一种地外天体样品真空密封结构
2018-08-27王春勇李海志
陈 静,纪 明,王 琎*,王春勇,李海志,孙 亮
(1.西安建筑科技大学 信息与控制工程学院,西安 710055;2.兰州空间技术物理研究所,兰州 730000)
0 引言
从上世纪60年代起,美国、前苏联、日本、欧洲都开展了月球、小行星、彗星、宇宙尘埃等地外天体取样返回任务,典型的包括美国“阿波罗”月球采样返回任务及前苏联“月球探测”采样返回任务[1-2]、美国“星尘”彗星采样返回任务[3-4]、日本“隼鸟”小行星采样返回任务[5-6]。其中美国“阿波罗”任务及苏联“月球探测”完成过多次月球土壤及岩石样品采集及返回[7-13],采集约400 kg月球样品。但通过地面分析,样品密封容器返回后均出现了不同程度的泄漏,造成样品的污染,影响地面分析数据的准确性。目前经过飞行验证的地外天体样品密封方式有橡胶密封和金属密封两种[14],“月球”(Lunar)系列探测器采用橡胶圈密封,美国“阿波罗”探测器采用了金属密封,“星尘”彗星采样器、日本的“隼鸟”小行星探测器都采用橡胶圈密封。
在借鉴国外月球样品封装经验的基础上,研制了一种地外天体样品自动封装装置,并提出了一种刀口金属挤压为主密封,橡胶圈为辅助密封的样品密封方案,密封漏率为5×10-9Pa·m3·s-1,满足指标要求,最大限度保护样品不受污染。
1 样品真空密封结构
综合考虑地外天体表面环境、样品采集自动化技术及密封可靠性等因素,密封材料、O型橡胶圈集成设计在盖体上,在火工作动器提供的密封力F的作用下刀口刃入密封材料形成刀口挤压密封,同时O型橡胶圈与样品自动封装设备容器内壁形成径向密封,密封结构如图1所示。

图1 刀口金属挤压密封结构示意图Fig.1 Blade metal extrusion seal structure diagram
为了保证返回的地外天体样品能够维持原态,探测器发射前地外天体样品封装容器内部,首先要进行真空除气、灭菌等净化处理。然后利用橡胶圈径向密封,防止地面大气污染封装容器。探测器在地外天体表面着陆定位后,通过电机驱动盖体动作,解除一次锁紧及橡胶圈径向密封,并将盖体旋转一定角度将样品承装通道完全打开。地外天体样品采集完成后装入封装容器,电机驱动盖体关闭,通过火工作动机构驱动盖体向下运动,将封装容器刀口刃入盖体密封材料形成刀口挤压密封。橡胶圈与封装容器形成橡胶圈径向密封,完成地外天体样品的锁紧及真空密封[15]。采样完成后,样品自动封装设备由探测器的上升器发射推入到地外天体轨道。在地外天体轨道上,将样品自动封装设备转移至返回舱,最后由返回舱携带地外天体样品自动封装设备进入地球大气着陆并回收。
2 样品真空密封方案
2.1 O型硅橡胶径向密封方案
由于地面样品分析的需要,O型橡胶圈不允许使用润滑油脂,橡胶圈与密封容器间形成干摩擦。盖体打开及关闭时需克服橡胶圈与密封容器的摩擦力,摩擦力大小决定了电机驱动力的大小,摩擦力与橡胶圈密封结构参数相关,需要通过试验确定最优密封参数[16],橡胶圈密封面的摩擦力计算如式(1):

式中:F为摩擦力,N;μ为摩擦系数,干摩擦时1~1.2,式中取1.1;Pr为O型圈变形压力,Pr=fdπDE,N;d为O型圈截面直径,m;D为O型圈内径,m;E为弹性模量,MPa,与橡胶的硬度有关;f为压力系数,是高度系数的函数。
通过表1所列,橡胶圈压缩率越大,橡胶圈密封面的摩擦力也越大。一定的压缩率范围内,压缩率越大密封性越好。橡胶圈压缩率一般为15%~25%,综合考虑驱动电机的体积、功耗、转矩及橡胶圈与密封容器间摩擦力等因素,橡胶圈设计压缩率约为16%。

表1 压缩率与摩擦力计算结果Table1 Compression ratio and friction calculation results
2.2 刀口挤压密封方案
刀口挤压密封技术是利用硬度较大的刀口刃入硬度较小的密封材料,形成密封的技术[17]。刀口密封技术需确定刀口材料、密封材料及基体材料、刀口刃入深度、密封压紧力等相关参数,但由于没有成熟的理论来计算相关参数,目前工程应用都是通过大量的试验迭代确定相关刀口密封参数。
目前经过空间飞行验证的刀口及密封基体有7075铝合金、TC4钛合金、1Cr18Ni9Ti不锈钢;密封材料有纯金、纯银及铟银合金。借鉴国外成功经验,密封材料选用铟银合金。通过银铟合金密封材料制备发现,银含量越低,铟银合金材料熔点越低,硬度越小。综合考虑月表温度环境、装置轻量化等因素,最终刀口选用的材料为TC4钛合金,密封材料为含银3%的铟银合金。
密封材料组成、密封基体材料、刀口材料确定后,将密封材料与密封基体进行钎焊,然后进行刀口挤压金属密封,最后使用德国莱宝L300型氦质谱检漏仪进行刀口挤压密封漏率检测[18],试验数据如表2所列。

表2 浸润工艺优化前刀口挤压密封试验结果Table2 Test results of edge squeeze seal test before optimization of infiltration process
表2 可以看出,以上几种材料,刀口挤压密封漏率均没有达到5×10-9Pa·m3·s-1指标要求。通过分析发现:密封材料与基体材料、刀口材料不浸润,导致密封漏率不能满足5×10-9Pa·m3·s-1指标要求。
通过多次浸润性试验,发现对基体表面采用镀金或镀银处理,可以满足与铟银合金浸润的要求。但金或银不与铟浸润,镀金或镀银之前,基体材料表面需先镀过渡层金属M,可以实现密封材料与基体之间的浸润,优化后试验结果如表3所列。
分析表3刀口挤压密封试验数据,可以得出:
(1)不论哪种基体材料,金镀层的密封漏率明显优于银镀层的密封漏率,至少优于2个数量级;
(2)铝合金基体、过渡层M2与金镀层的组合方式密封性最好,密封漏率最低。
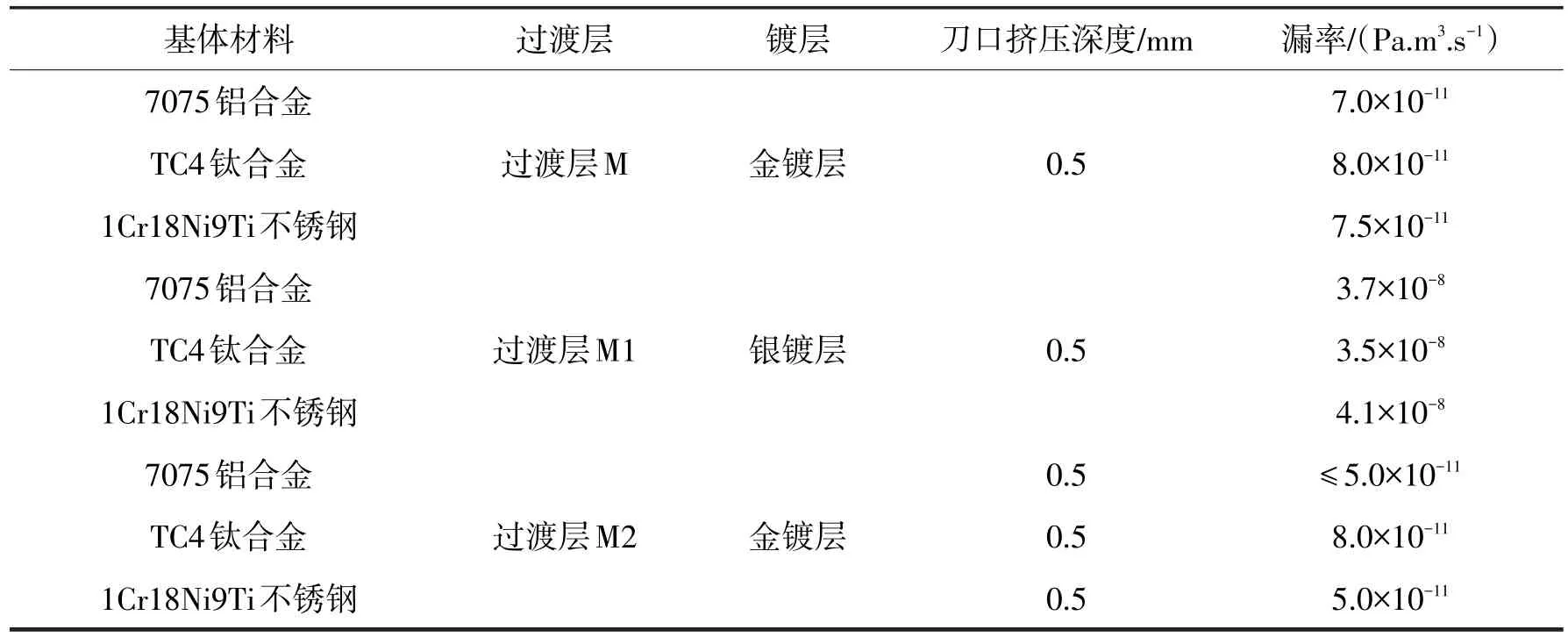
表3 浸润工艺优化后刀口挤压密封试验结果Table3 Test results of edge squeeze seal test after optimization of infiltration process
通过试验确定的刀口挤压密封参数:密封基体为铝合金7075、刀口材料TC4钛合金、密封材料97In3Ag、刀口挤压深度为0.5 mm。7075铝合金基体材料与密封材料钎焊结合面使用日本电子光学公司JSM-5600LV低真空扫描电子显微镜(SEM)进行观察分析,结合面如图2所示。
通过SEM形貌分析表明,铝合金密封基体与密封材料97In3Ag实现良好的浸润性,外观及内部形貌材料之间结合紧密、均匀,能够有效防止气体的渗透和扩散。

图2 97In3Ag合金与密封基体的钎焊面(虚框)图Fig.2 The brazing surface of 97In3Ag alloy and sealed matrix
2.3 样品真空密封试验验证
样品密封方案结构参数确定后,进行了20次密封试验,试验条件涵盖样品密封结构所有可能经历高低温及真空环境,密封时均由火工驱动机构驱动盖体二次锁紧,完成铟银合金挤压及橡胶圈的径向密封,待装置恢复室温后进行装置漏率检测,试验数据如表4所列。

表4 环境试验时密封漏率结果Table4 Sealing leakage results in environmental tests
地外天体样品真空密封试验后,抽取4件铟银合金试验件使用PLASTIFORM FULL CASE可复制量具对环形挤压密封面形貌进行模具复制,然后使用JT12A-Z投影仪对压痕模具进行观察和测量。
通过地外天体样品真空密封试验及挤压压痕投影仪测量表明,铟银合金刀口压痕对称,机构间隙会造成挤压深度不均匀,最浅0.55 mm、最深0.7 mm;此状态下密封漏率最小为3.5×10-9Pa·m3·s-1,优于指标要求的5×10-9Pa·m3·s-1。
3 结论
通过工艺改进优化了刀口挤压密封基体与密封材料的浸润性,提高了刀口挤压密封性;并通过常温、高低温、常压及真空环境密封试验,对地外天体样品密封方案进行试验验证,可以得出,该地外天体样品密封方案能够维持10-9Pa·m3·s-1量级的极低漏率,能够用于地外天体样品密封,维持样品的原态,防止地外天体样品污染。
