汽车磷化膜斜条纹缺陷的成因及对策
2018-08-08陈文彪
陈文彪
(江西昌河汽车有限责任公司生产技术部,江西 景德镇 333000)
为控制生产成本,涂装A车间打算将磷化产品升级为低温磷化,而且为节约产品切换过程中磷化药剂的使用量和污水处理成本,以混槽方式逐步更换磷化液。但在混槽一周后,发现该车间生产的车壳的磷化膜质量较差,很多部位的颜色不一致,形成了与车壳水平方向成一定角度的黑色斜条纹,如图1所示。这些斜条纹几乎呈规则的、均匀间距的直线排列,且与车壳入槽的角度基本保持一致。两侧翼子板部位尤其严重,造成后续电泳漆膜表面不平整,打磨量大,极大地影响了生产秩序。一开始以为是实验室给出的控制参数与生产现场实际情况不匹配所致,于是重新设定参数,但无论如何调整,都不能解决问题。本文对此进行了调查,并给出了解决方案。
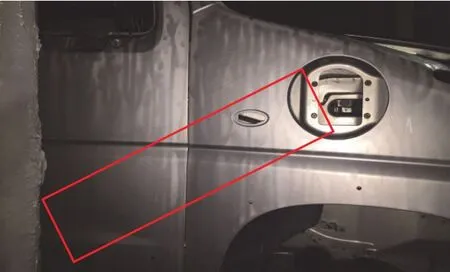
图1 车壳右翼子板和前门磷化斜条纹缺陷的照片Figure 1 Photo showing the diagonal stripe defects of phosphating films on right fender and front door of a car bodyshell
1 磷化条纹缺陷形成的原因
混槽前后使用的药剂都是同一公司生产的锌系磷化药剂。通过在前处理、电泳线进行的一系列挂板试验,确定斜条纹缺陷发生在磷化槽。于是从以下方面进行逐项排查,以确定问题所在。
1. 1 车壳进入磷化槽时的情况
涂装A车间前处理工序输送车壳的链条为积放链,并且链速较慢(生产节拍为3.15 min/台)。车壳进入磷化槽时,浮力的作用会阻止车壳继续前进,此时有一个较短暂的停留时间,使车壳入槽呈现出间歇性,造成磷化结晶反应不连续[1],导致车壳各部位出现极其轻微的斜条纹缺陷,但该缺陷在混槽前就一直存在,也不会影响到电泳漆膜的质量。
1. 2 磷化槽液参数
1. 2. 1 前处理槽液所用的药剂
涂装A车间在升级后,前处理各槽液使用的药品与涂装B车间(B车间一直使用A车间升级所用的低温磷化药品)所使用的药品全部一致,而 B车间磷化、电泳的质量优良,没有出现斜条纹缺陷。因此判定脱脂液、表调液与新更换的磷化液是可以在同一条生产线上搭配使用的。
1. 2. 2 磷化槽的参数
总酸、游离酸、促进剂值等参数在生产现场可直接化验控制。若这些参数异常,一般会对磷化质量产生较大影响。因此,在生产线上针对它们进行如表1所示的一系列试验。结果发现,无论怎样调整磷化参数,斜条纹缺陷仍然存在,较调整前无明显改善。
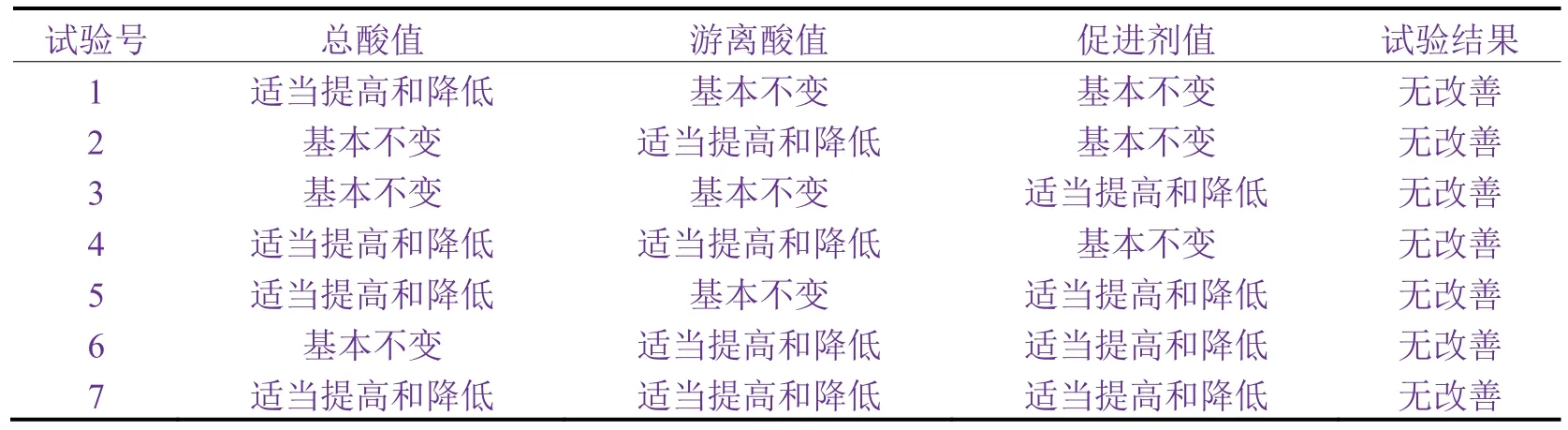
表1 磷化参数调整对磷化膜质量的影响Table 1 Effects of adjustments of phosphating parameters on the quality of phosphating film
1. 2. 3 磷化槽液的元素含量
在生产过程中,从混槽后的磷化液中抽取样品送往药剂生产公司进行元素检测,结果见表 2。其中锌含量明显高于标准值。而锌含量直接影响到磷化液的反应活性,锌含量高会加快车壳在磷化液中的成膜速率。
鉴于生产现场开槽剂PL-3035M的锌含量比添加剂PL-3035R的锌含量低,在维持生产线生产时,改为添加前者来逐步降低磷化槽液中锌元素的含量。经过一段时间的连续试验,发现锌元素含量降低到一定范围后,车壳上斜条纹的印记变浅,有一定的改善效果。
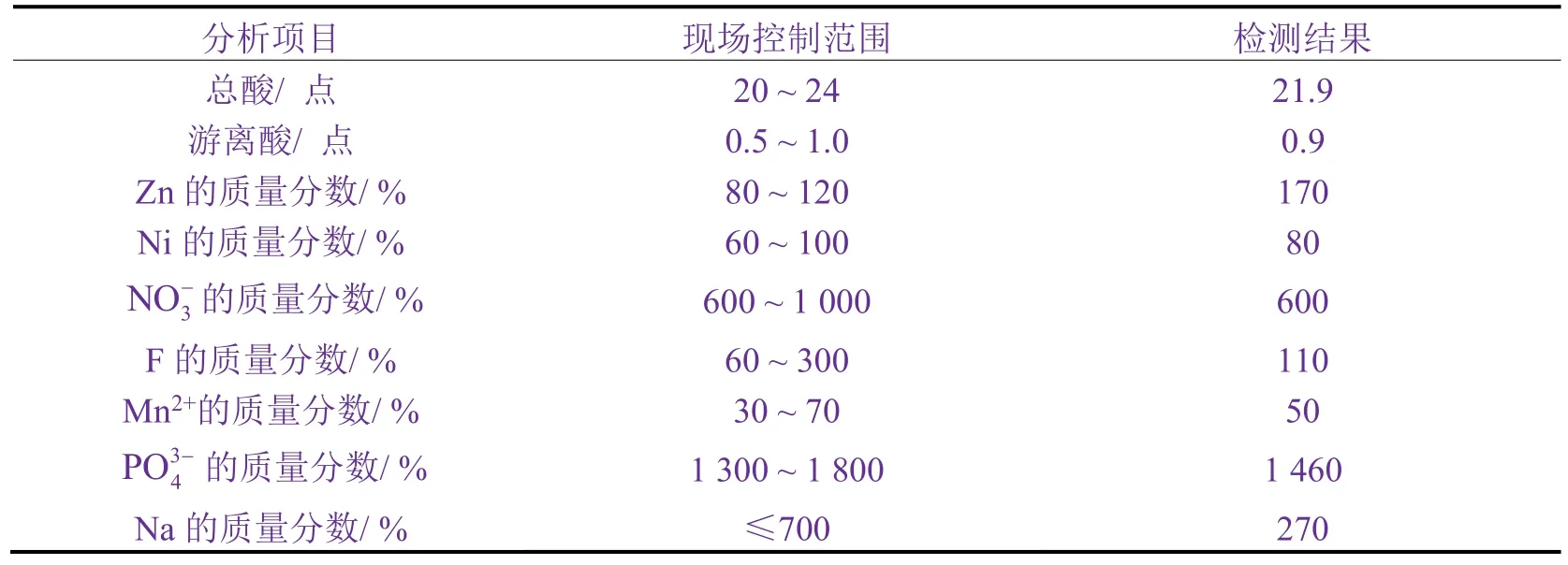
表2 磷化液中各成分的含量Table 2 Contents of components of the phosphating bath
1. 3 磷化槽液的表面层流情况
涂装A车间从3年前建线到目前为止,从未对表面层流管路进行拆卸、清洗,加上近段时间磷化除渣效果不理想,生产线经常因停产而中断槽液循环等情况,导致现在即使增加表面层流压力,槽体内磷化液表面的波动也不明显。据此判断表面层流管路或喷嘴发生了堵塞,而表面层流的强度与磷化斜条纹的产生密切相关[2-3]。
停止生产后,涂装A车间首先将磷化液转移到置换槽,然后拆卸了表面层流主管路和喷嘴,发现其中积压了大量磷化沉渣(见图2)。车壳在刚进入磷化槽时还带有表调液,在磷化液表面形成了混合液区,其中的磷酸盐浓度比其他地方低。由于表面层流主管路和喷嘴堵塞,磷化液表面层流循环弱,使得混合液区内各药剂消耗后得不到及时补充,进而使得此处磷化结晶反应薄弱,而混合液区以外的磷化液本体区内的磷化反应正常,因此两个区域的磷化成膜形成差异。此外,磷化结晶薄弱区域非常容易在亚硝酸盐氧化作用下略显黄色,氧化部位在后续磷化反应中反应不充分,结晶粗大,而且车壳间歇式入槽方式加剧了这一氧化反应,氧化部位与其他部位形成鲜明对比,便形成了斜条纹缺陷。

图2 主管路、喷嘴堵塞情况Figure 2 Photos showing the clogging of main pipeline and spray nozzles
2 磷化斜条纹缺陷的解决措施
由于前处理输送链方式、生产节拍受涂装A车间生产线环境限制,暂不能调整,只能从以下几个方面进行改进:
(1) 停止生产,对磷化槽进行倒槽;设备维修人员拆下表面层流主管路和喷嘴后进行疏通、清洗。
(2) 严格控制现场可检测的槽液参数,加强对槽液中各元素含量的监测与调整。
(3) 适当降低生产现场表调液的浓度,控制范围由之前的2.0 ~ 3.0点降低到0.7 ~ 1.1点,以加快车壳刚进入磷化槽时的成膜速率。
进行过车生产后发现,车壳表面只有因为车壳间歇性入槽而产生的极其轻微的斜条纹,严重磷化斜条纹缺陷已得到解决,生产线恢复正常。另外,由于疏通了磷化槽主循环管路,磷化槽液表面层流循环良好,可观察到磷化液表面波动明显;而槽液以及挂板性能的检测结果表明,表调液浓度降低后所得磷化膜的质量符合要求。目前涂装A车间磷化槽液的参数一直比较稳定,易于控制,后续电泳质量稳定,生产秩序正常。
3 结语
磷化膜斜条纹缺陷的产生涉及多方面因素,在处理时需综合考虑各方面的影响。在今后生产中要结合现场实际情况,检测和控制好前处理、电泳槽液参数的同时,还要及时维护相关设备。
