重载导管式滚珠丝杠副加强栓工艺改进*
2018-09-19田毅宋瑜
田 毅 宋 瑜
(陕西汉江机床有限公司 陕西汉中 723003)
滚珠丝杠副是传动机械中运用滚珠在丝杠与螺母间的滚动来同时实现动力传递、运动转换功能的常用装置之一。其兼具高精度、高效率和可逆性特点,已成为各类数控机床、自动化机械以及加工中心驱动过程中的关键执行件,被广泛应用于机械、核工业、航空、航天等领域。
在滚珠丝杠副中,为了防止滚珠工作时沿滚道逸出,一般都在螺母上设置滚珠循环向装置,用以构成滚珠循环链,实现滚珠在工作时的反复循环运动。其常见结构形式按循环方式不同,分为内循环和外循环,其中导管式(插管式)外循环结构工艺性好,用于制作大型、重载滚珠丝杠副。重载导管式滚珠丝杠副运行时,钢球在借助导管完成反复循环时会不断冲击导管口。重载导管式滚珠丝杠副因其承受载荷大,导管口在钢球多次冲撞下会发生变形,影响钢球流畅性,严重时可能冲断导管口,影响丝杠副使用寿命。为了解决这一问题,一般采用加强栓通过其环部与导管舌口紧密贴合,增加导管口的强度,提高导管使用寿命;杆部螺纹使压板将导管压紧,将导管口与丝杠滚道“连接”,实现钢球顺利进出导管,完成循环。装有加强栓的重载导管式滚珠丝杠副结构如图1所示。
1 加强栓结构工艺
某重载丝杠副,通过使用加强栓提高导管舌口强度。其技术方案是:加强栓采用由加强环与螺杆经螺纹连接后铜焊的工艺。加强环材料和螺杆材料均为优质碳素钢,螺杆经调质处理,硬度HB为250,加强环与螺杆铜焊发蓝处理。装有加强栓的滚珠丝杠副见图2所示,加强栓实物图如图3所示。
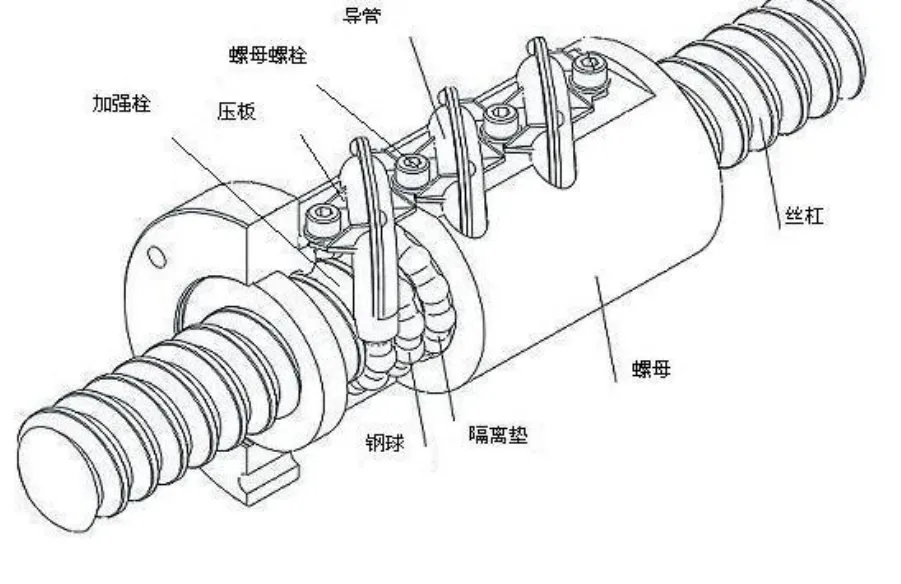
图1 重载导管式滚珠丝杠副结构图

图2 装有加强栓的滚珠丝杠副图

图3 加强栓实物图
1.1 存在的问题
在使用加强栓后,丝杠副导管口的强度得到了改善。在推广应用时发现加强栓在钢球的重复撞击下,加强栓连接杆与加强环铜焊处容易出现松动,严重时发生断裂,导致钢球阻塞,丝杠副卡死。
1.2 原因分析
分析其原因,主要是加强环与螺杆螺纹连接处存在间隙,在进行铜焊时开有坡口,焊接部位强度不足,铜焊在反复冲击下容易发生松动脱落。
2 加强栓工艺改进
基于以上分析,对设计工艺进行了调整。加强栓采用整体铸件,材料为铸钢。为了消除铸件中粗大晶粒等缺陷,达到细化晶粒、均匀组织、消除内应力作用,采用正火处理;正火后通过喷砂消除铸件毛刺及正火产生的氧化皮;为了提高加强环强度,进行淬火处理,使其硬度 HRC 为 29~35。攻螺纹后进行发蓝处理,达到防锈作用。原工艺流程为:铸件—正火—喷砂—攻螺纹—淬火—发蓝。改进后工艺流程为:铸件—正火—喷砂—攻螺纹—发蓝。
3 试验验证
加强栓属于异型螺杆,为了验证工艺改进效果,参照GB3098.1及GB3098.13对上述两种技术方案加强栓进行韧性敲击试验和扭矩试验,通过数据对比,确定最佳工艺方案。
随机抽取原工艺和改进后工艺制作的加强栓各6件,进行编号:原工艺制作件编1~6号,改进后工艺制作件编 7~12号。用便携式硬度计检测加强栓硬度,结果见表1;将加强栓样件安装在丝杠副螺母上,加上压板,用DL-NL30扭矩扳手拧紧螺母测量加强栓扭矩,结果见表2,加强栓扭矩试验典型结果样件见图4;将剩余加强栓样件固定在虎钳上(螺杆朝上),用质量为0.5kg,柄长为300mm榔头,对加强栓样件依次用力敲击,加强栓变形情况见表3,加强栓敲击试验典型结果样件见图5所示。

表1 加强栓硬度数据表
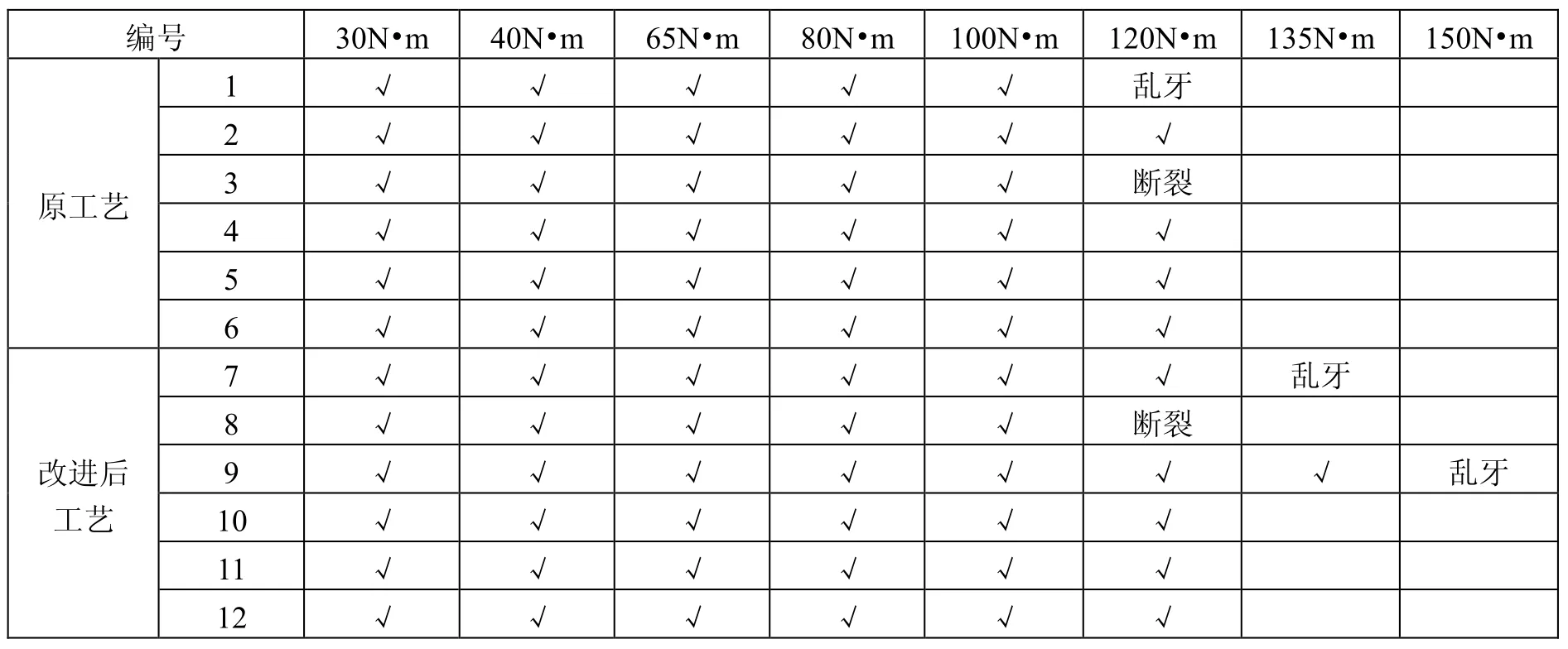
表2 加强栓扭矩试验数据

图4 加强栓扭矩试验典型结果样件

图5 加强栓敲击试验典型结果样件
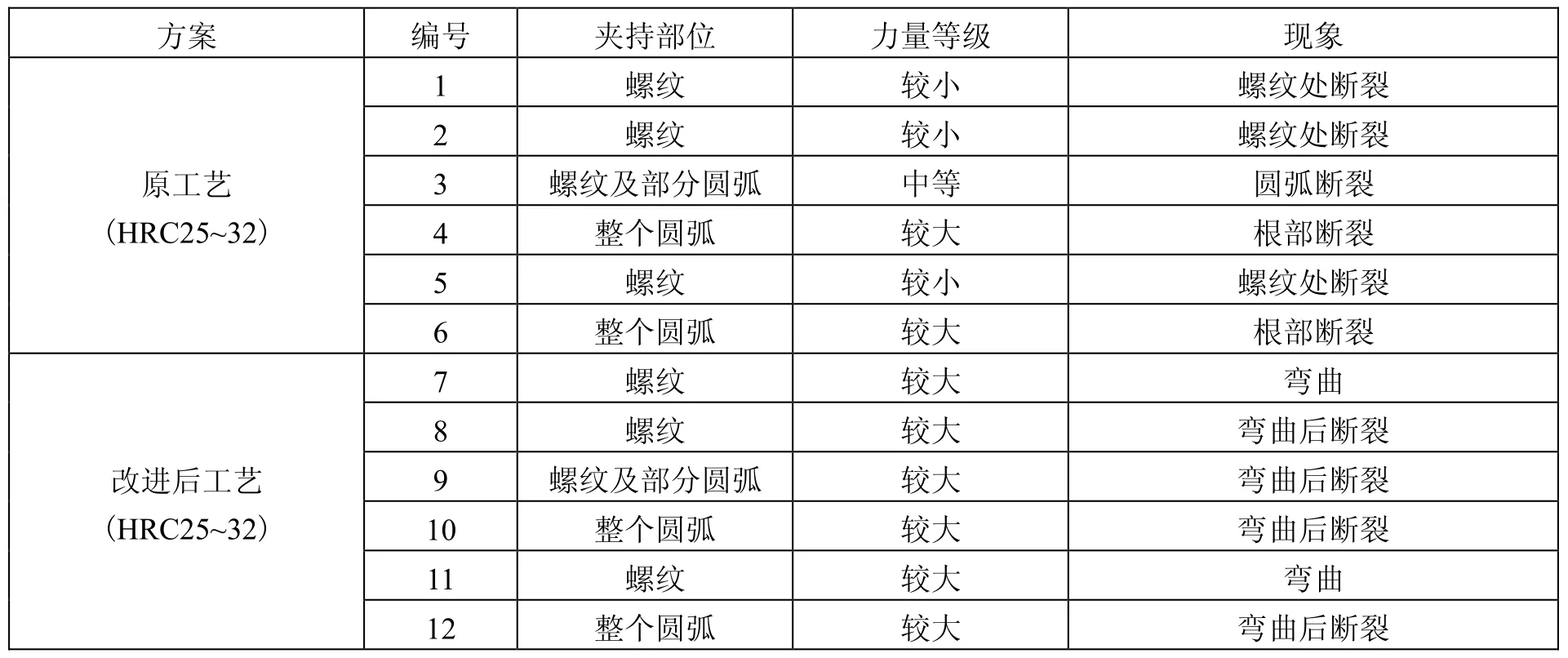
表3 加强栓敲击试验数据
4 改进效果及分析
用重量为0.5Kg,柄长为300mm榔头进行敲击试验,敲击力不断加大。原工艺加强栓在力较小时,就有发生断裂情况;改进后工艺加强栓在力较大时,出现弯曲,当力进一步加大时发生断裂。通过韧性敲击试验可以看出,改进后更合适,原因是改进后加强栓韧性更好,更能承受钢球冲击。用DL-NL30扭矩扳手将加强栓安装到螺母上进行扭矩试验,两种方案加强栓差别不大,扭矩超过100N•m时加强栓螺纹处会出现断裂或螺纹掉牙。
加强栓属于异型螺栓,韧性敲击试验和扭矩试验结果表明改进后加强栓不仅强度高,而且韧性要优于原加强栓,参照 GB3098.1标准改进后加强栓力学性能能够达到5.6级要求,可以满足使用要求。改进后加强栓经使用效果良好。
5 结语
(1)加强栓采用整体铸件使得加强栓整体材料一致性好,相对于分体螺纹连接铜焊工艺,更能承受钢球冲击,能更好提高丝杠副导管舌口强度,延长丝杠副使用寿命。
(2)采用“铸件—正火—喷砂—攻螺纹—发蓝”工艺流程加工的加强栓,其力学性能达到5.6级,能够满足使用要求。
(3)加强栓采用整体铸件,铸件质量是影响加强栓质量控制的关键,要求不能出现气孔、缩孔等铸造缺陷。
