云南石屏某氧化铅矿石选矿试验
2018-07-27刘全军纪慧超
江 旭 刘全军 纪慧超
(1.复杂有色金属资源清洁利用国家重点试验室,云南昆明650093;2.昆明理工大学国土资源工程学院,云南昆明650093)
铅作为一种重要的有色金属资源,储量极为丰富。目前已发现的含铅矿物多达250余种,但具有开发利用价值的含铅矿物仅有10余种,其中,最常见的为氧化铅矿物和硫化铅矿物。由于氧化铅矿物性脆,常与其他矿物呈极细粒嵌布,且易泥化,导致浮选效果通常明显不及硫化铅矿物[1-4]。虽然氧化铅矿物可浮性较硫化铅矿物差,但从资源量看,明显高于硫化铅矿物,因此,具有极高的经济价值[5-8]。
本试验将以云南石屏某氧化铅矿石为对象,开展选矿工艺研究。
1 矿石性质
矿石中的主要金属矿物为方铅矿、白铅矿,铅矾、闪锌矿、黄铁矿等少量;主要脉石矿物有石英、重晶石、方解石、白云石,玉髓少量;银呈类质同象赋存于白铅矿、方铅矿中。矿石主要化学成分分析结果见表1,铅物相分析结果见表2。


注:Ag的含量单位为g/t。
由表1可知,矿石中的主要有用元素为铅,伴生元素银有综合回收价值,其中铅品位为3.14%,Ag含量为56.24 g/t,主要有害元素为碳和砷,其他元素没有回收价值。
由表2可知,矿石氧化率较高,属于典型的氧化铅矿石;矿石中的铅主要以碳酸铅和硫化铅的状态存在,其次为硫酸铅。
2 试验结果与分析
2.1 条件试验
基于矿石中的伴生银主要赋存在铅矿物中,而白铅矿和方铅矿是主要回收对象,因此,在探索试验基础上确定采用先浮硫化铅、再浮氧化铅的原则流程处理该矿石,条件试验流程见图1。

2.1.1 磨矿细度试验
磨矿细度试验的硫化铅矿物粗选的石灰用量为400 g/t、水玻璃为1 000 g/t、丁铵黑药+乙硫氮为30+30 g/t,氧化铅矿物粗选的乙二胺磷酸盐+硫化钠用量为150+2 000 g/t、丁基黄药为100 g/t,试验结果见表3。

由表3可知,提高磨矿细度,硫化铅粗精矿铅品位和铅回收率、氧化铅粗精矿铅品位和铅回收率均先上升后下降,当磨矿细度为-0.074 mm占91.1%时,硫化铅粗精矿和氧化铅粗精矿指标最高。因此,确定磨矿细度为-0.074 mm占91.1%。
2.1.2 石灰用量试验
石灰用量试验的磨矿细度为-0.074 mm占91.1%,水玻璃用量为1 000 g/t、丁铵黑药+乙硫氮为30+30 g/t,乙二胺磷酸盐+硫化钠用量为150+2 000 g/t、丁基黄药为100 g/t,试验结果见表4。

由表4可知,提高石灰的用量,硫化铅粗精矿铅品位先上升后维持在高位,铅回收率下降;氧化铅粗精矿铅品位和铅回收率均先上升后下降。综合考虑,确定石灰的用量为400 g/t,对应的矿浆pH值在8左右。
2.1.3 水玻璃用量试验
水玻璃作为矿泥分散剂,有助于减少矿泥对浮选过程的不利影响[9]。水玻璃用量试验的磨矿细度为-0.074 mm占91.1%,石灰的用量为400 g/t、丁铵黑药+乙硫氮为30+30 g/t,乙二胺磷酸盐+硫化钠用量为150+2 000 g/t、丁基黄药为100 g/t,试验结果见表5。

由表5可知,随着水玻璃用量的增加,硫化铅粗精矿铅品位和氧化铅粗精矿铅品位均先上升后下降,硫化铅粗精矿铅回收率和氧化铅粗精矿铅回收率均上升。综合考虑,确定水玻璃的用量为1 250 g/t。
2.1.4 丁铵黑药+乙硫氮用量试验
从硫化矿物浮选的常用捕收剂及有利于矿石中伴生银的回收角度考虑,在探索试验基础上确定选用丁铵黑药+乙硫氮为硫化铅矿物浮选的捕收剂,质量配合比为1∶1[10]。丁铵黑药+乙硫氮用量试验的磨矿细度为-0.074 mm占91.1%,石灰的用量为400 g/t、水玻璃为1 250 g/t,乙二胺磷酸盐+硫化钠用量为150+2 000 g/t、丁基黄药用量为100 g/t,试验结果见表6。
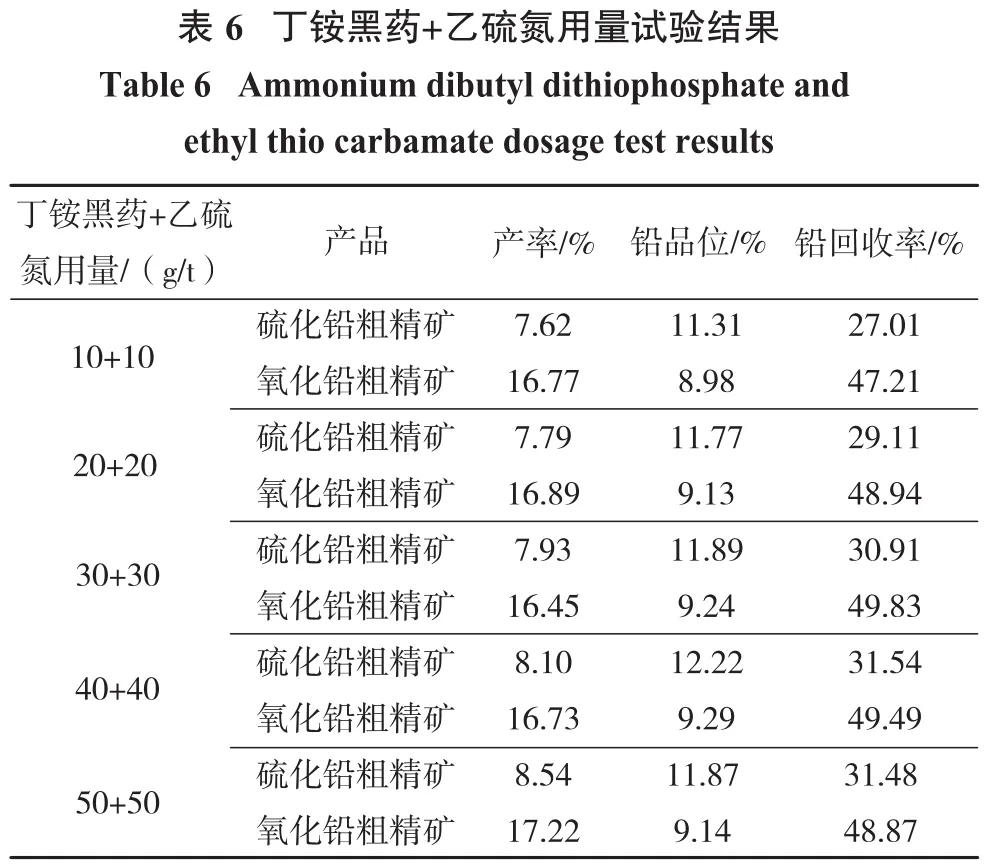
从表6可知,硫化铅粗精矿铅品位先上升后下降、铅回收率上升,氧化铅粗精矿铅品位和铅回收率均先上升后下降。综合考虑,确定丁铵黑药+乙硫氮用量为40+40 g/t。
2.1.5 乙二胺磷酸盐+硫化钠用量试验
本次试验选用乙二胺磷酸盐+硫化钠为组合活化剂。乙二胺磷酸盐作为辅助活化剂可以促进硫化钠的硫化作用,提高白铅矿硫化浮选的回收率,试验用乙二胺磷酸盐为实验室自制品,为乙二胺和磷酸按物质的量之比1∶1配料、反应而成[11-12]。乙二胺磷酸盐+硫化钠用量试验的磨矿细度为-0.074 mm占91.1%,石灰用量为400 g/t、水玻璃为1 250 g/t、丁铵黑药+乙硫氮为40+40 g/t,丁基黄药用量为100 g/t,试验结果见表7。

由表7可知,随着乙二胺磷酸盐+硫化钠用量的增大,氧化铅粗精矿铅品位上升、铅回收率先显著上升后微幅下降。综合考虑,确定氧化铅粗选的乙二胺磷酸盐+硫化钠用量为450+2 000 g/t。
2.1.6 丁基黄药用量试验
丁基黄药用量试验的磨矿细度为-0.074 mm占91.1%,石灰用量为400 g/t、水玻璃为1 250 g/t、丁铵黑药+乙硫氮为40+40 g/t,乙二胺磷酸盐+硫化钠用量为450+2 000 g/t,试验结果见表8。

从表8可知,随着丁基黄药用量的增大,氧化铅粗精矿铅品位微幅下降,铅回收率上升。综合考虑,确定氧化铅粗选的丁基黄药用量为200 g/t。
2.2 闭路试验
在条件试验和开路试验基础上进行了闭路试验,试验流程见图2,结果见表9。
由表9可以看出,矿石采用图2所示的流程处理,可获得铅品位为53.21%、含银1 003.54 g/t、铅回收率为33.38%、银回收率为35.15%的硫化铅精矿,以及铅品位为30.88%、含银561.24 g/t、铅回收率为56.74%、银回收率为57.58%的氧化铅精矿,铅总回收率为90.12%、银总回收率为92.73%。


3 结论
(1)云南石屏某氧化铅矿石铅品位为3.14%,Ag含量为56.24 g/t,矿石中的主要铅矿物为方铅矿、白铅矿,铅矾等少量,银呈类质同象赋存于白铅矿、方铅矿中,主要有害元素为碳和砷。
(2)矿石在磨矿细度为-0.074 mm占91.1%的情况下,以石灰为矿浆pH调整剂、水玻璃为矿泥分散剂、丁铵黑药+乙硫氮为捕收剂,1粗2精流程浮选硫化铅矿物,以乙二胺磷酸盐+硫化钠为活化剂,丁基黄药为捕收剂,1粗2精1扫流程浮选氧化铅矿物,最终获得铅品位为53.21%、含银1 003.54 g/t、铅回收率为33.38%、银回收率为35.15%的硫化铅精矿,以及铅品位为30.88%、含银561.24 g/t、铅回收率为56.74%、银回收率为57.58%的氧化铅精矿,铅总回收率为90.12%、银总回收率为92.73%。
