海绵阻尼板切割刀具的设计
2018-08-31张秀文高彦广
□ 张秀文 □ 张 毅 □ 高彦广
1.中航工业集团第一三四厂 河南新乡 453000
2.新乡市宇翔车辆有限公司 河南新乡 453000
1 设计背景
笔者所在单位将弓锯床报废的旧锯条开刃改制成刀具后,对海绵阻尼板进行切割。海绵阻尼板厚度差别很大,从3 mm到30 mm不等,在切割过程中发现存在以下问题:①刀具的耐用度低,每隔几天就需要进行刀片刃磨,特别是在切割厚度较大的海绵阻尼板时问题显得较为突出,如果刀片不锋利根本无法切割;②操作者劳动强度较大,因为刀片的耐用度低,需要频繁对刀片进行刃磨,所以无形中增加了劳动强度;③ 刀具的使用寿命短,在不停的刃磨过程中,刀具刀片长度逐渐缩短,且随着弓锯床逐渐被生产效率更高的带式锯床所取代,原有的旧锯条已基本没有库存。
综上所述,必须重新设计并制作海绵阻尼板切割刀具。
2 可行性分析
对海绵阻尼板软材料进行切割,切割精度和效率与刀具的锋利程度有直接关系,刀具越锋利,切割出的尺寸精度就越高,切割效率也就越高。目前常用切割刀具的主要材料有碳钢类和硬质合金,笔者所在单位原有的刀具材料是碳钢类,由于烟支过滤嘴材料和海绵阻尼板都是软材料,因此受烟支过滤嘴采用硬质合金刀片切割的启发,笔者决定试制硬质合金刀具进行切割。
所切割的海绵阻尼板厚度不等,为保证可以对最厚海绵阻尼板进行切割,购买了一片整体硬质合金圆刀片成品。
刀片外径尺寸为120 mm,中心安装孔尺寸为25.4 mm,厚度为1.5 mm。整个刀片表面呈镜面状,最外沿的圆周刃口经过精密磨削,非常锋利。刀片到位后,需要将刀片安装并能够手持操作。原旧锯条改制的刀具由操作者直接手持刀片进行切割,使用非常方便。新刀具的设计也借鉴这种操作方式,采用两片夹板将刀片夹持在中间,然后将心轴从中间穿过夹板和刀片,再用压紧螺母紧固,这样便可以将刀片安装固定好,手持后部夹板便可以对海绵阻尼板进行切割。按照上述思路所设计的刀具如图1所示。
3 刀具结构与要求
在海绵阻尼板切割刀具中,刀片被紧紧地夹持在两夹板中间,以下对组成刀具的各部件进行介绍。
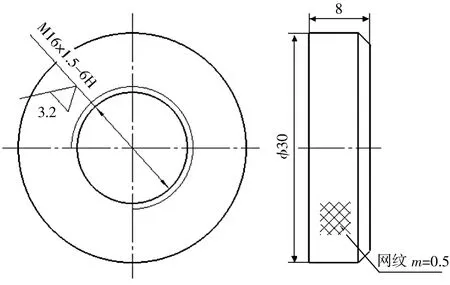
3.1 夹板
夹板如图2所示。已知刀片安装孔为φ25.4 mm,为便于心轴穿入,夹板上芯轴孔比刀片安装孔略大,为φ25.5 mm。上部的圆孔为装配安全销的插入孔,其尺寸设计比安全销的直径略小,以防止安全销在插入后出现松动现象。刀片的表面呈镜面状,为防止夹板直接接触刀片造成损伤,且进一步增大夹板与刀片的接触面,用厚度为1.5 mm的薄海绵阻尼板粘贴在夹板的刀片安装孔处。
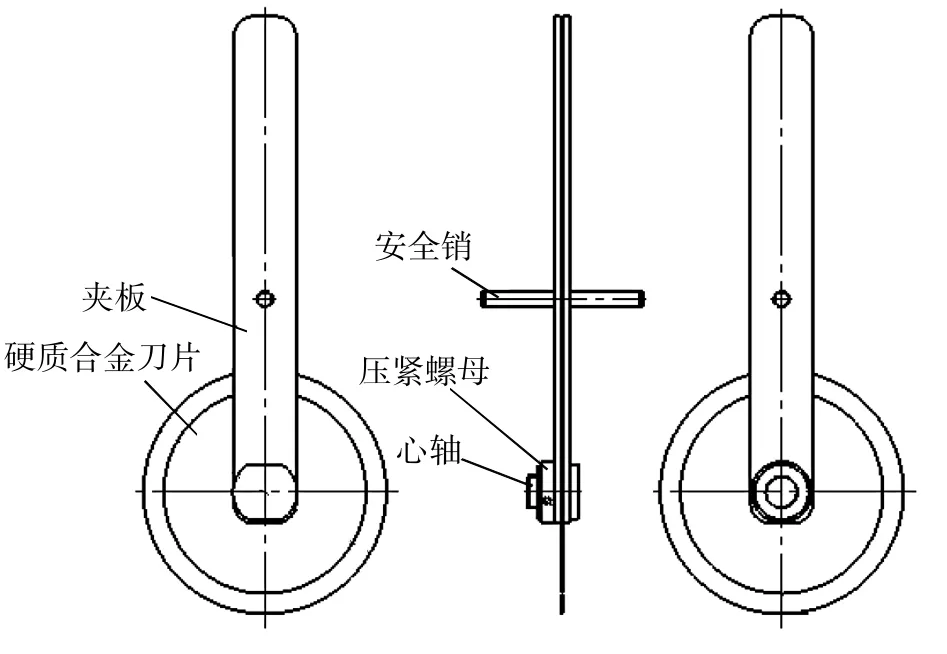
▲图1 海绵阻尼板切割刀具
3.2 心轴
心轴是海绵阻尼板刀具设计中的关键部件,起到将刀片、夹板和压紧螺母连为一体的重要作用,其结构如图3所示。
心轴的一端设计成 M16×1.5的细牙螺纹,具有良好的自锁性。另一端铣成27 mm的方扁结构,便于对压紧螺母进行紧固或松开操作时用固定扳手卡固住心轴。紧邻方扁端直径25.4 mm的轴段与刀片的中心安装孔形成小间隙配合,该轴段的长度根据两夹板的厚度、刀片的厚度及夹板上所粘贴的经压缩后薄海绵板的厚度计算得到。已知两夹板厚度+刀片厚度+压缩后薄海绵板厚度=6+1.5+1=8.5 mm,配合轴段的长度设计为7 mm,则差值1.5 mm为工艺尺寸,这样在压紧螺母拧入心轴紧固时,能够保证压紧螺母压紧夹板,从而固定住中间的刀片。
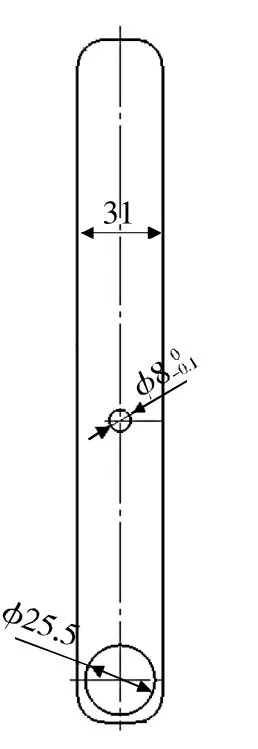
▲图2 夹板
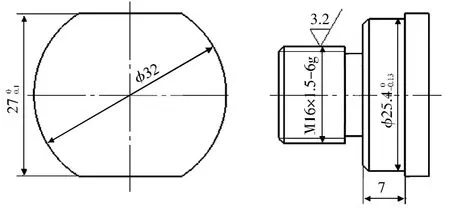
▲图3 心轴
3.3 压紧螺母
压紧螺母在海绵阻尼板切割刀具中的主要作用是通过两夹板夹紧刀片,可在更换刀片及调整刀片位置时发挥作用,如图4所示。
▲图4 压紧螺母
在手动进行压紧螺母的松紧操作时,应先用固定扳手卡固住心轴的方扁端,然后再拧动压紧螺母。为保证手动操作的效果,在压紧螺母外圆表面滚花,以增大操作时手与压紧螺母之间的摩擦力,但操作时严禁使用工具借力,以避免对刀片造成损坏。
3.4 安全销
压紧螺母与夹板配合定位后,可以进行切割作业。由于刀片刃口极其锋利,为保证操作者在手持夹板操作时的安全性,必须在刀片与手的握持位置之间增设一个安全销。使安全销固定住手握夹板的位置,避免出现手向前滑动被刀片刃口划伤的安全事故问题。安全销如图5所示。
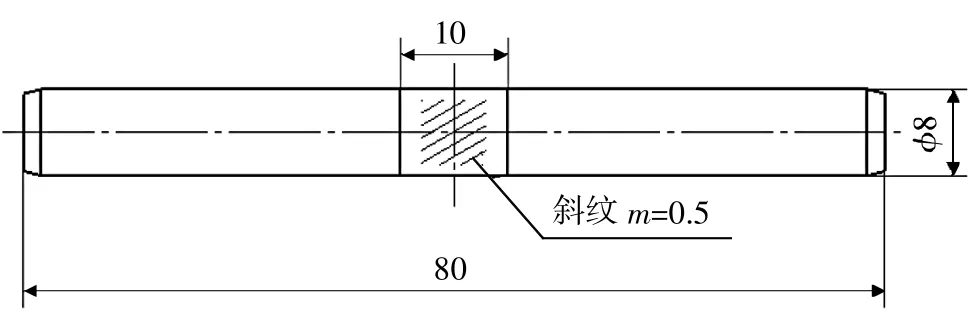
▲图5 安全销
安全销可利用普通8 mm×80 mm圆柱销进行改制,在销的中间滚上斜纹滚花,以进一步保证销在打入两夹板孔后牢固可靠,使安全销牢牢地固定在夹板上,保证切割操作时的安全性。
4 总结
笔者所设计的海绵阻尼板切割刀具经实际使用,效果良好,具有以下优点。
(1)刀具的耐用度得到了极大提高。在刀片使用一段时间刀刃被磨损后,仅需将压紧螺母松开,使刀片转过一个角度后再将压紧螺母拧紧,便又形成了一个新的刃口。
(2)减轻了操作者的劳动强度。由于刃磨刀片的操作彻底取消,因此避免了原来要经常刃磨刀片的问题,减轻了操作者的劳动强度。
(3)刀具的使用寿命得到了延长。按照笔者所在单位目前的生产工作量,一片刀片的正常使用时间可以达到甚至超过1年,节约了生产采购成本。
(4)刀具制作成本低廉,利用车间剩余的边角余料即可制作完成。