内径百分表的使用与维护
2014-09-23赵海
赵 海
(常州机电职业技术学院,江苏 常州213164)
1 内径百分表的原理与结构简介
内径百分表是一种将测头的直线位移变为指针的角位移的计量器具,采用比较测量法完成测量。
常见的内径百分表如图1所示。它由百分表和带有杠杆传动的表架组成。当表架活动测头8被压缩时,通过等臂杠杆7,经传动杆4推动百分表测杆,在百分表上指示出测头的位移量,也就是活动侧头的位移量。活动测头与固定侧头处在同一轴线上。为了扩大测量范围,固定测头备有若干可换测头,在测头上各自标有测量范围,可按所测尺寸选换或调整其伸出长度。在更换并调整固定测头后,应拧紧测头的锁紧螺母,以免测量过程中有变动。内径百分表的测量范围有6~10mm、10~18mm、18~35mm、35~50mm、50~100mm、100~160mm等规格。为使两测头的轴线通过被测孔的中心,在活动测头一侧设有定位装置9,定位装置两端的中垂线与两测头的轴线重合。

图1 内径百分表
2 内径百分表的使用
(1)百分表与测头的组装:首先将检查合格的百分表测量头缓慢插入弹力夹头内,并使百分表测量头被压下1mm左右,其目的是使百分表保持一定的初始测力且保证百分表测量头与接管内传动杆接触良好。此时,手指轻轻按压活动侧头,可观察到百分表大指针摆动灵敏,然后再紧固弹力夹头,夹紧力不宜过大,防止将百分表测杆卡死。然后根据被测零件孔径尺寸的大小选择合适的测头,调整好固定测头伸出长度(用游标卡尺测量,保证有一定的压缩量),再锁紧固定测头。
(2)精调零位:尽量采用与被测孔尺寸接近的标准样圈调校内径百分表基本尺寸零位。若尺寸相差较大,无相应标准样圈,则采用千分尺精调零位,但千分尺在调校基本尺寸时的最佳办法是用量块或量块的组合体校准,以免增大测量误差。操作时,手握内径百分表隔热手柄,微微来回摆动表架套杆,找出百分表大指针摆动的极限位置。转动百分表圈,使刻度盘零线对准指针摆动的极限位置。同一位置反复摆动几次测头,检查指针是否仍与零线对齐,如不齐则重调。为使读数方便,可用整数来定零位位置。
(3)测量:内径百分表精调零位后,测头放入被测孔内时,应使活动测头先与被测零件内圆表面接触。测量时首先在径向找到最大值,即测头寻找零件横截面圆的最大直径;其次在轴向(零件的轴剖面)找最小值,方法是当测头在零件孔中摆动时,找到表盘上大指针顺时针方向偏摆的极限位置(拐点),此状态下两测头间的距离即为零件内圆轴向平面的最小尺寸。
(4)读数:被测零件实际尺寸,应等于调校的基本尺寸与百分表指针相对零位的变动量的代数和。当内径百分表指针顺时针方向转动时为“负”,逆时针方向转动时为“正”(以零线为基准,读数者面对表盘);当为“负”时,被测件尺寸等于调校的基本尺寸减去指针相对零位的变动量,反之为“正”时,被测零件尺寸等于调校的基本尺寸加上指针相对零位的变动量。
3 使用与维护注意事项
(1)带护桥的内径百分表不能测量薄壁件,因为定位护桥的压力很大,会导致零件变形,造成测量结果不准确,要想测量需卸下护桥,方可对薄壁件的孔进行测量。
(2)在测量时摆动或转动表杆的速度不要太快,要以小幅度均匀慢摆动或慢转动的方式操作,以防惯性力使表针偏转过大,影响测量精度。内径百分表接管应与被测孔的轴线重合,以保证固定测头与孔壁垂直,最终保证测量精度。(如图2所示)
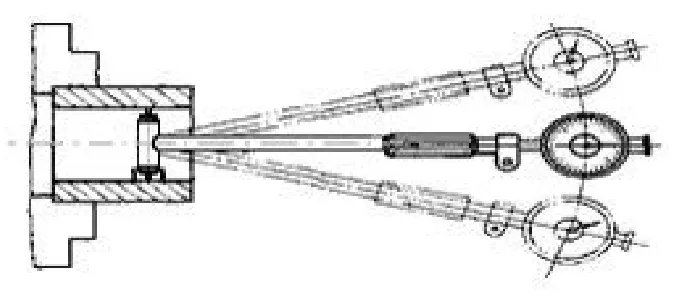
图2 内径百分表的测量方法
(3)远离液体,勿使冷却液、切削液、水或油与内径百分表接触。
(4)内径百分表使用完毕,卸下固定测头及表头,使表解除其所有负荷,让测量杆处于自由状态,并将各部件擦拭干净后涂上防锈油,放回专用盒内保存。内径百分表的表头与表架一一对应,配套使用,不能随意混用。
