国产数控系统在进口五坐标桥式高速龙门铣床上的应用
2018-08-31周凤坤于赢佳
□ 周凤坤 □ 于赢佳 □ 郑 武 □ 陈 雨
1.沈阳飞机工业(集团)有限公司 沈阳 110034
2.沈阳华飞智能科技有限公司 沈阳 110034
3.武汉华中数控股份有限公司 武汉 430223
4.华中科技大学 武汉 430074
1 应用背景
航空企业是高端装备的聚集地,目前加工航空结构件使用的数控系统基本上是国外品牌产品。而多数航空企业又是军工企业,大量使用进口数控机床和数控系统,在功能和性能上受到国外技术的封锁和限制,再加上企业本身的保密性需求,导致在加工装备的采购、维修和技术升级等方面总是处于被动状态。对国外技术的过度依赖还影响到航空企业的生产和国防安全,基于此,笔者改造项目中采用国产数控系统[1-3]。
MINUMAC-TH五坐标桥式高速龙门铣床于2000年从法国引进,长期用于加工壁板类航空复杂结构件。机床的控制系统是法国NUM1060系统,系统的元器件老化,性能和精度下降,稳定性差,功能落后,故障率高,给生产带来了隐患[4]。考虑到该机床机械部分仍可以满足使用需求,因此采用华中HNC-848数控系统进行电气升级改造,以使其工作稳定,效率提升。
2 技术选型
五坐标桥式高速龙门铣床对动态特性要求较高,电机的选型是改造是否成功的关键因素,其中需重点考虑电机的扭矩、转速、转动惯量。原则上,新选择的伺服电机在这三方面指标上应高于原有的伺服电机。
对比原有NUM伺服电机的各项参数,华中数控伺服电机的选型见表1。
华中GK8系列伺服电机是高动态响应永磁同步电机,各项指标均优于原有电机,改造后保证了机床的高动态响应特性。

表1 改造前后电机选型对比
3 电气设计
针对元器件老化、故障率高的问题,对五坐标桥式高速龙门铣床电气柜中的元器件采取全部更换的措施,并根据HNC-8系列数控系统的控制原理重新设计了电气原理图。
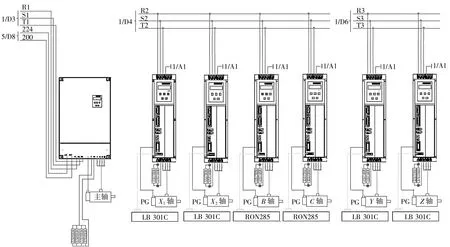
HNC-848数控系统电气部分由 HPC-100 CNC单元、MCP操作面板单元、UPS-NC供电单元、HIO-1000A PLC单元、HSV-180UD伺服驱动单元、HSV-180US主轴驱动单元和相关辅助电路组成。系统各单元之间采用NCUC总线协议进行数据传输,数控系统与操作面板、PLC单元、伺服驱动单元的数据总线连接如图1所示。
图2所示为伺服驱动单元连接图。该伺服驱动单元使用标准交流380 V电压供电,除含有控制标准伺服电机的接口外,还具有XS6外置编码器接口,支持ENDAT 2.1/2.2绝对值反馈、ABZ差动信号、1 Vpp信号,可满足全闭环控制需求。
4 五轴RTCP标定
进行机电联调,保证五坐标桥式高速龙门铣床各功能正常后,对机械部分进行检修,确保各项机械几何精度均在误差允许范围内,然后进行五轴RTCP标定[5-8]。
根据HNC-8系列数控系统通道参数表中需要填写的数据,经过多次调整,总结出一套标定方法。
五坐标桥式高速龙门铣床是C轴、B轴双摆头结构五轴机床,主动轴为C轴,从动轴为B轴。HNC-8系列数控系统RTCP需要标定的参数包括主轴头长度(H)、主轴轴线X偏置距离(Xs)、主轴轴线Y偏置距离(Ys)、B轴C轴轴线偏置距离(Xsc),如图 3 所示。
4.1 主轴头长度(H)
(1) 令B轴至 0°,C轴至 0°。
(2)如图4所示,用百分表测主轴端面,并记录读数。
(3)在系统中使用相对清零功能对Z轴坐标清零,令Z=0。
(4) 令B轴至 90°,C轴至 0°。
(5)如图5所示,在主轴上装检棒,用百分表测检棒下母线,移动Z轴,移动到表的读数与第(2)步相同为止。
(6)查看Z轴的相对坐标值,记录为Z1,则主轴头的长度为:

式中:d为检棒直径。
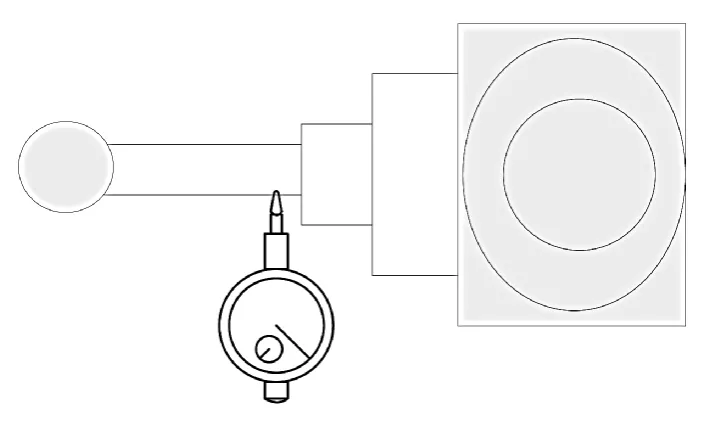
4.2 主轴轴线X偏置距离(Xs)
(1) 令B轴至 0°,C轴至 0°。
(2)如图6所示,将百分表安装在检棒的X轴负方向位置,测检棒侧母线,记录读数,X轴相对坐标值清零。
(3) 令B轴至 0°,C轴至 180°。
(4)移动X轴,观察百分表的数值变化,使百分表数值与第(2)步记录的值相同。

▲图1 数据总线连接
▲图2 伺服驱动单元连接图
(5)查看X轴的相对坐标值,记录为X1,则主轴轴线X偏置距离为:

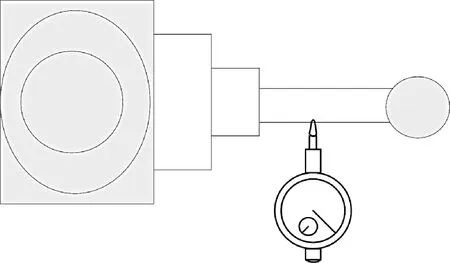
4.3 主轴轴线 Y偏置距离(Ys)
(1) 令B轴至 0°,C轴至 0°。
(2)如图7所示,将百分表安装在检棒的Y轴负方向位置,测检棒侧母线,记录读数,Y轴相对坐标值清零。
(3) 令B轴至 0°,C轴至 180°。
(4)移动Y轴,观察百分表的数值变化,使百分表的数值与第(2)步记录的值相同。
(5)查看Y轴的相对坐标值,记录为Y1,则主轴轴线Y偏置距离为:

4.4 B轴C轴轴线偏置距离(Xsc)
(1) 令B轴至 90°,C轴至 0°。
(2)如图8所示,在主轴上安装检棒,百分表测检棒下母线,记录读数,机床Z轴相对坐标值清零。
(3) 令B轴至-90°,C轴至 0°。
(4)如图9所示,再次用百分表测检棒下母线,记录读数,移动机床Z轴,使表的读数与第(2)步记录的值相同。
(5)查看Z轴的相对坐标值,记录为Z1。
由于测得的Xs值是第一旋转轴中心和第二旋转轴中心与主轴中心的偏差之和,根据华中数控系统的参数填写规则,需要分别填写。
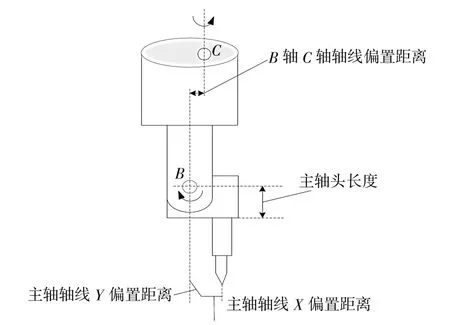
▲图3 RTCP标定参数
B轴轴线相对于主轴轴线的偏移距离Xsb为:

B轴C轴轴线偏置距离为:

将上述标定计算的数值填入华中数控系统的通道参数中,见表2。
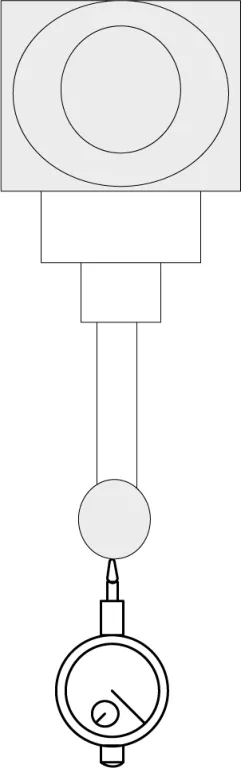
5 RTCP功能检测
(1) 令B轴至 0°,C轴至 0°。
(2)如图10所示,在主轴上安装标准球,用百分表测标准球底部,找到最高点。
(3)采用五轴机床标准对刀方式对刀,刀具长度补偿参数为主轴端面到球心的距离。
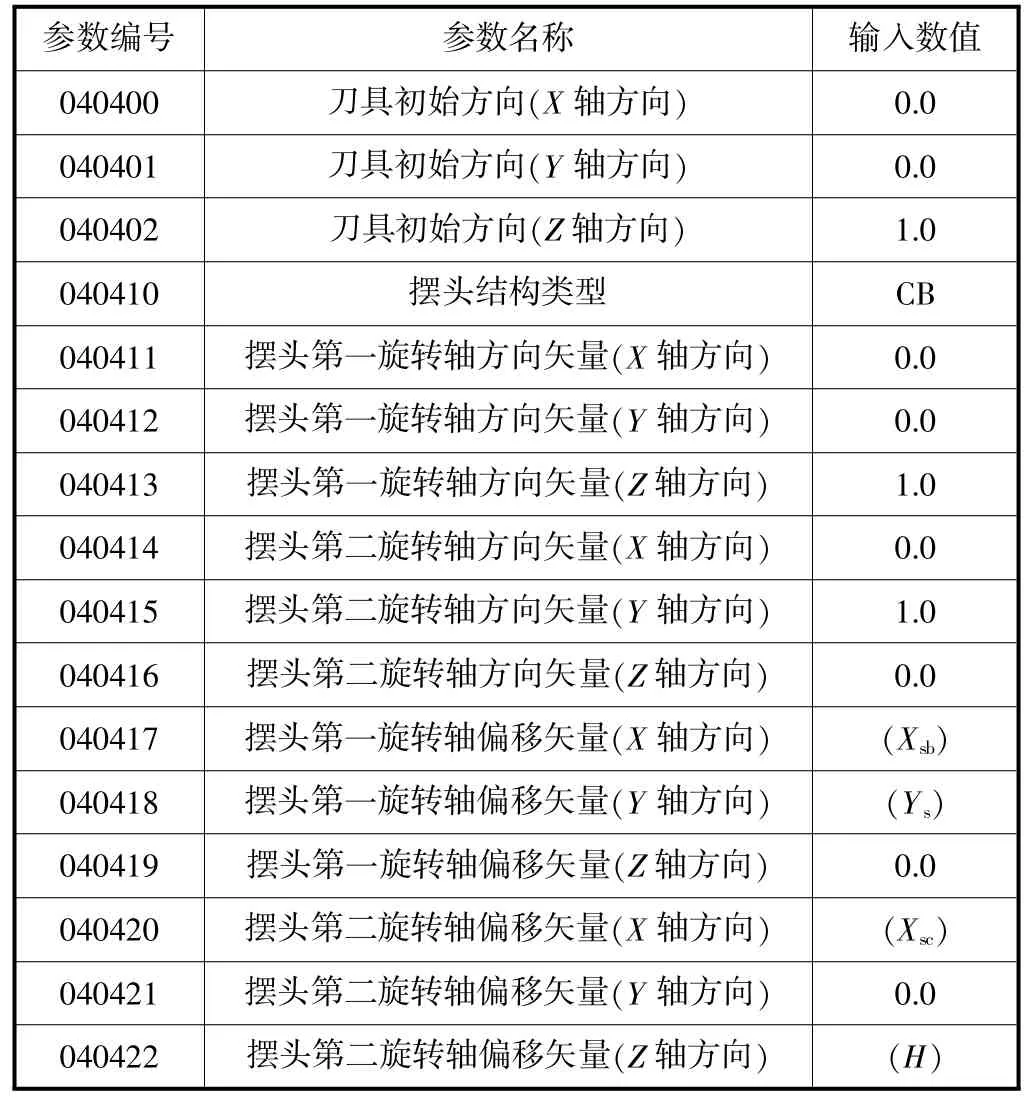
表2 华中数控系统通道参数
(4) 编写五轴 G 代码测试程序[9]:

(5)执行第(4)步的程序,观察百分表变化情况,按照公差要求,检测精度为-0.03~0.03 mm。
(6)如图11所示,在主轴上安装标准球,用百分表测标准球Y轴方向,找到最高点。
(7) 对刀[10]。
(8)考虑干涉问题,修改五轴G代码测试程序:

(9)执行第(8)步的程序,观察百分表变化情况,按照公差要求,检测精度为-0.03~0.03 mm。
(10)C轴旋转 90°,重新执行第(1)~第(9)步,检测精度均为-0.03~0.03 mm判为合格。
6 结束语

▲图4 百分表测主轴端面
▲图5 百分表测检棒下母线
▲图6 百分表沿X轴方向测检棒侧母线
▲图7 百分表沿Y轴方向测检棒侧母线
▲图8 百分表测检棒下侧母线(B轴+90°)
▲图9 百分表测检棒下侧母线(B轴-90°)
▲图10 百分表测标准球底部

▲图11 百分表测标准球Y轴方向
笔者无法完整阐述进口五坐标桥式高速龙门铣床改造的全过程,只针对技术选型、电气设计、五轴标定三个关键点进行介绍。通过改造前后的性能对比,确认改造后机床完全满足切削和高动态特性的要求,系统稳定性也大大提高。笔者的RTCP标定方法经过现场多次验证,可以快速准确地标定华中数控系统,为国产数控系统配套进口五轴机床提供了经验。