双向推力圆锥滚子轴承整体保持架设计要点
2018-07-22赵丽王学辉张腾
赵丽,王学辉,张腾
(1.北方民族大学 机电学院,银川 750021;2.宝塔实业股份有限公司,银川 750021)
1 双向推力圆锥滚子轴承结构及其保持架加工难点
双向推力圆锥滚子轴承为可分离型轴承,其结构如图1所示,由2个座圈、1个轴圈组成,可分别安装轴圈、座圈和滚子保持架组件。该类型轴承适用于转速较低,承受较大双向轴向载荷的工况,但不能限制轴的径向位移,广泛用于粗轧机。
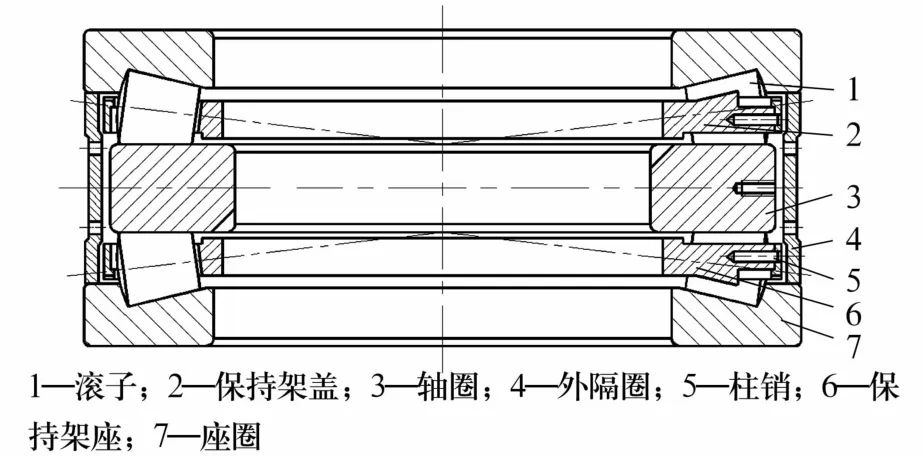
图1 双向推力圆锥滚子轴承结构Fig.1 Structure of double direction thrust tapered roller bearing
该结构轴承使用的传统保持架由保持架座和盖组成,保持架座沿径向钻、镗兜孔,装配时将保持架盖箍紧在保持架座外径面上,然后在保持架座和保持架盖径向钻销钉孔,用销钉将两者连接起来,如图2所示。

图2 传统组合式保持架结构Fig.2 Structure of traditional combined cage
传统保持架在加工中存在一些缺陷,主要表现为:
1)保持架座需沿径向钻、镗兜孔,由于保持架径向刚度较差,钻、镗孔时保持架座变形大,加工精度较差;保持架座与保持架盖沿外径面钻装配用销钉孔,孔的直径较小,加工难度大。
2)保持架盖外径和内径差较小,也就是保持架盖壁薄,车削装卡变形较大。
3)保持架由座、盖和销钉3部分构成,随着零件个数增多,保持架整体可靠性降低。
2 整体保持架特点及设计要点
基于传统组合式保持架存在的加工缺陷,改进设计成整体式保持架,在双向圆锥滚子轴承主参数(滚子半锥角、滚子直径、滚子长度、滚子个数)确定后,可进行整体式保持架的设计。
2.1 保持架结构
整体保持架结构如图3所示,沿轴向钻、镗加工保持架兜孔,保持架(靠座圈)端面一侧兜孔伸展出一台阶,限制滚子从座圈方向脱落;在另一侧端面横梁上铣削一扩胀槽,装配合套时,先把滚子放入兜孔,通过专用工装压扩胀槽,迫使槽向滚子侧延伸,从而锁住滚子。通过对保持架结构的改进,装配后使滚子与保持架形成组件,便于主机用户安装轴承。

图3 整体式保持架结构Fig.3 Structure of integral cage
2.2 保持架设计要点
2.2.1 材料选择
双向推力圆锥滚子轴承整体式保持架要求材料既有良好的机械切削性能,又具有好的延展性,可选用锰黄铜ZCuZn38Mn2Pb2或铝青铜ZCuAl10Fe3。另外,需要选择合适的铸造表面硬度,根据实践,ZCuAl10Fe3铸造硬度为80~120 HB,效果较好,ZCuAl10Fe3可作为保持架材料。
2.2.2 兜孔锥角
兜孔锥角与滚子锥角一致,伸展出的台阶也与滚子锥角一致,确保圆锥滚子大小头与兜孔间隙一致,减小轴承工作中滚子的差动滑动。
2.2.3 兜孔台阶
保持架兜孔(靠座圈)一侧有一挡住滚子沿轴向向座圈侧脱落的台阶(图3),台阶设计为铣削加工工艺性能好的梯形;台阶位于兜孔正中央,长度约为0.7Lw(滚子长度),高度为2~3 mm;伸出的台阶挡住滚子的锁量为0.6~1 mm较为合适。
2.2.4 锁紧扩胀槽
保持架(靠轴圈)一侧过梁端面上铣一锁滚子扩胀槽,该槽有5°~10°扩胀导向槽,轴承合套时,用专用扩胀工装,迫使扩胀槽向滚子侧延伸,锁住滚子;槽长度为(0.15~0.20)Lw,宽度约为横梁宽度的0.55倍,扩胀槽的深度为2~3 mm。
2.2.5 引导台阶
保持架靠内径侧有一引导台阶,台阶端面与横梁相对部位加工圆弧槽,以减小与轴圈接触面积,并存储少量润滑油,减小摩擦;另一端面靠外径侧,也有一台阶与横梁相对部位加工圆弧槽;根据轴承安装位置的不同内径台阶与轴圈接触引导保持架;或者外径台阶与座圈挡边端面接触引导保持架回转,应注意保持架引导间隙应小于兜孔与滚子的间隙,避免干涉。
2.2.6 保持架厚度
保持架兜孔两端面相互平行,并与滚子半锥角相近,滚子半锥角与兜孔端面倾斜角差异应在1°以内,保持架厚度约为(0.55~0.70)Dw(滚子直径)时,可以保证保持架的刚度及兜孔对滚子的包容量较好。
3 改进效果
双向推力圆锥滚子轴承改为整体式保持架,采用铜合金毛坯铸造一次成形,强度好;兜孔轴向加工,兜孔表面粗糙度Ra可达到1.6μm,保持架轴向刚度好,变形小,尺寸精度容易保证;保持架端面与套圈接触处加工圆弧槽可储存少量油脂,减少了摩擦发热;成套轴承噪声小。
通过对产品927/351 Q/HCYA保持架(整体结构)进行尺寸检测,兜孔宽度尺寸满足技术要求,相互差不大于0.08 mm;厚度变动量不大于0.05 mm,内径圆度不大于0.10 mm,保持架尺寸一致性较好。但整体式保持架结构复杂,对加工设备要求较高,兜孔加工须在数控加工中心上钻、铣,加工效率较低,成本较高。