间有巨大的剪切力和摩擦力存在,从而生成大量的热量。同时,生产过程中所设置的外加温度,这些都有利于在螺杆挤压腔体后部建立巨大的压力和高温,这一物理条件将加快物料中蛋白分子的去折叠以及不同蛋白分子间二硫键生成等过程。同时,和压制产品相比,这些物理化学变化赋予螺杆产品更密实的结构,这就是为何螺杆产品的表观密度更大的原因。

图1 两种成型工艺获得的产品的表观密度Fig.1 The apparent density of products by two moulding procedures
2.3 吸水指数、水溶性指数和浊度、粒径、水分分布的测定
如表1所示,螺杆产品的吸水指数和水溶性指数均显著高于压制产品(p<0.05),但浊度远低于压制产品(p<0.05)。这一实验现象可能是因为螺杆挤压的狗咬胶孔隙率较高;同时在孔隙面上的蛋白含较高的亲水基团。此外有文献报道[16],螺杆挤压会使蛋白分子发生部分降解,转化成小片段。这使得螺杆产品的上清液更为澄清。

表1 两种成型工艺产品的吸水指数和水溶性指数Table 1 The water-absorption indexes and the solubilities in aqueous solution of products by two moulding processes
进一步的光散射测试显示,螺杆产品的粒径显著大于压制狗咬胶(p<0.05)(表1和图2)。这与表观密度测试结果相吻合,即螺杆产品中的蛋白分子间更容易发生相互作用、交联在一起形成大团簇。同时结合光散射测试粒径分布图来看,螺杆产品在55 nm处有一小峰,进一步验证了在挤压过程中蛋白质分子发生部分降解,转化成了小片段。
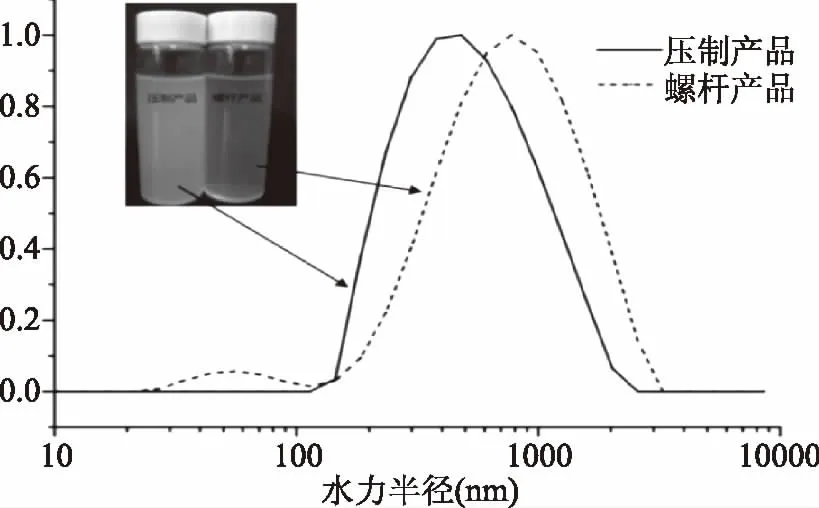
图2 光散射测试结果Fig.2 The results of dynamic light scattering operations
图3显示牛皮蛋白凝胶的衰减NMR信号有3个峰,分别位于1~10 ms(T20)10~100 ms(T21),100~1000 ms(T22),这与Li等[17]的结果相吻合:新鲜鸡肉样品存在三个T2弛豫时间,分别表征了三种水分的存在,T20对应的是结合水,T21对应的是不易流动水,而T22所对应的是自由水。相对于压制产品T22的峰面积96.3%,经过螺杆挤压处理后,T22略有增加,为96.8%。这主要由于蛋白质分子在挤压过程中,蛋白质分子中极性基团相互交联程度增强,形成致密的结构,使螺杆产品中极性基团与结合水的结合的几率降低,键合能力下降。而挤压后蛋白质分子空间构象松散,分子间二硫交联键等作用增强,使螺杆产品内形成规则的网络结构,自由水信号增强,这一结果也与螺杆产品的吸水指数一致。

图3 两种成型工艺对吸水指数 测定后的凝胶中水分分布的影响Fig.3 The water distribution of the gel after water absorption index determination in two moulding processes
2.4 傅里叶红外变换光谱(FTIR)
图4为两种产品的红外光谱图,图中显示压制产品在酰胺A带3370 cm-1左右是一个比较窄的峰,而经过螺杆挤压以后,峰变为弥散的宽谱带,呈馒头状,有文献报道,谱带弥散是因为分子在不断运动中,使得H…O之间的距离变短,氢键作用增强[18]。刘龙天[19]对牛腱Ⅰ型胶原进行红外光谱分析,也认为在3327 cm-1处的强而宽的峰属于-NH和-OH的振动,它的吸收峰位置和吸收强度与氢键缔合程度有关。同时经过挤压后1384 cm-1处的β-CH面内振动减弱,1079 cm-1处的双峰结构消失。
在所有谱带中,酰胺Ⅰ带和酰胺Ⅱ带是蛋白质骨架中两种最重要的振动谱带。其中,酰胺Ⅰ带(1700~1600 cm-1)是分析蛋白质二级结构变化最为灵敏的谱带区域[20-21]。严格意义上,图谱观察到的酰胺Ⅰ带其实由多种重叠谱图构成,主要包括α-螺旋(1658~1650 cm-1)、β-折叠(1640~1620 cm-1)、β转角(1695~1670 cm-1)、无规卷曲(1648~1640 cm-1)[20,22]。二阶导数谱图可以对蛋白的二级结构进行进一步区分。利用peakfit对1700~1600 cm-1处的峰进行二阶求导,并进行高斯拟合,结果如图4和表2所示,经过螺杆挤压处理后,β折叠含量相应增多。同时,本实验现象与Yuryev等[23]的报道相一致:经螺杆挤压后,由于蛋白在机筒内受温度效应的影响,蛋白质中部分α螺旋结构展开,转变为β-折叠和无规则卷曲,使蛋白质分子结构松散,产品的吸水性指数增强。曹莹莹等[24]对超高压处理下兔肌球蛋白的质构、持水性与各二级结构含量的关系进行研究,其结果表明蛋白质分子β-折叠和无规则卷曲含量高时,有较多的亲水基团暴露在外。因此,凝胶对水的容纳性提高,从而导致水溶性指数和吸水指数增大。

表2 两种成型工艺产品酰胺Ⅰ带二级结构分布Table 2 The distribution of secondary structure of amide Ⅰ of products by two moulding processes
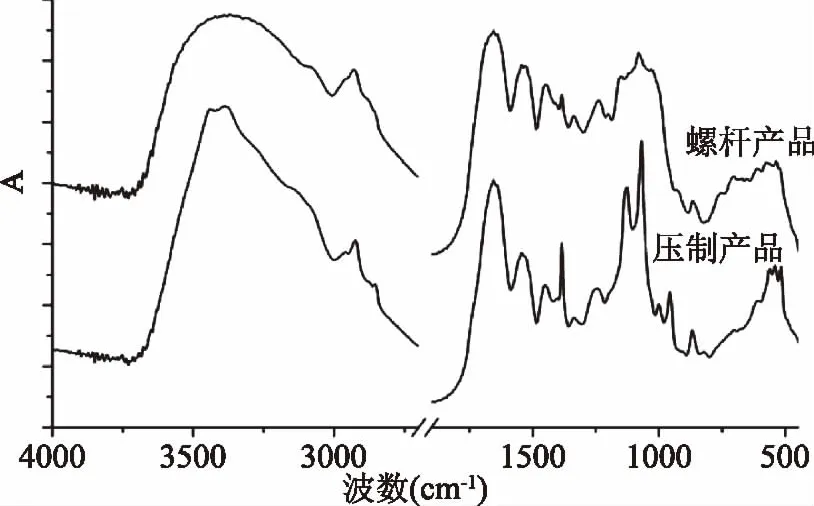
图4 两种成型工艺产品的红外光谱扫描Fig.4 The FTIR spectra of products by two moulding processes
2.5 热变性分析
表3显示了两种不同处理后的蛋白样品的峰值及热焓值变化。从表3中可以看出,压制产品在86.10 ℃有一个明显的热转变峰,相变焓值为1.69 J/g。而螺杆产品的蛋白在81.54 ℃有一个显著的吸收峰,相变焓值为56.09 J/g。

表3 两种成型工艺产品蛋白质的热力学性质Table 3 The thermodynamic properties of proteins of products by two moulding processes
据文献报道[25],DSC谱图上的峰宽与热转变温度范围有关,这反应了不同方法处理后牛皮中胶原蛋白的分子结构变化,峰宽的大小反映了样品中蛋白分子结构的均一程度。上述实验结果显示,和压制产品相比,经过单螺杆挤压处理后,蛋白质的热转变开始的温度略有降低,但其峰宽明显增大,原因可能是经过螺杆挤压处理后,蛋白质发生部分分解产生了小片段,使得变性温度略微降低;但同时,在挤压机腔体内,蛋白质分子间重新键合,造成组织结构变的紧密,使其峰宽变大,内部组织结构的均一程度提高。这一结果和2.2、2.3中的现象相吻合。
2.6 质构特性
由表4可知,和压制产品相比,螺杆产品的硬度和耐咀性显著提高(p<0.05),弹性略有降低,但内聚性和恢复力降低幅度较大(p<0.05)。硬度和耐咀性提高,是因为螺杆产品中的蛋白分子存在进一步交联。和2.2、2.3和2.5所得到结论相一致。狗咬胶产品的重要功效是帮助宠物稳固牙齿、清洁口腔以及磨牙等,这些受控于产品的弹性。本实验表明,和压制工艺相比,利用螺杆挤压技术,狗咬胶的上述指标能得到显著提高(p<0.05),能更好地实现宠物洁齿等需求。

表4 两种成型工艺产品蛋白质的质构特性Table 4 The texture properties of proteins of products by two moulding processes
2.7 扫描电镜
图5显示,在×1000下观察发现,压制产品的表面出现较多细孔;而螺杆产品细孔较少,结构较致密,但总体而言,孔的面积增大且数量减少,表面出现较多的凹坑,结构较压制产品紧凑,同时表面附有较多的散碎的小颗粒;在×2000下观察,压制产品的表面依旧平整,螺杆产品的表面凹凸不平。干皮经过浸泡用绞肉机打浆后可能产生细小的气泡,直接压模成型,在干燥过程中,由于水分的流失,出现了大量的小孔,造成了图中现象;绞肉机出来后的原料又经过手动进料进入单螺杆挤压机,伴随着机筒内摩擦力和剪切作用的进行,部分蛋白质发生降解,且蛋白质变性程度增加,使得蛋白质与蛋白质之间的交联作用增强,相邻的蛋白质分子链之间由于分子间的相互吸引而趋于结合。这一结果可解释螺杆产品的硬度、吸水性指数、耐咀性和表观密度较大的原因。董昳廷等[26]在研究大豆蛋白和蛋清蛋白复合凝胶时,发现凝胶结构的致密性与凝胶保水性呈正相关性,即均一致密的凝胶结构网络结构对应的保水性较好。
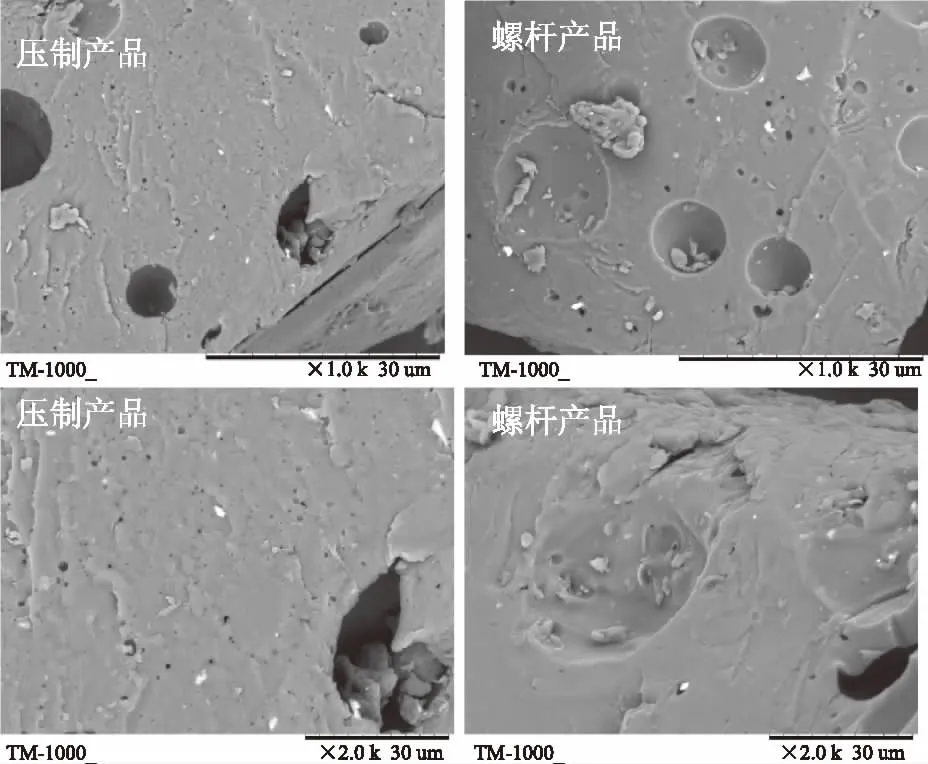
图5 不同放大倍数下两种成型工艺产品颗粒的表观形貌图Fig.5 The apparent morphology of products granules by two moulding processes in different magnification
3 结论
通过对两种制备工艺狗咬胶对比研究,得到如下结论:和压制产品相比较,单螺杆挤压所得的产品内部组织均一程度、表观密度、吸水指数和水溶性指数高,硬度和咀嚼度显著增大(p<0.05)。这与两种制备工艺对蛋白质分子结构的改变程度有一定的相关性,即牛皮经过螺杆挤压处理后,蛋白质分子结构发生改变,α-螺旋结构部分展开,β-折叠结构及无规卷曲含量相应增多,分子间交联程度增强,进而改变了产品的质构等表观特性,且螺杆挤压工艺所得的产品的总体性能指标好于模压成型工艺所得的产品。本实验首次提出利用单螺杆挤压膨化机对传统狗咬胶原料进行挤压处理,打破了传统的生产工艺,实现了连续化生产,为今后宠物新产品的开发提供了新思路。虽然证明了螺杆挤压工艺是目前较为理想的狗咬胶制作技术,但仍存在不少问题亟待解决,如控制牛皮蛋白分子间的相互交联、产品的快速干燥、不同品质原材料的预处理工艺等,可作为进一步的研究内容。
